以PLC为控制核心的氧化扩散系统设计思路
2014-06-13高羽
高 羽
(中国电子科技集团公司第四十七研究所,沈阳110032)
1 引言
硅基集成电路制造技术的基础之一是在硅片表面热生长一层氧化层。氧化物掩蔽技术是一种在热生长的氧化层上通过刻印图形和刻蚀达到对硅衬底进行扩散掺杂的工艺技术,这是制造大规模晶体管的关键工艺。为氧化和扩散过程提供高可靠的工艺环境,是氧化扩散系统的设计目标。为达到这一目标,现提出以PLC为控制核心,对整个工艺过程进行检测和控制的氧化扩散系统。
2 工艺要求
本系统为卧式4管氧化扩散系统,工作温度范围为800至1200摄氏度,并可以根据工艺要求设定升温降斜率,常规为20摄氏度每分钟(或者更小),温度分辨率为0.1度。能提供氮气、氢气、氧气,根据不同的工艺要求提供相应的气体流量从几十毫升每分钟到几升每分钟。温度控制精度为正负1摄氏度。要求有自动进出舟系统,以实现整个工艺过程的完全自动化。
3 功能要求
可以提供至少20套、每套至少20步以上的程序。提供清晰的人机交互界面。可以显示各项温度、气体的设定值和实际值,以及各项报警信息,方便工艺设定和设备调试。
具体功能要求如下:
(1)以触摸屏为人机交换界面,按要求提供操作方式、运行状态的监控、各种报警信息及相应的保护措施,还要有完整的保护和互锁功能,以防止误操作,提供手动和自动两种工作方式,以方便调试和维修。
(2)提供电加热的3段控温炉体,提供手动的温度校准方式,提供温区表用以存储温度校准参数。
(3)提供自动/手动两种控制方式。自动方式用于日常的工艺生产,手动方式用于设备调试维修。
4 硬件设计
整体硬件设计如图1所示。根据实际的输出点数选择三菱FX2N-48MT PLC作为系统控制核心,来实现对整个氧化系统工艺过程的控制。
(1)炉体采用三段式分段控制炉体,带水冷套,保证整个温度控制过程的稳定。使用S型贵金属热偶(该热偶为铂铑10—铂,工作温度为0至1600摄氏度)对温度进行测量,可以满足整个工艺过程中对温度精度的要求。采用AI系列的多路测量显示仪对温度进行控制。根据需要测量的热偶数量,使用AI-704M对炉管温度进行测量。每块AI-704M可以测量的热偶数为4,其中3组为控温热偶,另外一组为超温报警热偶。
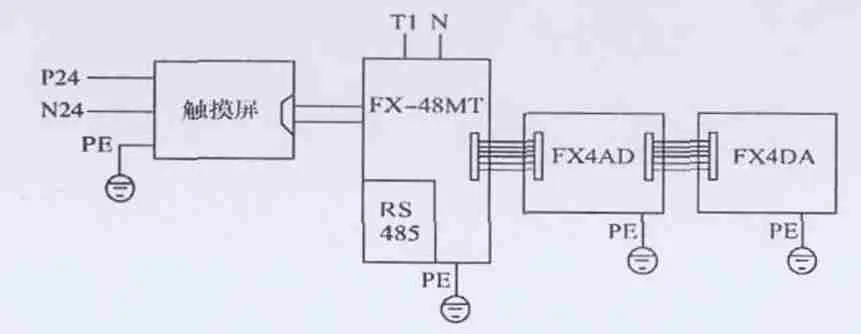
图1 整体硬件设计图
AI-704M使用异步串行通讯接口,接口电平符合RS485标准。通讯传输数据的波特率可调为4800~19200字节/秒。AI-704M标准的通讯指令只有两条,一条为读指令,一条为写指令,标准读和写指令分别如下:
读:地址代号+52H(82)+要读的参数代号+0+0+校验码写:地址代号+43H(67)+要写的参数代号+写入数低字节+写入数高字节+校验码
以4路温度数据输入为例,由PLC向AI-704M发读命令。4路数据的地址代号分别为0081H、0082H、0083H、0084H;要读的参数代号为00H;校验码分别为0×256+82+1=83,0×256+82+2=84,0×256+82+3=85,0×256+82+4=86;转化为16进制数即为53H,54H,55H,56H;读命令为:
第 1路:0081H 0081H 0052H 0000H 0000H 0000H 0053H 0000H
第 2路:0082H 0082H 0052H 0000H 0000H 0000H 0054H 0000H
第 3路:0083H 0083H 0052H 0000H 0000H 0000H 0055H 0000H
第 4路:0084H 0084H 0052H 0000H 0000H 0000H 0056H 0000H
PLC向AI-704M发出读指令后,AI-704M会向PLC返回一个10字节的数据,其中前2位为热偶测量的温度实际值。在AI-704M上的PV处显示。温度采集模块与PLC之间的通信如图2所示。
图2 温度模块与PLC通讯图
(2)气体控制采用七星华创生产的D07系列质量流量控制器。其优点为接口类型多样,可以满足各种气路、电路接口的连接,价格相对较低,并且具有较高的稳定性。由于气体流量为模拟量控制,而FX2N-48MT PLC只能输出开关量,需要外加数模、模数转换电路。PLC模拟量的输出采用FX2N-4DA,FX2N-4DA将控制信号以电压的形式输送给质量流量控制器,质量流量控制器测回的气体流量以电压的形式输入FX2N-4AD。FX2N-4AD/DA一共可以有4路输入,可以满足氧化扩散系统对气体控制的需求。
(3)开关量。开关量控制参数只有开和关两个参数,主要用于进出舟电机、炉门电机、冷却风扇等。开关量可以直接从PLC的输出端子获得,不需要外接电路。但PLC开关量不能直接控制强电,需要加继电器。这里设PLC的输出端子Y21、Y22分别控制舟向前和舟向后的继电器K21、K22。在手动状态下,通过触摸屏给设备一个“舟向前”的命令,PLC的输出端子Y21为ON,继电器K21吸合,进出舟电机正向旋转,舟向前运动,直到触发前端限位开关,电机停止运动,完成“舟向前”的命令。同样,通过触摸屏给设备一个“舟向后”的命令,PLC的输出端子Y22为ON,继电器K22吸合,进出舟电机反向旋转,舟向后运动,直到触发后端限位开关,电机停止运动,完成“舟向后”的命令。
(4)对触摸屏的要求
a.触摸屏必须能提供自动和手动两种控制方式,并且两种控制方式之间可以自由转换,以方便设备的正常使用和维修调试。
b.PLC通过各种渠道采集的数据可以在触摸屏上实时显示,同时还要显示温度、气体和舟位置的目标值,以方便监控设备状态是否正常。
c.可以通过触摸屏对设备各参数进行修改。包括程序时间、目标温度、气体流量、舟位置和温度修正值等等。
d.实时反映设备异常报警,并记录报警内容、时间等数据。
5 结束语
以PLC为控制核心的氧化扩散系统可以根据设备的实际使用情况提供更灵活的控制方式,在保证设备稳定性的前提下提供更高效的生产能力。可以保证整个工艺过程的全自动控制,基本避免由于操作不当造成的损失,并且降低了操作人员的劳动强度。设备稳定性高且易于维护,具有很好的实用价值。
[1]王阿根.PLC编程控制精编108例[M].北京:电子工业出版社,2009-12.
[2]向晓汉.三菱FX系列PLC精通全教程[M].北京:化学工业出版社,2012-05.
[3]李金成.PLC模拟量于通信控制应用实践[M]北京:电子工业出版社,2011-10.
