导轨直线度对测量结果的影响
2014-06-04戈娟张伟贺凤宝
戈娟,张伟,贺凤宝
(大连工业大学机械工程与自动化学院,辽宁大连 116034)
随着机械加工业的快速发展,对与之配套的测量设备也提出了更为严格的要求。衡量一台精密测量设备的标准之一就是设备的导轨。导轨精度是一项复合精度,除本身精度外,还与基础件的变形以及使用磨损有关。产品制造时,理论上要达到几何误差与变形误差之差为0。导轨直线度是衡量导轨精度的一个重要指标。导轨直线度误差包括:导轨在水平面内的直线度误差;导轨在垂直面内的直线度误差,一般的导轨直线度误差都是看成以上两种误差的合成[1]。国内外一般有如下几种测量方法:横向调制偏振光测量导轨直线度[1]、EST法测量机床导轨直线度[2]、基于激光剪切干涉的长导轨直线度[3-4]、水平仪测量法[4]、准直仪测量法[4]。
基于某公司的刀具测量仪[5-6],在现有条件的基础上检测滑台的直线度,并采用机械装置进行调整,进而提高设备的测量精度。
1 实验平台
选取HIWIN的导轨型号为SSR 15XV 2型、精度为高级,垂直面内的平行度为20 μm,北京北光的滑台,搭建实验平台——刀具几何参数测量系统,如图1所示。
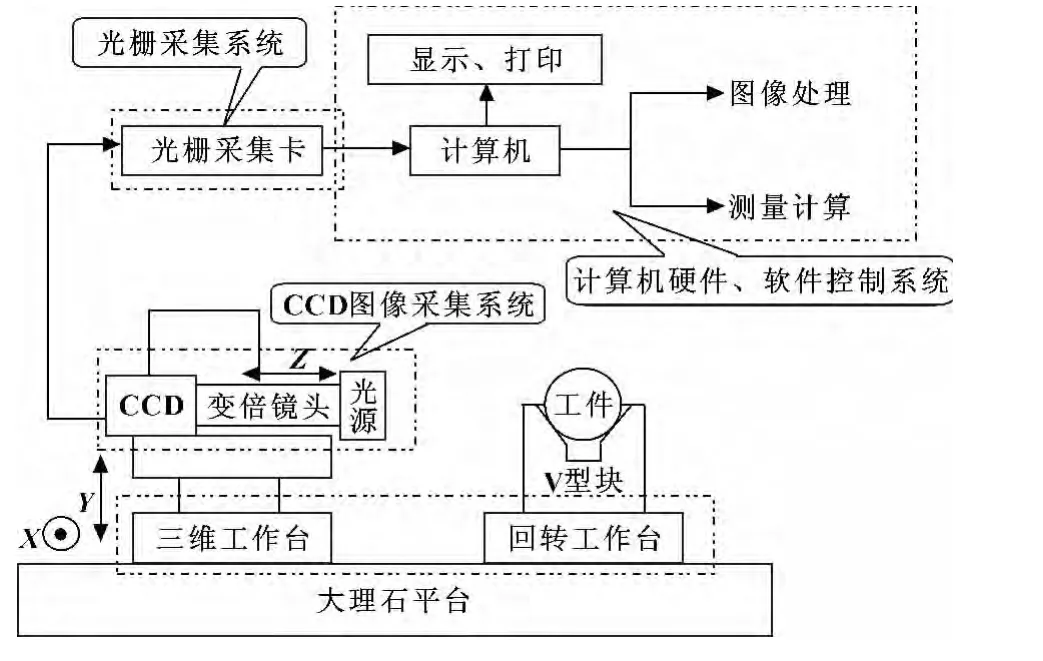
图1 刀具几何参数测量仪系统构成框图
该仪器采用三维工作台的目的是带动光学变倍镜头和CCD摄像机移动,从而完成图像聚焦,使被测物体的轮廓形状清晰地显示在屏幕上;并通过三维工作台的移动完成图像被测点的坐标采集,从而测量工件的线性长度。
2 导轨直线度的检测
2.1 检测导轨直线度的方法
以00级大理石为基准面,将工作台按照图纸要求固定在大理石上,用打表的方法在00级大理石方箱进行找正,如图2所示。
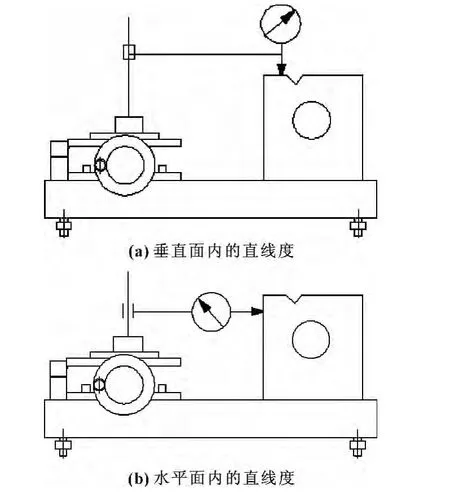
图2 检测导轨直线度
依据表头指针的的读数,导轨在竖直面内直线度较好,偏差仅有5 μm,但在水平面内有来回摆动的趋势。相比较而言,误差在水平面比较敏感。试验中导轨从一极限位置开始,运动140 mm,导轨在水平面内的运动轨迹如表1和图3所示。
该测量仪是依据镜头捕捉被测工作的位置,由光栅尺读取所测工件的长度。导轨在移动过程中呈现往复摆动,进而使固定在移动滑台上的镜头往复摆动,会造成所测结果偏大或偏小。试验中选取长度为80 mm的标准量块,在不同位置测量误差相差一百多微米。

表1 导轨运动轨迹
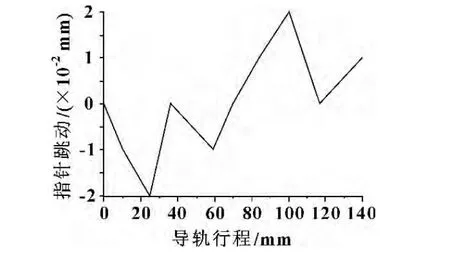
图3 导轨运动轨迹图
2.2 导轨的3种运动轨迹及误差
根据所测长度的不同,镜头起始位置可能出现在不同的范围内。经过反复实验,得出导轨有3种运动趋势,如图4所示。

图4 导轨运动趋势
导轨运动趋势如图4(a)所示时,光栅尺装在导轨的右侧时,测量误差为

α1、α2都很小,tanα1、tanα2可近似等于 α1、α2。在这种情况下,测量误差偏大或偏小由α1、α2的大小决定,当 α1≻α2时,Δ1≺0、Δ2≺0,此时测量的实际值比真实值偏小;当 α1≺α2时,Δ1≻0、Δ2≻0,此时测量的实际值比真实值偏大。
导轨运动趋势如图4(b)时,光栅尺装在导轨的右侧时,测量误差为

α1、α2都很小,tanα1、tanα2可近似等于 α1、α2。在这种情况下,测量值始终比真实值要小,而且随着位置的不同,α1、α2大小也不同,误差值也是变化的,呈现无规律性。
导轨运动趋势如图4(c)时,光栅尺装在导轨的右侧时,测量误差为

α1、α2都很小,tanα1、tanα2可近似等于 α1、α2。在这种情况下,测量值始终比真实值要大,而且随着位置的不同,α1、α2大小也不同,误差值也是变化的,呈现无规律性。
3 调整导轨直线度
以上3种结果正好证实了测量值在不同位置测量误差偏大或偏小这一现象。为此,设计了一套简易的机械装置针对导轨进行调整,以其中一只导轨作为基准导轨,来调节另外一只导轨。试验中做好两只薄钢板来固定导轨,其中一端用调紧螺钉来进行调节,如图5所示。

图5 调整导轨直线度
调节导轨上的螺钉,使导轨的直线度在5 μm内。试验中选取长度为80 mm的量块,连续测量5次,最大误差为9 μm。利用此方法,可以大大减小导轨回来摆动的趋势,进而测量精度可以大大提高。
4 结论
通过分析导轨的运动轨迹,找出了在不同位置下测量误差无规律性的主要原因,并推算出误差公式。测量误差的大小与导轨的摆角和被测工件到导轨中心的距离成正比。
试验中采用固定板对导轨进行固定,其中一边用带有调紧螺钉的活动板进行调整,进而对导轨进行找正。实验表明:通过调整导轨,测量误差可由之前的一百多微米减小到10微米以内,大大提高了测量精度。
【1】朱凌建,李照锁,刘君华,等.横向调制偏振光测量导轨直线度[J].光学学报,2009,24(4):955 -959.
【2】张军峰,王燕燕.EST法测量机床导轨直线度误差分析[J].机床与液压,2010,38(3):46 -49.
【3】王文丹,赵美蓉,付鲁华,等.基于激光剪切干涉的长导轨直线度测量系统设计[J].传感器与微系统,2009,28(12):77-79.
【4】黄天喜,严祯,曾韬.几种测量机床导轨直线度误差的方法[J].机械工程与自动化,2008(2):186-188.
【5】陈应州.非接触式刀具几何参数测量系统研究[D].大连:大连轻工业学院,2004.
【6】赵耀.DJCLY92B刀具几何参数测量仪误差分析与精度补偿[D].大连:大连工业大学,2010.
猜你喜欢
杂志排行

机床与液压的其它文章
- Influence of airflow uniformity over the duct outlet of vehicle air-condition on cooling performance*
- Design and realization of signal acquisition digital system for leak detection of water supply pipeline*
- Experimental study of chip formation and cutting force during
- Adaptive strategy of error anomaly processing in human simulated intelligent control*
- Phase-Lock technology of full digital UPS based on DSP*
- Software development for on-machine measurement of large CNC gear shape*