工程车辆齿轮箱内矩形花键工艺设计
2014-05-30马纯凯
马纯凯
【摘 要】 工程车辆因恶劣工作环境及客户对性能寿命的高要求;生产高效率及高精度,良好工艺性等方面均对机械设计专业提出更高的标准,今天就对我公司生产的某重型水泥路面破碎机齿轮箱矩形花键内外齿加工工艺流程﹑刀具﹑设备﹑工艺参数的选用及热处理的工艺方法座详细介绍。
矩形花键的定位配合方式主要有大径定心﹑小径定心两种方式,采用大径定心配合方式,内花键大径通常在淬火处理前加工完成,在淬火后无法对内花键大径进行修正,由于热处理变形,造成内花键孔精度难以保证,容易导致在装配过程中内﹑外花键出现较大的配合间隙。而小径定心方式,具有加工工艺性好﹑稳定性高﹑加工精度易于保证的特点,并能采用热处理后进行磨削的工艺方案,使得花键获得较高的加工精度,不但可以克服大径定心热处理造成的矩形内花键大径严重变形影响而无法修整的缺陷,且可以使设计精度等级进一步,有利于提高以花键内径作为基准孔的渐开线圆柱齿轮配合的精度,确保齿轮箱的稳定运行。
为提高花键与齿轮的配合精度,我单位决定对齿轮箱中花键轴和花键齿轮采用小径定心配合,配合精度为H8/f7。为达到小径定心配合的设计精度和要求,我们在花键轴和花键齿轮的制造中吸取同行小径定心加工工艺的经验和技术,设计了合理的工艺流程﹑工艺方案﹑切削参数﹑夹具及刀具,尝试应用新的热处理工艺,确保花键轴和花键齿轮的加工精度,本文详细介绍采用小径定心方式花键轴及花键齿轮的加工工艺流程﹑设备﹑工艺参数和注意事项。
1 花键加工工艺流程的确定
1.1外花键加工工艺流程的确定
如图1所示,外花键材料为40Cr,心部硬度要求要求为HRC28-32,花键齿表面硬度要求为HRC48-55,结合零件的尺寸精度和形状位置精度要求,确定该零件的加工工艺流程为:粗车—调质—精车—修磨中心孔—铣花键—花键齿部高频感应淬火+低温回火—磨削花键小径—磨轴承档。
1.2内花键加工工艺流程的确定
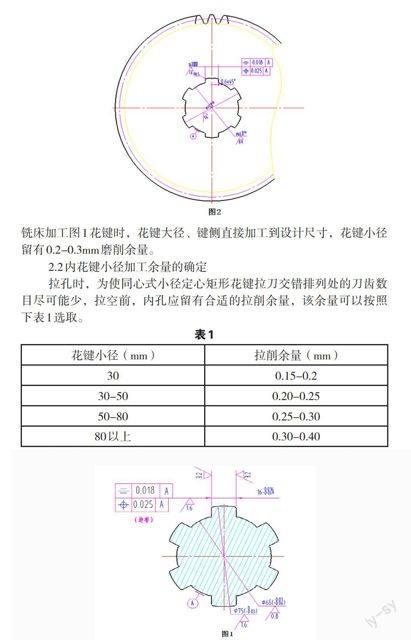
如图2所示,内花键材料为20CrMnTi,心部要求为HB170-210。内外齿面硬度要求为HRC60-63.由于零件上内花键和外齿均需要淬火,而受零件结构的限制,制作感应器比较困难,因此,零件采用渗碳后直接淬火的方式。结合零件的尺寸精度和形状位置精度要求,确定花键齿轮的加工工艺流程为:正火—粗车—精车—拉花键孔—滚齿轮—渗碳淬火+低温回火—磨削花键孔小径。
2 花键小径磨削加工余量的确定
2.1外花键小径磨削加工余量的确定
按照外花键小径磨削加工工艺方案,花键齿部高频感应淬火后对外花键小径进行磨削,以确保花键小径的尺寸﹑形状和位置精度。由于花键齿部采用高频感应淬火的热处理方式变形较小,因此,在确定磨削余量时尺寸变形忽略不计,仅考虑留磨削余量即可。采用花键轴铣床加工图1花键时,花键大径﹑键侧直接加工到设计尺寸,花键小径留有0.2-0.3mm磨削余量。
2.2内花键小径加工余量的确定
拉孔时,为使同心式小径定心矩形花键拉刀交错排列处的刀齿数目尽可能少,拉空前,内孔应留有合适的拉削余量,该余量可以按照下表1选取。
表1
花键小径(mm) 拉削余量(mm)
30 0.15-0.2
30-50 0.20-0.25
50-80 0.25-0.30
80以上 0.30-0.40
磨削内花键小径前,内花键孔齿轮采用渗碳淬火时,由于热处理变形的因素,内花键孔会产生收缩变形,变形量的大小主要与孔的大小﹑零件壁厚﹑零件结构等有关,通过多次试验,该零件淬火后孔的收缩量为0.03-0.08mm,因此,在拉削内孔留磨削余量时,应将这一边形量充分考虑到内花键小径拉削后所留的磨削余量中,故本件内孔留磨量为0.35mm。
3 花键加工设备选用
3.1外花键加工设备的选用
在充分考虑了经济成本,加工能力的多方面因素,外花键加工采用Y631K花键轴铣床进行铣齿。采用M8612A花键轴磨床作为外花键热处理淬火后的小径磨削设备。铣外花键时,采用两顶尖安装安装工件前,应在顶尖之间安装心轴进行同轴度检验,工件安装好后,必须使用对刀块进行试切,以确保花键滚刀中心通过两顶尖中心线。磨削外花键小径时,先使用设备上的对齿器对零件进行安装角度定位,然后使用两顶尖配合鸡心夹头夹紧工件,调试好自动分度机构和工作台行程挡块,即可对工件进行分度和小径磨削。
3.2内花键加工设备选用
内花键的加工设备选用L6120卧式拉床,拉孔前,首先调整好机床油压,并把拉床的托刀架调整到与工件同轴的位置,防止拉偏。加工中时刻保持表针小幅度变化,表针直线上升立即停车。未达到设计要求,粗拉削速度为3-7m/min,精拉速度不大于2.5m/min。
内花键小径的磨削采用普通磨床M2120进行加工。
4 刀具选择
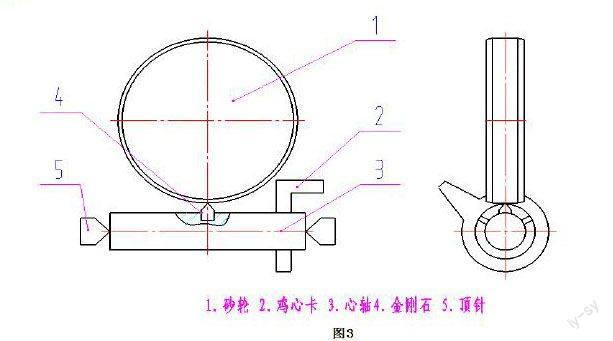
外花键滚刀选用齿形为Ⅲ型﹑A级精度的滚刀。内花键選用W6Mo5Cr4V5SiNbAl含铝超硬高速钢。花键小径磨削选用砂轮硬度M级,粒度为60#白刚玉材质。内花键小径磨削选用砂轮精度K级,粒度46#微晶刚玉材质。因磨削外花键小径时,砂轮需要修正,修正原理如图3,不作详解。
5 处理工艺
热处理后,可以通过磨削小径的工序从根本解决热处理对花键配合精度的影响,但花键键侧的形状﹑位置精度还需要合理的热处理工艺得到满足,为了提高工件整体性能,尽可能的减少零件热处理造成的齿形变形,我们再热处理工艺过程中借鉴了其他单位一些方法。
5.1外花键热处理工艺
外花键采用高频感应淬火,我们使用美国豪富顿的AQL251聚合物水溶液淬火液,浓度为10%-15%,将水溶性淬火液放在感应器下方,使用摇臂钻机构改进装夹工件,这样既可以使工件加热均匀,又可以使工件从淬火温度直接冷却,提高了效率,又避免了淬火到冷却阶段性温度变化,淬火后,立即进行180-200℃低温回火。
5.2内花键热处理工艺
由于20CrMnTi淬透性较差,所以传统方法需要时间较长,淬火质量和加工效率都达不到理想要求。所以我们借鉴同行,对零件进行分级淬火的工艺,并使用恒温淬火油槽和专用等温分级淬火油。该恒温淬火槽采用电加热﹑循环水冷却的恒温保持方式,可以在30分钟内使介质温度复原,设备控温范围0-160℃,使用时实际控制油温维120左右。专用等温分级淬火油的使用即保证硬度的统一性;,有防止了因温度变化引起的变形无规律性,是零件变形得到有效控制。淬火完成后,立即进行低温回火,全部热处理结束后,进行喷砂和防锈处理。
通过以上工序设计零件既提高了合格率,又保证了配合公差要求,进而提高了齿轮—轴传动的配合精度,避免了由于内﹑外花键配合之间存在较大的尺寸间隙,而造成变速箱传动过程的瞬间冲击和噪声,同时也提高了变速箱的寿命。