浅谈刮板输送机机头机尾轮模块设计
2014-05-30张福庆潘丽荣
张福庆 潘丽荣
【摘 要】 刮板输送机作为连续性散装物料运输机械已广泛应用于各生产单位。刮板输送机在运行时机头、机尾轮磨损比较严重,因此需要经常进行更换。在磨损严重后,现在采取的处理措施是将刮板输送机机头机尾轮组件进行整体更换。其实磨损的只是刮板输送机机头、机尾组件中与链条和刮板接触的部分,因此没必要将刮板输送机机头、机尾轮组件整体更换,整体更换不仅增大了材料成本,而且增加了停车检修时间和工人的劳动强度。为了节约材料成本、减少检修时间并减轻工人的劳动强度,本文对刮板输送机的机头、机尾轮易磨损部分进行模块化设计。
【关键词】 刮板输送机;机头轮;机尾轮;模块化;设计
一、刮板输送机工作原理及其组成
刮板输送机是一种挠性牵引机构的连续输送机械,是为选煤厂煤炭转载运煤的机械。其工作原理:中部槽沿运输线路全线铺设,由绕过机头链轮和机尾链轮的无极循环刮板链子作为牵引装置,以槽体作为承载装置,电动机经联轴器,减速机带动链轮旋转,从而带动刮板链子连续运转,将装在槽体中的物料从入料点运到卸料点进行卸载。刮板输送机可用水平运输,亦可用于倾斜运输,因此它成为物料运输系统机械化和自动化不可缺少的组成部分。各种类型的刮板输送机的主要结构和组成的部件基本是相同的,它由机头、中间部和机尾部等三部分组成。
二、存在问题
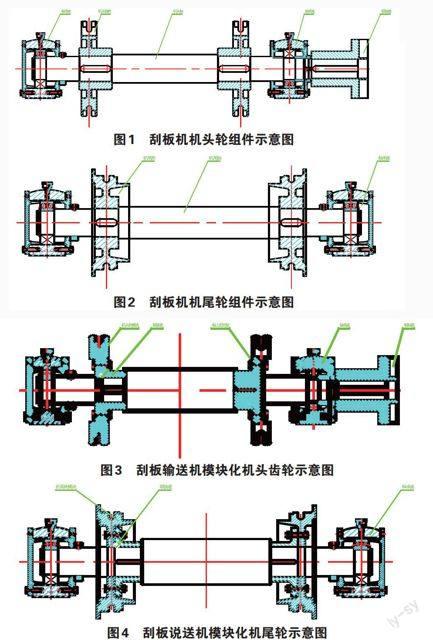
日常生产过程中,由于煤质的不同造成刮板输送机磨损程度不同,因此对刮板输送维修周期也不相同,当磨损程度很大时就需要对刮板输送机易损件进行更换,现在采用的处理办法是将刮板输送机的机头轮、机尾轮组件及刮板、链子、马蹄环整体更换。现在通用的机头轮、机尾轮组件结构示意图如图1和图2所示。
图1 刮板机机头轮组件示意图
图2 刮板机机尾轮组件示意图
在实际使用中,磨损严重造成刮板输送机停车的主要有刮板输送机机头轮、机尾轮组件中与链条及刮板接触的部分,即机头齿板和机尾槽板部分,而每次维修都是将刮板输送机机头、机尾轮整体更换,产生大量的材料浪费,因此没必要将刮板输送机机头轮、机尾轮组件整体更换。在整体更换时,首先需要拆除刮板輸送机机头轮、机尾轮安全防护罩,在将链子掐断,然后拆除机头轮、机尾轮组件的固定座与刮板输送机机头轮、机尾轮架子之间的固定。安装时要用天车或手拉葫芦将机头轮、机尾轮组件吊装到位后,需要对轴进行找水平,还要对固定座进行调整使刮板输送机的机头轮、机尾轮的轴互相平行且垂直于刮板链,特别是对于机头轮还要对电机相连接的联轴器进行找正,因此在更换安装过程中耗费很长时间及较大劳动强度。
三、解决方法
为了降低工人的劳动强度,节省材料费用,提高检修效率,可以将机头轮、机尾轮组件进行改造,具体方案如图3和图4所示,将刮板输送机机头轮、机尾轮组件中的机头齿板和机尾槽板进行模块化设计,“模块化机头齿板”和“模块化机尾槽板”如图5、6所示。刮板输送机在磨损严重后,只需要更换模块化机头齿板或模块化槽板即可。这样首先避免了因为整体更换时造成的材料浪费,节约了材料成本;次之“模块化的机头齿板”或“机尾槽板”重量小,一个人徒手即可搬运,一人通过螺栓连接,一人进行监护即可完成机头、机尾链轮的更换。安装方便快捷,同时还可以免除使用起吊设备进行吊装作业的过程,省略了找正的程序,从而减少了检修时间、减轻了工人的劳动强度,提高了检修效率。在对刮板输送机机头、机尾轮进行模块化的同时需要加工一个固定盘,使固定盘安装在传动轴上,其连接采用键连接。
刮板输送机在日常运行中,由于煤的粒度影响容易发生跳链等意外情况,容易造成“模块化齿板”和“模块化槽板”受力变得非常大,可能造成轴上固定盘部分出现断裂。因此在图3刮板输送机“模块化机头齿板”结构示意图和图4刮板输送机“模块化机尾槽板”结构示意图中,不仅对固定盘的厚度进行要求,而且图中特别标出的圆角R在不影响固定用螺栓的情况下,圆角R要做的尽量大,使得“模块化机头齿板”和“模块化机尾槽板”承受的应力能够通过固定盘均匀有效的传递到轴上,这样处理可以有效的防止生产过程中意外情况的发生引起应力集中造成固定盘断裂故障,保证了生产的安全有序进行。
图3 刮板输送机模块化机头齿轮示意图
图4 刮板说送机模块化机尾轮示意图
四、结束语
“模块化机头齿板”或“机尾槽板”固定螺栓孔的数量不可以选择过少或过多,因为过少了则容易使得每条固定螺栓的受力过大,造成螺栓被切断的现象发生,而过多时则模块化机头齿板或机尾槽板上的固定螺栓孔之间间距过小,从而受力变小,造成两个固定螺栓孔之间间距被拉豁。由于模块化的机头、机尾轮在生产过程中是由螺栓组进行联接固定的,而在刮板输送机运转过程中承受的拉力大部分都是通过螺栓组进行传递的,因此在传递力的过程中造成固定盘上螺栓孔发生磨损现象,当螺栓孔发生破损时就需要对轴上固定盘进行更换,在使用过程中固定盘螺栓孔的磨损周期约为2年。
由于此种方案对刮板输送机的机头、机尾轮进行改造,不仅可以节约大量材料费用、而且大幅度减少了检修所用的工时和员工的劳动强度,可以取得良好的社会效益及经济效益。