山枣(核)壳为原料制造汽油回收活性炭的研究
2014-05-29贺德留马永涛
贺德留,马永涛
山枣(核)壳为原料制造汽油回收活性炭的研究
贺德留,马永涛
(河南省林业科学研究院,郑州 450008)
利用果(核)壳磷酸法制造汽油回收用活性炭的研究,目前还未见报道。选择河南资源比较多的山枣(核)壳为原料,以磷酸为活化剂,进行汽油回收活性炭的制造探索。着重就相关制造工艺参数进行研究,为这类林业副产物的高附加值利用提供参考。
山枣(核)壳;活性炭;汽油回收
目前国内利用果(核)壳制造活性炭,大都采用物理法,产品的性能和用途都受到限制。采用磷酸法制造颗粒活性炭,国外研究的较多,国内研究的较少。而对于利用磷酸法制造诸如汽油回收的颗粒活性炭,研究者就更少。化学法制造的颗粒活性炭一般强度不如物理法。但是物理法的颗粒活性炭对有机溶剂的吸附性能却远远低于化学法的颗粒活性炭。对于控制汽油散发的颗粒活性炭,一般强度要求不那么严格,而这类活性炭一般采用木屑磷酸法制造,且工艺复杂,产品价格昂贵。
果(核)壳不同于木材,密度大,质地比较坚硬。对于酸的吸收能力,果(核)壳粒远远低于木屑,因此,要制造具有2~5 nm优势孔隙的活性炭比较困难,而这一范围的孔隙才能有效的增加丁烷工作容量。
为了与生产相靠近,本研究根据磷酸法活化的原理,采用炭活化阶段分开进行。炭化采用热风吹拂炭化,然后在立式管式实验炉中活化,最后的样品处理均采用自来水。
1 材料与方法
1.1 原料、试剂及仪器、设备
本实验所采用的原料:山枣(核)壳来自太行山区。将原料粉碎,筛选出8~20目样品,使用自来水浸泡12 h,然后过滤出水,室温风干,待用。
试剂:正丁烷99.9%,磷酸(分析纯85%)。
仪器和设备:电子天平,鼓风干燥箱,粉碎机,调温热风机,立式管式气氛炉(LZSK-10-12)真空泵 比表面积测定仪(ST-2000)
1.2 试验方法
取粒度8~20目颗粒料,磷酸为活化剂。通过热磷酸溶液浸泡、热风吹拂炭化、管式炉活化、自来水洗涤、干燥制备颗粒活性炭样品。每样品取颗粒木质料若干克(绝干200 g),用不同浓度热磷酸浸渍,过滤出多余的酸,使用热风机吹拂炭化,移至管式炉活化(到达终了温度后,持续保温1.5 h),取出进行后处理,最后测试样品的表观密度,测试丁烷吸附性能。
1.3 分析方法
丁烷工作容量测试依据美国标准ASTM D5228-1993测定,样品的表观密度依据GB/T12496.1测定。
2 结果与讨论
原料含水率、酸浓度、活化温度、活化压力对丁烷吸附性能的影响见表1、表2、表3、表4。

表1 原料含水率对活性炭比表面积及丁烷吸附性能的影响

表2 磷酸浓度对活性炭比表面积及丁烷吸附性能的影响

表3 活化温度对活性炭比表面积及丁烷吸附性能的影响

表4 活化环境压力对活性炭比表面积及丁烷吸附性能的影响
2.1 含水率对活性炭丁烷吸附特性的影响
木质原料含水率对活性炭的制造影响很大【1】,传统观点认为,木质原料的含水率高影响活化剂的吸收,而实质是含水率还影响原料中纤维素的结晶度,而木质内部纤维素的结晶度,影响活性炭的孔径分布【2】。对于硬质果(核)壳而言,34.79%的含水率基本上是饱和含水率,这个时候的硬质果(核)壳粒中的纤维素的结晶度最小。而决定中孔分布的正是植物组织内部的纤维素,结晶度低的纤维素和木质素、半纤维素一起贡献出微孔。所以可以理解尽管比表面积比较大,但由于合适的中孔少,对正丁烷的吸附能力最小。随着含水率的降低,纤维素的结晶度增加,中孔数量增加,因此,比表面积和丁烷工作容量也达到最大。
木屑为原料磷酸法制造丁烷炭,一般采用高浓度磷酸和含水率较高的木屑(40%~45%)【3】,主要是为了降低纤维素的结晶度,从而减少大于5 nm的大孔含量。而果壳由于其成分和木材差别很大,和木材相比,坚果壳类木质素含量高而纤维素含量低,密度大,酸难侵入,因此需要采用较低的含水率,以便侵入更多的高浓度酸。
2.2 酸浓度对活性炭丁烷吸附特性的影响
如图1所示,活性炭比表面积随着磷酸浓度增加而增加,这主要是由于酸浓度越高,进入木质颗粒内部的酸越多。而表观密度随着孔隙的发达而降低。含水率12%的山枣(核)壳木质颗粒,被3种不同浓度的酸充分浸透后的酸木比分别是:
0.68∶1,0.51∶1,0.37∶1。

图1 磷酸浓度对颗粒活性炭比表面积和表观密度的影响

图2 磷酸浓度对颗粒活性炭丁烷工作容量的影响
从图2可以看出颗粒活性炭的丁烷工作容量受酸浓度影响非常大,几乎以直线关系增加。按照现在汽车炭罐的要求,丁烷工作容量要大于11.0 g/100ml。因此满足质量要求的的酸浓度必须大于76.5%。考虑到生产过程循环磷酸中的杂质问题,生产中的酸浓度最好保持在80%以上。
2.3 活化温度对活性炭丁烷吸附特性的影响
与酸浓度对丁烷工作容量的影响相比,活化温度的影响就小得多。从图3可以看出:随着活化温度的升高,活性炭的比表面积在450℃达到最大值,然后慢慢下降。而炭的丁烷活性在450℃也达到最大值(见表1),但由于丁烷工作容量和炭的表观密度也有关系,这就导致了炭的丁烷工作容量并没有在450℃出现最大值,反而是随着活化温度的升高而缓慢下降。
因此,磷酸法坚果(核)壳制造汽油吸附用活性炭的合理的活化温度应该在420℃~450℃之间。
2.4 活化气氛压力对活性炭丁烷吸附特性的影响
活化环境气氛压力对活性炭的吸附性能有一定的影响。主要解释是压力影响着炭质颗粒内部挥发分的移出,而负压更有利于挥发分的移出【4-5】,因此本试验尝试了负压对丁烷吸附性能的影响。从图4可以看出:对于坚果(核)壳的磷酸法活化,只有在很低的负压下,才对丁烷工作容量的提高有正面的影响。而随着负压的增加,尽管挥发分移出的更多,但这只是导致了微孔的增加,从而仅增加了比表面积,但负压下孔的收缩,减少了1.8~5 nm孔的分布,从而导致丁烷工作容量的减少。进一步的负压,只会导致更多孔的收缩,从而也影响了活性炭的比表面积。因此对于坚果(核)壳的磷酸法活化制造丁烷炭而言,较低的负压是比较适合的。
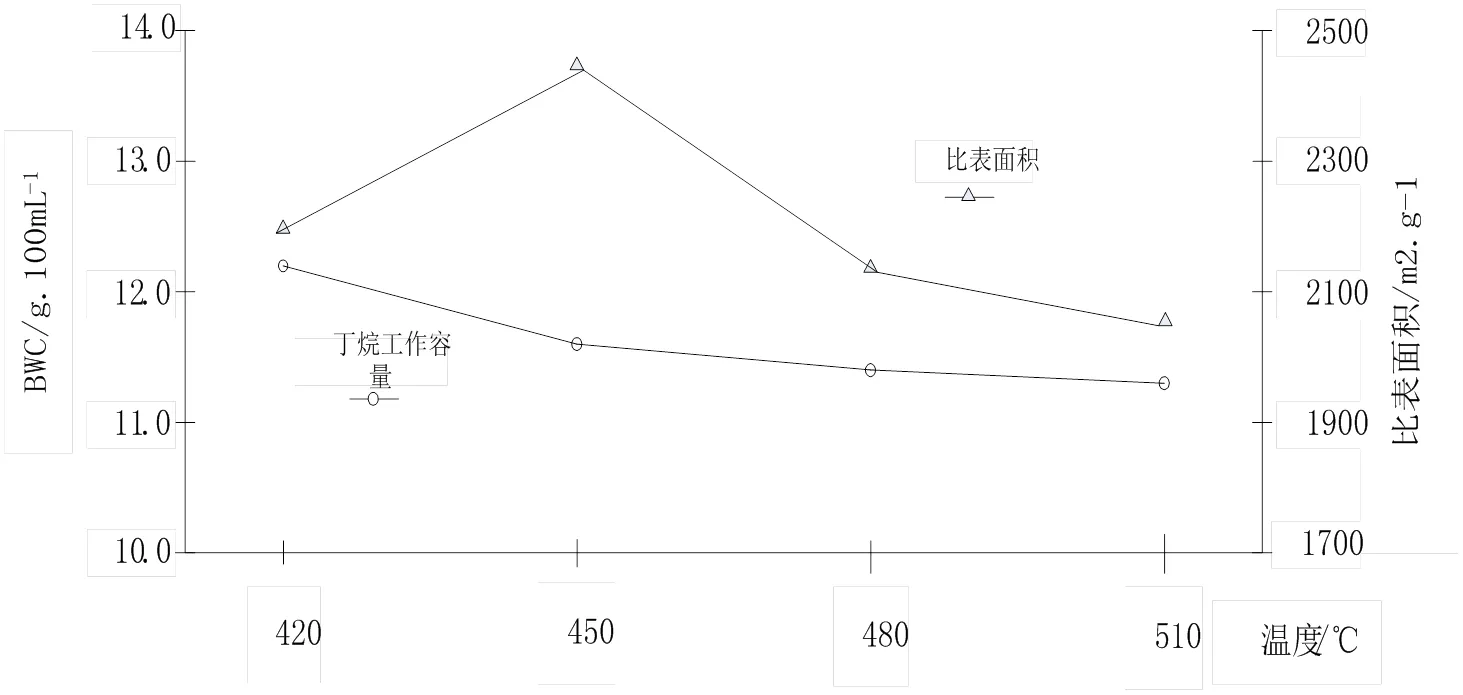
图3 活化温度对颗粒活性炭比表面积和丁烷工作容量的影响
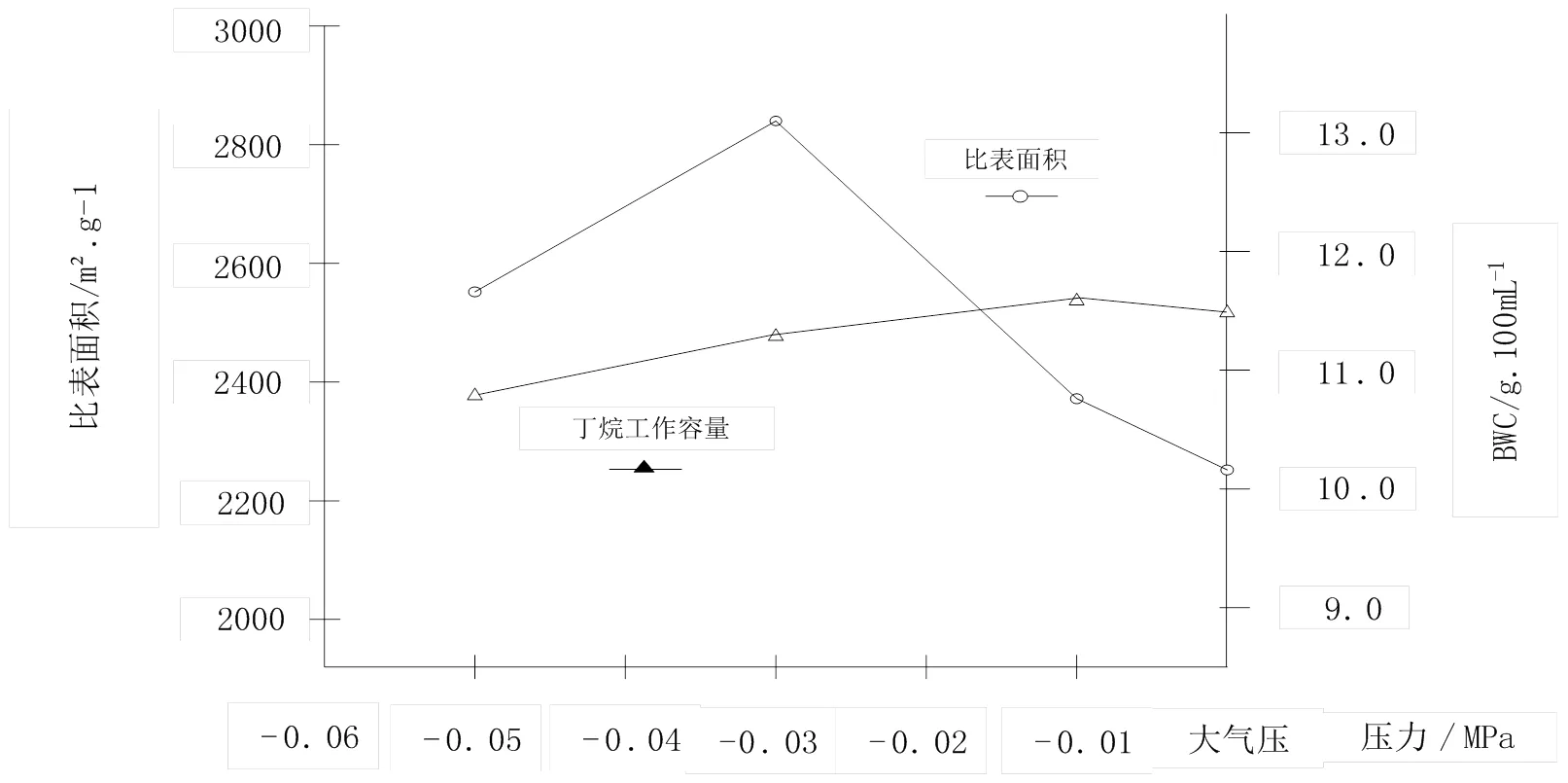
图4 活化环境压力对颗粒活性炭比表面积和BWC的影响
3 结论
通过对各种影响因素对山枣(核)壳磷酸法活化的影响研究。我们得出结论:可以通过磷酸法的活化,使山枣(核)壳转化为合格的汽油回收用的丁烷炭;与木屑磷酸法制造丁烷炭的工艺条件不同,较低的含水率的山枣(核)壳更适合制造丁烷炭;活化温度处于420℃~450℃之间比较合适;适当的负压更有利于炭的丁烷工作容量的提高。
[1]贺德留,钱世江,金钰,等. 木屑含水率对磷酸法木质活性炭吸附能力的影响[J]. 河南林业科技,2012,32(4):13-14.
[2] Marit Jagtoyen et. Activated carbons from yellow poplar and white oak by H3PO4[J]. activation.Carbon Vol.36,No.7-8,pp.1085-1097,1988.
[3] Tolles; Edward D. et. High activity, high density activated carbon[J].US Patent 5,204,310.
[4] S. Ismadji , Y. Sudaryanto,et. Activated carbon from char obtained from vacuum pyrolysis of teak sawdust: pore structure development and characterization[J] .《Bioresource Technology 》96 (2005) 1364-1369.
[5]杨娟,丘克强,武菲,等. 真空化学活化法制备活性炭[J]. 过程工程学报,2009,9(3):586-591.
Research on the Preparation of Activated Carbon from Ziziphus MontanaShell for Gasoline Recovery
HE De-liu, MA Yong-tao.
(HenanAcadermy of Forestry, Zhengzhou 450008,China)
The optimal condition of preparation of activated carbon from Ziziphus montana shell by using the phosphoric acid activation method were studied in the paper. The effects of various factors in the preparation process have been investigated.
Ziziphus montana shell ; activated carbon ; gasoline recovery
S 789.9
A
1003-2630(2014)03-0001-04
2014-09-02
(责任编辑:王文彬)
