便携式氮气冲洗装置控制系统设计
2014-05-25姜恒陈先锋成群林曹雪峰孙晓凤邓竹君
姜恒 陈先锋 成群林 曹雪峰 孙晓凤 邓竹君
(上海航天精密机械研究所,上海 201600)
便携式氮气冲洗装置控制系统设计
姜恒 陈先锋 成群林 曹雪峰 孙晓凤 邓竹君
(上海航天精密机械研究所,上海 201600)
为了解决目前航天产品氮气冲洗工艺中存在的问题,设计了一种基于C8051F040单片机的便携式氮气冲洗装置控制系统。该系统利用触摸屏输入各项氮气冲洗工艺参数;通过Modbus通信协议将相关数据传送至单片机;最终通过单片机实现电磁阀的自动控制和过程数据的采集,完成氮气冲洗工艺。应用结果表明,该系统体积轻便、操作简单、测量数据准确、可靠性高,具有良好的推广价值。
氮气冲洗 自动控制 C8051F040 触摸屏 Modbus
0 引言
氮气冲洗是指某些特殊的圆柱形罐体类航天产品,在其组装完毕后,利用干燥性气体氮气冲刷罐体内部,置换原有的空气,从而使罐体内部的相对湿度达到设计要求,便于产品的运输与长期储存。传统的氮气冲洗装置多采用“气源+减压器+手动阀门+测量仪表”的模式设计。由于阀门的开闭和仪表的读数为人工操作,因此该方式存在操作复杂、效率低下、测量精度不符合要求以及安全性较差的缺陷。
为提升氮气冲洗工艺的自动化程度,本文利用C8051F040单片机和触摸屏设计了一套便携式氮气冲洗装置控制系统。该系统不但提升了氮气冲洗的测量精度、响应时间、工作效率,而且具有安全度高、体积小、质量轻、功耗低等特点。
1 总体方案设计
1.1 工作原理
便携式氮气冲洗装置的工作原理及气路系统示意图如图1所示。圆柱形罐体是需要进行氮气冲洗的产品,由罐体、前盖、后盖、充气活门、排气活门等组成。工作时,首先将减压阀压力调至工作压力30~80 kPa,打开气源。然后打开进气电磁阀和排气电磁阀,使干燥性气体氮气从充气活门进入,通过排气活门置换原有的潮湿空气,从而使罐体内部的相对湿度降低直至小于35%RH。筒内压力传感器负责测量罐体内部的压力。由于罐体前盖为复合材料研制,承压能力有限,因此氮气冲洗过程中罐体内部的压力应低于允许压力16 kPa。筒内湿度传感器测量罐体内部的相对湿度。此外,装置本身应能测量环境压力、环境温度和环境湿度。

图1 便携式氮气冲洗装置工作原理Fig.1 The working principle of portable nitrogen flushing device
氮气冲洗工艺过程包括3个步骤:管路冲洗、气密检查和空气置换。管路冲洗是指在正式工作前用氮气冲刷管路,此时打开气源和进气、排气电磁阀,利用氮气冲刷管路3 min后结束。气密检查用于验证气路系统和圆柱形罐体是否存在泄漏,此时打开气源和进气电磁阀,关闭排气电磁阀,向罐体内部充入氮气,当罐体内部压力达到14 kPa时停止,保压20 min后压力无下降即可。空气置换是关键工艺步骤,此时打开气源和进气、排气电磁阀,从而使氮气从充气活门进入罐体内部,原有的空气从排气活门排出,当相对湿度小于35%RH时结束。
1.2 主要技术指标
便携式氮气冲洗装置应能满足氮气冲洗工艺过程提出的测量、操作指标,如压力、湿度以及质量等。具体的技术指标如下。
①压力量程表压0~100 kPa,测量误差不大于0.5 kPa;
②温度量程-20~80℃,测量误差不大于1 K;
③相对湿度量程0~100%RH,测量误差不大于2%RH;
④装置应具有触摸屏,方便操作;
⑤装置应具有报警提示的功能;
⑥装置质量不超过20 kg。
1.3 控制系统设计
根据1.1节和1.2节的内容可知,便携式氮气冲洗装置控制系统应具备以下基本功能:自动测量环境压力、环境温度、环境湿度、筒内压力和筒内湿度;能够驱动电磁阀进行进气和排气,并能够驱动报警蜂鸣器进行压力超限报警;能够接收触摸屏的操作指令自动完成氮气冲洗工艺过程,并能够在触摸屏显示当前测量值。便携式氮气冲洗装置控制系统原理图如图2所示。
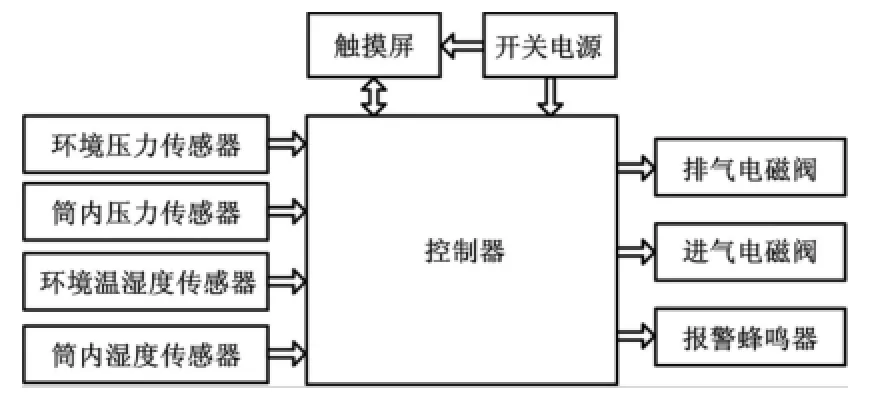
图2 控制系统原理图Fig.2 Principle of the control system
便携式氮气冲洗装置控制系统由传感器、电磁阀、报警蜂鸣器、控制器、触摸屏和开关电源等组成。控制器是核心部件,负责实现氮气冲洗工艺过程和完成与触摸屏的数据交换。此类系统控制器设计主要采用PLC或单片机实现。由于PLC相对单片机体积较大,而便携式氮气冲洗装置对体积和质量有严格要求,因此便携式氮气冲洗装置控制系统采用单片机实现。触摸屏负责显示当前测量值和启动工艺过程。开关电源用于向控制系统提供所需的直流电源。
2 控制器硬件设计
由1.3节的内容可知,控制器是整个便携式氮气冲洗装置控制系统的核心,其主要任务是对传感器输出的模拟信号进行A/D转换、驱动电磁阀进行动作以及完成与触摸屏之间的数据通信。控制器硬件以单片机为核心进行设计,主要包括单片机最小系统电路、模拟信号调理电路、开关量信号驱动电路、通信接口电路以及电源电路等。
2.1 单片机选型
在本系统中,共有5个过程参数需要测量:环境压力、环境温度、环境湿度、筒内压力、筒内湿度。需要开关量控制的元件共有3个,分别为进气电磁阀、排气电磁阀以及报警蜂鸣器。此外,系统还应具有同触摸屏进行RS-232串行通信的能力。因此,要求控制器单片机集成有A/D转换器、I/O接口以及串行接口等。考虑系统扩展能力的需求,A/D转换器的模拟通道不少于8个,I/O接口的数量不少于16个。综上所述,控制器所用单片机选择美国Silicon Laboratories公司的C8051F040单片机。
C8051F040单片机是Silicon Laboratories公司推出的高功能型混合信号MCU。其内部集成有12位、100 kS/S的ADC,带有PGA和8通道模拟多路选择开关;64个数字I/O接口,耐5 V设计;2个UART串行接口,并具有SPI、SMBus、I2C和CAN2.0通信能力,可以方便地同外部设备进行通信[1-5]。该型号单片机完全符合本系统的需求。
2.2 模拟信号调理电路设计
模拟信号调理电路电路如图3所示。
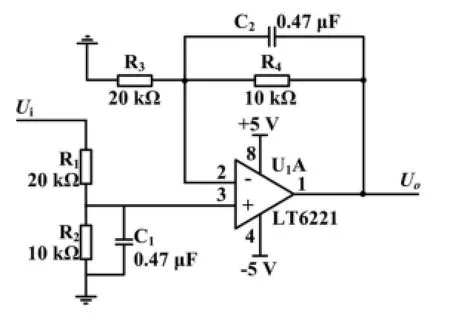
图3 模拟信号调理电路Fig.3 Conditioning circuit of analog signal
模拟信号调理电路的作用主要包括两方面。首先是限幅作用,由于本系统所用传感器输出信号幅值为0~5 V,单片机A/D引脚的允许输入电压为0~2.5 V,因此必须通过限幅电路削减输入信号的幅值。其次是滤波作用,通过阻容电路对输入信号进行滤波。模拟信号调理电路设计以集成运算放大器LT6221为主,通过在放大器外围搭配不同阻值的电阻实现限幅。
在图3所示的电路中,Ui是输入电压信号,Uo是输出电压信号,电容C1和C2起滤波作用,电阻R1、R2、R3和R4起限幅作用。Ui与Uo之间的关系由式(1)给出。由式(1)可知,Uo是Ui的1/2,信号调理电路符合要求。

2.3 开关量信号驱动电路设计
由于本系统所使用的电磁阀及报警蜂鸣器均为24 V驱动,而单片机I/O引脚的输出电压为3.3 V,因此不能用I/O引脚直接驱动电磁阀及报警蜂鸣器,需设计信号驱动电路。开关量信号驱动电路如图4所示。

图4 开关量信号驱动电路Fig.4 Driving circuit of discrete signal
在图4所示的电路中,L1为所控制的电磁阀或报警蜂鸣器线圈,其工作电压为24 V。L1的通断电由继电器K2控制、K2选择欧姆龙高灵敏度小型继电器G5V-1。K2线圈的通断电由光电耦合器U1控制。P4.1为单片机的I/O引脚。当P4.1输出为逻辑“0”时,U1导通,K2触点闭合,L1通电;当P4.1输出为逻辑“1”时,则L1断电。该设计主要由单片机输出引脚的默认极性为逻辑“1”决定。
2.4 通信接口芯片选型
根据1.3节的内容,氮气冲洗装置的操作主要依靠操作人员点击触摸屏进行。考虑体积、安装方式以及及成本需求,触摸屏选择步科公司的MT4414T。该触摸屏具有尺寸小、性能稳定、界面元件丰富以及性价比高等特点,适合于氮气冲洗装置的应用。MT4414T与控制器之间通过RS-232串口进行通信,通信协议支持Modbus RTU协议。通信接口芯片选择AD公司的隔离型串行接口芯片ADM3251E。试验表明,该芯片性能优良,通信质量可靠。
3 控制软件设计
软件设计是控制系统设计的重要内容,工艺过程的实现和控制器的驱动主要依靠控制软件。控制软件主要由触摸屏软件和C8051F040程序组成。
3.1 触摸屏软件设计
触摸屏软件设计主要是指触摸屏界面设计和宏文件编制。其中,宏文件主要实现各个按钮之间的互锁,以防止误操作,增强可靠性。触摸屏界面包括启动界面和氮气冲洗主界面。进行氮气冲洗主界面设计,首先应决定数据显示框以及按钮的数量和地址。本系统中,总计有数据显示框6个,分别为环境温度、环境湿度、筒内湿度、环境压力、筒内压力以及工作时间;按钮总计有3个,分别为“空气置换”、“管路冲洗”和“气密检查”。MT4414T触摸屏为数据显示框分配“LW”型地址,为按钮分配“LB”型地址。单片机可通过Modbus协议读写LW和LB地址,进而刷新数据显示框显示值和决定进行哪一种工艺过程。
3.2 C8051F040程序设计
C8051F040程序分3个阶段循环执行,即输入采样、工艺执行和输出刷新。系统上电时,首先执行初始化程序,包括系统时钟初始化、I/O端口初始化、串行接口0初始化、ADC0初始化以及定时器初始化等。初始化执行完毕后,进行输入采样,即采集ADC0各模拟通道的输入值和读取触摸屏各LB和LW地址值。输入采样结束后,转入工艺执行阶段,首先判断筒内压力是否大于16 kPa。若大于16 kPa,则关闭进气阀,打开排气阀并接通报警蜂鸣器;若筒内压力低于16 kPa,则根据触摸屏LB地址判断哪一个按钮被按下,进而执行不同的工艺步骤。工艺执行完毕后,进行输出刷新,向触摸屏LW地址写入相应的采样值。输出刷新完成后,程序继续循环执行,直至系统断电。C8051F040程序流程图如图5所示。

图5 单片机程序流程图Fig.5 Flowchart of program in single chip computer
氮气冲洗所需进行的3个工艺步骤中,空气置换是核心步骤。进行氮气冲洗,首先判断筒内湿度是否大于35%RH。若大于35%RH,打开进气和排气电磁阀置换空气;若低于35%RH,则关闭进气和排气电磁阀,同时启动定时器进行延时10 s。定时结束后,若湿度大于35%RH,则继续打开进气和排气电磁阀置换空气,否则,将触摸屏“空气置换”按钮置“1”,结束空气置换步骤。
3.3 Modbus通信协议的实现
控制软件设计的难点是C8051F040与触摸屏MT4414T之间通信的实现。MT4414T支持Modbus RTU协议,该协议由Modicon公司开发,支持传统的RS-232、RS-422、RS-485和以太网设备。在本系统中,单片机作为主站,触摸屏作为从站,主站向从站发送读写LB或LW地址的指令,从站接收到指令后根据指令执行情况向主站发送应答指令。Modbus通信指令的基本格式如表1所示。
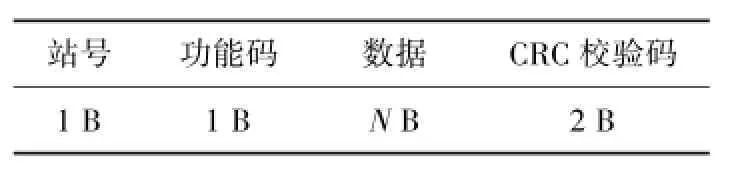
表1 Modbus基本指令格式Tab.1 Basic instruction format of Modbus
站号根据触摸屏的设置而定,一般为01。功能码根据所进行的操作而定,本系统主要执行读线圈(01)、读保持寄存器(03)、写单线圈(05)、写多保持寄存器(16)这4种功能。数据的的长度与内容根据所选功能码而定,主要包括起始地址、强制值和读取个数等。例如对于读线圈功能,数据包括起始地址2字节和读取个数2字节;对于写单线圈功能,数据包括线圈地址2字节和强制值2字节。CRC校验码根据标准16位校验码算法生成。编写程序时,可将4种功能设计成子函数。在进行触摸屏数据读写时,根据程序需求调用不同的子函数。
4 结束语
针对氮气冲洗的工艺需求,研究和设计了基于C8051F040[6-8]、触摸屏和Modbus通信协议的便携式氮气冲洗装置控制系统,并制作了原理样机进行试验验证。应用结果表明,该系统提升了氮气冲洗的自动化程度、测量精度以及操作安全性,可应用于航空航天、武器装备以及民用领域内各类产品的氮气冲洗,具有一定的推广价值。
[1] 王海,张为公,王桂林.基于C8051F和无线传输的汽车列车轮速采集系统设计[J].测控技术,2008,27(11):25-27.
[2] 张弘,于盛林.基于C8051F040的CAN总线数据采集模块设计[J].测控技术,2007,26(6):62-64.
[3] 高爱玲,王宏刚,毕友明.基于C8051F040的智能公交车载设备系统的设计[J].测控技术,2010,29(3):41-44.
[4] 安永如,黎海文,吴一辉,等.基于C8051F060的微型生化分析仪高速数据采集系统[J].光电子技术,2007,27(3):166-173.
[5] 潘琢金.C8051F040/1/2/3/4/5/6/7混合信号ISP FLASH微控制器数据手册[M].深圳:新华龙电子有限公司,2004.
[6] 张培仁,孙力.基于C语言C8051F系列微控制器原理与应用[M].北京:清华大学出版社,2007.
[7] 万光毅,孙九安,蔡建平.等.Soc单片机实验、实践与应用设计-基于C8051F系列[M].北京:北京航空航天大学出版社,2006.
[8] 童长飞.C8051F系列单片机开发与C语言编程[M].北京:北京航空航天大学出版社,2005.
Design of the Control System for Portable Nitrogen Flushing Device
To solve the problems existing in nitrogen flushing process of current aerospace products,the control system for portable nitrogen flushing device based on C8051F040 signal chip computer is designed.With this system,the parameters of the flushing process are input through the touch screen;relevant data are transferred to single chip computer via Modbus communication protocol;then the automatic control of solenoids,and process data acquisition are implemented by the single chip computer to complete the nitrogen flushing process.The result of application indicates that the system features lightweight,ease operation,precision data measured,and high reliability,it possesses excellent promoting value.
Nitrogen flushing Automatic control C8051F040 Touch screen Modbus
TP271
A
修改稿收到日期:2014-02-15。
姜恒(1987-),男,2012年毕业于西北工业大学机械电子工程专业,获硕士学位,助理工程师;主要从事机电一体化控制、智能检测的研究。
