化工行业智能监测系统的研究
2014-05-25薛凌燕贾保先
薛凌燕 贾保先
(聊城大学计算机学院,山东 聊城 252059)
化工行业智能监测系统的研究
薛凌燕 贾保先
(聊城大学计算机学院,山东 聊城 252059)
针对化工企业发酵罐补料需人工估测、效率低的问题,采用嵌入式技术建立控制系统对补料实现自动操作。考虑化工生产中安全的重要性,对各项生产参数的监测不及时、不能实时报警的问题,建立基于工业以太网的监测系统进行参数的实时监测。利用物联网技术提升了企业的自动化管理水平,从而整个化工企业成为集安全生产监测预警于一体的综合网络管理系统。该系统可有效提升企业生产的自动化控制水平和信息化管理水平,并将企业的安全预警水平提升到一个新的高度。
嵌入式 工业以太网 物联网 智能监测 化工行业 安全预警
0 引言
通过调研发现,目前在化工行业中,一些生产环节及管理模式还需要凭借操作人员和管理人员的经验和知识来进行。这种依靠经验的操作管理方式受到工作人员的能力、素质和专业知识等的影响,其优化控制性能也因人而异,并且差别很大[1]。同时,许多化工企业的安全预警机制薄弱,及时发现和消除安全隐患,关系到企业、国家的经济利益,乃至工人的人身安全,成为亟待解决的问题。
近年来,随着嵌入式技术、工业以太网及物联网等相关高新技术的飞速发展,化工行业中的这些依靠人力的非自动化模式,转变为智能的、高效的、自动化的、一体化的生产监测管理系统成为了可能。因此,本文针对化工行业中亟需改进的一些问题进行了研究。
1 企业面临的问题
1.1 发酵罐补料问题
在化肥的生产过程中,发酵罐是进行化学反应的主要设备。发酵是一个典型的多变量、强耦合、非线性的流加工工业过程,其中操作变量包括发酵温度、通风量、pH值、补料量、搅拌速度等。一直以来对于发酵生产过程中起重要作用的补料量的控制也多是靠操作人员的知识和经验人工进行[2]。因此,建立发酵过程中补料的预估模型,实现发酵中分批补料的自动控制,能大大节省人力,提高生产的效率。
1.2 生产参数检测问题
化工企业中,各种化工产品像二氯甲烷、四氯乙烯、氯碱等的生产过程中,安全是至关重要的。因此,对于氯气等有毒气体的泄漏都会有自动监测及报警。而对生产过程中的各个反应釜的温度、压力等指标一般就需要手动操控。工作人员不时地进行检测,当发现某个反应釜的温度或压力出现异常时,通过手动调节冷却水阀门或压力阀门来实现对反应釜温度或压力的调整,从而保证反应釜内的化学反应能正常进行[3]。因此,实现各项参数的自动检测和调整变得尤为重要。
1.3 企业自动化管理问题
化工企业大都车间多,部门多,为了进一步提高企业的综合管理水平和核心竞争力,实现以信息化带动工业化,保障安全生产,必须要对企业进行综合自动化改造,建立安全生产监测预警一体化系统,从而实现生产控制的信息化、自动化、网络化和集成化,建成一个易于扩充、升级和管理使用的远程网络综合管理平台。
针对化工企业目前存在的以上几个方面的问题,这里给出相关的解决方案。
2 解决方案
2.1 嵌入式技术的应用
嵌入式控制系统的结构图如图1所示[4]。
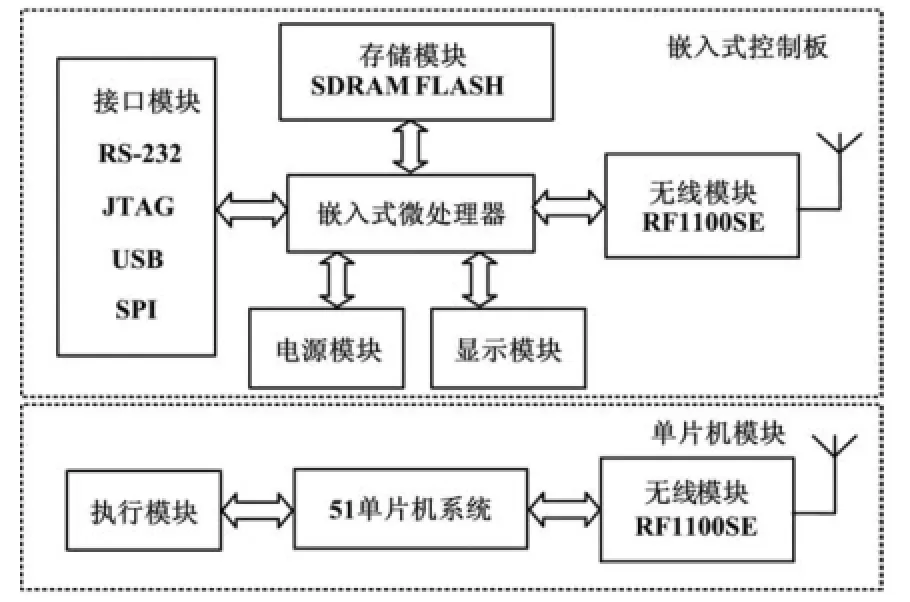
图1 嵌入式系统结构图Fig.1 Structure of the embedded system
对于化肥发酵罐的补料问题,需要利用人工智能技术对发酵过程中测量的各种参数进行分析,建立发酵中补料的预估动态模型。然后利用嵌入式技术建立一个嵌入式控制系统。该系统核心选用一块嵌入式控制板,其核心嵌入式微处理器可选用应用广泛的ARM系列。另外,控制板上带有SDRAM、Flash存储模块、RS-232、JTAG、USB、SPI接口模块、电源模块,也可带有LCD显示模块。嵌入式微处理器通过对预估动态模型中数据的处理,需要将补料量、补料时间等数据实时发送给执行模块,由执行模块完成补料的定时,并且驱动补料泵工作来自动完成操作。
对于执行模块,由51单片机系统即可实现。而对于数据的发送,即嵌入式模块与执行模块之间信息的传送,可采用无线通信模块,如RF1100SE来实现。微功率无线数传模块RF1100SE,采用Chipcon公司的高性能CC1100无线通信芯片。CC1100最大传输速率达500 kbit/s,可实现极低功率的无线收发,并可软件修改波特率;开阔的传输距离,达到300 m;具有无线唤醒等功能,灵敏度达到-110 dBm,可靠性高;同时省去了布线的麻烦。
2.2 工业以太网的应用
利用分布式工业以太网能够实现化工企业的综合自动化控制[5]。在车间内,采用工业以太网作为自动化控制的平台,只需要完成通信控制网络的布线,即可将整个车间内的设备都纳入到这个自动化控制网络平台中[6];对生产过程中的各项参数都能实现自动检测和调整,不仅组网成本低,而且还有利于系统的后期维护[7]。
某车间的以太网监测系统架构如图2所示。系统分为五个层次,分别为传感器层、数据采集层、网络层、驱动设备层和执行设备层。
首先选用合适的传感器对温度、压力等进行实时监测,一般传感器将采集到的信号转化为电流或电压信号传输到数据采集层。数据采集模块对这些信号执行隔离等处理后,通过工业以太网进行网络传输。连接在网络上的PC终端通过组态软件实现对各个参数的实时显示,提供人机交互界面,并且可以实现数据的监测、查询、存储、生成报表等管理功能。
当采集到的数据出现异常时,PC终端将对驱动设备层发出控制命令,由驱动设备层驱动执行设备,实现报警或相应的降压、冷却等操作。直到监测参数回到正常数据范围内,PC终端停止命令,继续监测。

图2 监测系统架构图Fig.2 Architecture of the monitoring system
在整个化工企业,采用工业以太网进行自动化改造,建立一个集安全生产监测预警一体化的综合网络管理系统。系统将能实现信号采集和报警、各个监控点的实时数据监测及传输、数据资料的存储与检索、人机交互、远程管理、系统扩充等功能。整个系统采用模块化的设计思路,以各个车间作为监测模块联网到主控中心集中管理,这样整个化工企业形成一个基于工业以太网的智能监测系统,这个系统还可以根据企业项目的改动和规模的调整进行相应的扩充和升级,使系统不断更新。
2.3 物联网技术的应用
物联网技术在企业安全生产在线监测和预警方面也能发挥重要的作用。物联网是通过射频识别(RFID)装置、红外传感器、全球定位系统、激光扫描器等信息传感设备,按约定的协议,把任何物品与互联网相连接,进行信息交换和通信,以实现智能化识别、定位、跟踪、监控和管理的一种网络[8-9]。
在化工企业中,针对其重大的危险源、典型工艺的关键装置和生产的实际运行状态等,运用无线传感器或射频识别等技术进行实时监控检测。结合视频显示技术,对异常情况进行实时报警,并对温度、液位及泄漏气体浓度设置多级阈值,实现参数超限报警和分级报警功能,以及不同级别的装置安全报警[10]。当监测值达到报警阈值时,设备就会自动发出声、光或短信报警及控制信号,同时自动触发该报警点或区域内的对应视频。对报警点或区域视频进行自动录制和报警提示,实现参数报警和视频报警联动,以便监控中心人员及时了解现场情况,对后果及时进行评估,从而迅速作出应急预案,将损失降到最低。
同时,在基于工业以太网的智能检测系统的基础上,结合物联网监测,将会大大提高企业的安全预警机制,这对化工行业是至关重要的。
3 结束语
结合化工企业存在的自动化程度较低以及安全预警机制薄弱的问题,详细探讨了利用嵌入式技术、分布式工业以太网以及物联网技术在化工领域进行综合自动化改造,建立智能的、高效的、一体化的集安全生产监测预警功能于一体的综合网络管理系统。文中给出了系统的架构和技术实现方案。系统的实施可有效提升化工企业生产的自动化控制水平和信息化管理水平,将企业的安全预警水平提升到一个新的高度,因此该系统在化工领域值得广泛推广和应用。
[1] 熊聪聪,王美艳,徐庆阳.谷氨酸发酵中分批补料的嵌入式控制系统[J].自动化与仪表,2012(1):39-43.
[2] 陈坚,堵国成,李寅.发酵工程实验技术[M].北京:化学工业出版社,2003.
[3] 卢倩,王福元,崔治.工业以太网在化工厂综合自动化系统中的应用[J].自动化仪表,2013,34(10):20-22.
[4] 代建美,耿华芳,刘作学.基于嵌入式Linux的SPI设备驱动设计[J].测控技术,2009,28:31-35.
[5] Stenerson J.工业自动化及过程控制[M].王枞,张彬,郭燕慧,译.北京:科学出版社,2006.
[6] 游雪峰,文玉梅,李平.以太网分布式数据采集同步和实时传输研究[J].仪器仪表学报,2006,27(4):384-388.
[7] 李鹏,包政礼,桂同.环形冗余工业以太网技术在矿井中的应用[J].煤炭科学技术,2006,34(7):66-68.
[8] 刘秀菊.基于嵌入式系统物联网的智能检测系统设计[J].计算机测量与控制,2012,20(9):2375-2377.
[9] 张峰,张晓鹏,吴高成.基于物联网的机场集成行李处理系统及其应用研究[J].计算机应用研究,2010(10):3771-3774.
[10] 王三明.基于物联网的企业安全生产监测预警一体化研发[J].石油化工安全环保技术,2012,28(3):30-34.
Research on the Intelligent Monitoring System for Chemical Industry
To solve the problems of low efficiency and manual estimation being requested for fermentation tank feeding in chemical enterprises, the automated operation of control system for feeding is established by adopting embedded technology.Considering the importance of safety in chemical production,to avoid non-timely monitoring of the production parameters and alarming not in real time,the monitoring system based on industrial Ethernet is built to detect the parameters in real time.The automation management level of the enterprise is enhanced by adopting Internet of things.Thus,the overall chemical enterprise becomes an integrated network management system that consists of safety production, monitoring and warning.The system effectively enhances the automation control level and information management level,as well as enhances the safety warning level into a new stage.
Embedded Industrial Ethernet Internet of things Intelligent monitoring Chemical industry Safety warning
TP273+.5
A
山东省高等学校科技计划基金资助项目(编号:J12LN39)。
修改稿收到日期:2014-05-13。
薛凌燕(1982-),女,2007年毕业于山东大学控制科学与工程学院,获硕士学位,讲师;主要从事嵌入式系统、工业以太网和物联网的研究。
