连杆精铣大小头两端面夹具设计
2014-05-20江西省机电职业技术学院福建省晋江市佶龙机械工业有限公司姜文斌帅丽华
.江西省机电职业技术学院; . 福建省晋江市佶龙机械工业有限公司 黄 跃 姜文斌 帅丽华
连杆精铣大小头两端面夹具设计
1.江西省机电职业技术学院; 2. 福建省晋江市佶龙机械工业有限公司 黄 跃1姜文斌2帅丽华2
该文通过对连杆使用性能及结构工艺性的分析,针对连杆加工尺寸精度、位置精度及重量误差要求高的特点,从理论上减小基准不重合误差,从加工中减小安装误差、加工变形误差,设计了工装,并取得了很好的效果。
连杆 夹具 定位 基准 夹紧力
连杆是内燃机的主要传动构件之一。其作用是把活塞和曲轴联接起来,将作用在活塞上的燃气爆发压力传给曲轴,从而使得活塞的往复运动变为曲轴的旋转运动,以输出功率。连杆承受活塞销传来的气体作用力及其本身摆动和活塞组成往复运动的惯性力,这些力的大小和方向都是周期性变化的。因此,连杆受到的是压缩、拉伸和弯曲等交变载荷,这要求连杆在质量尽可能小的情况下,有足够的强度和刚度,还要有高的尺寸精度与形位精度。为了保证发动机运转均衡,同一发动机中各连杆的质量不能相差太大。因此,其加工工艺的可靠性、合理性、先进性将直接影响到零件的质量与生产成本、生产效率及使用寿命。我们经过分析连杆的零件图要求,针对晋江佶龙机械工业有限公司现有的资源设备状况,设计了加工连杆精铣大小头两端面的夹具,并投入使用,取得了较好的效果。
1 零件图分析
如图1所示,该夹具为铣削连杆孔两端面而设计。
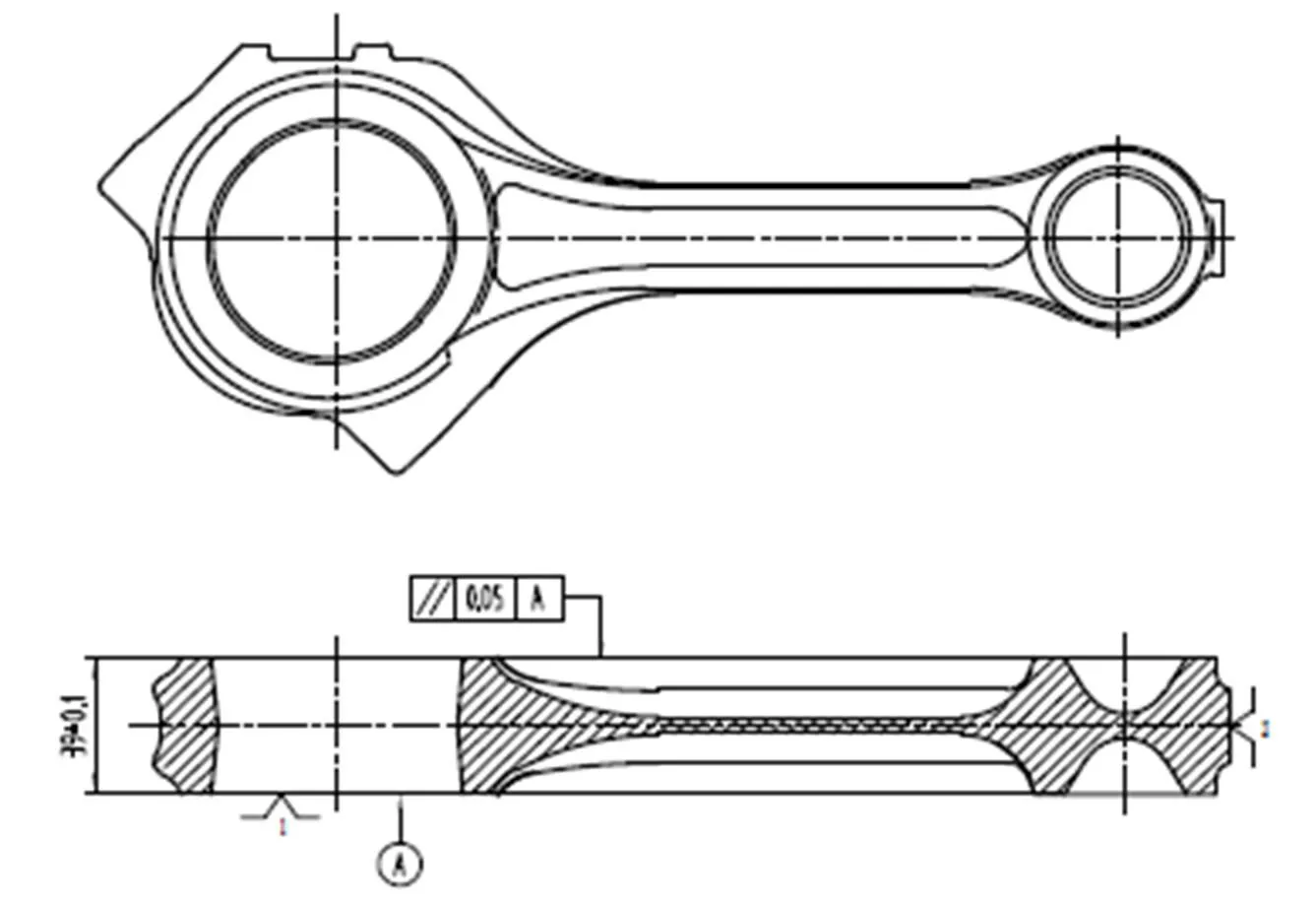
图1
连杆是一个刚性较差的工件,应充分注意夹紧力的大小、方向及着力点、位置的选择,以免因受夹紧力的作用而产生变形、降低加工精度。在设计本道工序夹具时,应使夹紧力主方向与端面平行。在夹紧力的方向上,大头端部与小头端部的刚性大,即使有一点变形也产生在平行于端面的方向上,对端面的平行度影响较小。夹紧力通过工件直接作用在定位元件上,可避免工件产生弯曲式扭曲变形。两平面具有平面度要求不大于0.05mm,两平面具有对称度要求,尺寸公差要求为±0.1mm。
2 定位方案确定
2.1 理论分析
一方面,为保证连杆两端面与两孔的垂直度要求,需限制绕X轴转动与绕Y轴转动自由度。另一方面,为保证连杆两端面对称度要求,需限制Z轴方向移动。
综合结果:需限制绕X轴转动、绕Y轴转动以及Z轴方向移动三个自由度。
2.2 定位方案的确定及定位元件的选用
(1)用定位块平面与连杆大小头端面接触限制绕X、Y轴的转动与Z轴方向的移动。
(2)用V型块与小头外缘面接触,限制X轴方向和Y轴方向的移动。
(3)用V型块与小头外缘面接触及大头孔定位芯轴限制绕Z轴的转动。
(4)本夹具采用V型块夹紧连杆体。
2.3 定位误差分析
精铣两端面时,定位基准与设计基准重合,所以不存在基准不重合误差,只有基准偏移误差。基准偏移误差就等于定位块的公差,故控制定位块公差小于0.05mm,即可满足加工需要。
2.4 对刀方案的设计说明
本夹具是为铣削两端面而设计的,在专用机床上铣削。铣削的深度由工作台和机床刀具共同保证,在加工中采用标准对刀块对刀。
2.5 夹紧方案及元件确定
本夹具需要有较好的自锁性,夹紧可靠,结构简单。为了减轻工人的操作强度,提高夹具的自动化程度和生产效率,采用气动夹紧机构夹紧。这个方案具有以下优点:
(1)与液压传动相比,气动传动反应快、动作迅速。
(2)便于集中控制、程序控制及过载保护。
(3)对环境的适应性强。在易燃、易爆、多尘、强磁、辐射、潮湿、震动及温度变化大的场合下也能可靠工作,比液压、电气控制优越。
(4)压缩空气的工作压力较低(一般为0.4~0.6MPa),对元件的材料和制造质量要求较低,便于集中供应和远距离输送。用后排入大气,不需要回收装置和管道。因此,较液压传动的成本低。
(5)介质清洁,泄漏不易造成污染。管道不易堵塞,亦无介质变质、补充、更换等问题。系统较简单,便于维修。
3 夹紧力的计算及气缸直径和其它夹紧元件尺寸的确定
3.1 切削力的计算
根据连杆的长度及放置位置,选用YT15端铣刀,齿数Z=4,直径d0=125mm,转速n=300r/min。

其中,CF=7900,ap=1.25mm,XF=1.0,fZ=0.2,yF=0.75,Z=4,e=90,uF=1.1mm,d0=125mm,qF=1.3,wF=0.2,KFC=1.04,计算得F=1041.5N。
水平分力:FH=1.1F=1145.6N;垂直分力:FV=0.3F= 312.45N,在计算切削力时,必须把安全系数考虑进去。
安全系数:K=K1K2K3K4
其中:K1为基本安全系数,取1.5;K2为加工性质安全系数,取1.1;K3为刀具钝化系数,取1.1;K4为断续切削系数取1.1;所以
F′=KFH=1.5×1.1×1.1×1.1×1145.6=2287.1N
水平力所产生的力矩:M=F′L=2287.1×0.25=571.8Nm
夹紧力 N1L1=F′L,其中L1=0.210×cos45°=0.1485m
所以,夹紧力N1= F′L/ L1=571.8/0.1485=3850.5N
因为要两件同时夹紧,所以实际夹紧力N′=2N=10890.8N。 气缸通过一杠杆机构把力传给加力机构,初定扩力比为1:2。
3.2 气缸的确定
当压缩空气单位压力P=0.5MPa时,查《夹具设计手册》(表1-5-29),选用直径为125mm的气缸,气缸推力为6130N,故气缸产生的实际夹紧力为N气=6130×2=12260N,此时N气已大于所需的的夹紧力,故本夹具可以可靠工作。
3.3 活塞杆的确定
活塞杆头部螺纹为M27×2(查表1-5-26)。
3.4 气缸壁厚的确定与验算
查《切削手册》(表1-5-33),选壁厚t=8mm,则
所以t > PD/(2[e])。
3.5 气缸进气口螺孔直径的确定
查表1-5-27,选M14×1.5。
3.6 连接螺栓直径确定
查表1-5-35,选M12。
4 连杆铣两端面过程
第60工序的工序卡片,如图2所示。
5 夹具总装草图(见图3)

图2

6 结论
本夹具采用连杆大头内孔、端面及小头外轮廓V型块定位,气动装夹,稳定可靠,快捷高效,适用于大批量生产。通过生产使用及反馈,加工质量稳定,一次交检合格率在99%以上,操作方便,高效快捷。现已推广到本公司系列组合铣床上使用。
[1] 范云涨.金属切削机床设计简明手册[M].北京:机械工业出版社,1993.
[2] 龚定安.机床夹具设计[M].西安:西安交通大学出版社,2001.
[3] 徐茂功.公差配合和技术测量[M].北京:机械工业出版社,2004.
[4] 张权民.机床夹具设计[M].北京:科学出版社,2006.
[5] 郑修本.机械制造工艺学[M].北京:机械工业出版社,2006.
[6] 黄雨田.刀具课程设计指导书[M].西安:陕西国防学院,2005.
[7] 任青剑.机械零件课程设计[M].西安:陕西科学技术出版社,2003.
[8] 孙家宁.金属切削原理与刀具[M].北京:机械工业出版社,2005.
[9] 《金属机械加工工艺人员手册》修订组.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,1982.
[10] 艾兴, 肖诗纲. 切削用量简明手册[M].北京:机械工业出版社, 1994.
[11] 公差材料[M]. 北京:机械工业出版社.
[12] 机械零件设计手册[M].北京:机械工业出版社.