蒲石河抽水蓄能电站导叶上部研磨原因分析与处理
2014-05-16陶迎新温占营梁睿光
陶迎新,温占营,梁睿光
(辽宁蒲石河抽水蓄能有限公司,辽宁 丹东 118216)
蒲石河抽水蓄能电站导叶上部研磨原因分析与处理
陶迎新,温占营,梁睿光
(辽宁蒲石河抽水蓄能有限公司,辽宁 丹东 118216)
辽宁蒲石河抽水蓄能电站2号机组导叶上部与顶盖抗磨板先后两次出现研磨,第一次采用导叶端部间隙按上下比例为2∶1进行调整;导叶止推压环间隙按0.05~0.10mm进行调整,第二次止推压板处再均匀增加两个抗磨块,其余部件尺寸不做修改,哈电对新的止推装置重新进行了有限元计算分析,在23t千斤顶的支顶力作用下,导叶向上的位移仅为0.107mm。
导叶;研磨;原因;处理
0 概述
辽宁蒲石河抽水蓄能电站位于辽宁省宽甸满族自治县境内,距丹东市约60km,为东北地区第一座大型纯抽水蓄能电站,总装机容量1200MW(4×300MW),2012年9月四台机组全部投产发电,在东北电网中担任调峰、填谷、调频和事故备用。
1 导叶上部第一次研磨及处理
2号机组调试期间,甩100%负荷后,开机进行其他实验时,发现球阀前后压差过大,无法正常开机。排掉机组段水后,进行导叶检查,发现除4号导叶外其他19个导叶与顶盖上抗磨板发生刮研。刮研部位为导叶进水边靠近外侧。且在刮研处附近发现每一个导叶迎水面及上抗磨板被沙粒等击打造成凸凹不平痕迹(见图1)。
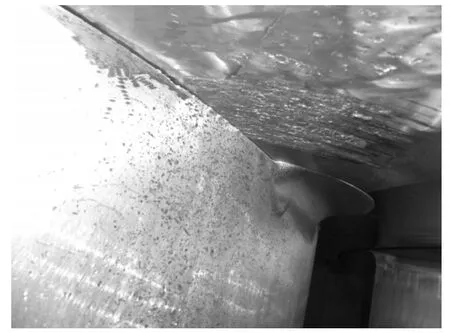
图1 被研磨的导叶上端面
根据哈尔滨电机厂建议,导叶端部间隙按上下比例为2∶1进行调整;导叶止推压环间隙按0.05~0.10mm进行调整,并要求拆卸拐臂,对止推环、止推压环进行实测后,按实测数据进行调整。考虑拆卸拐臂工期较长,用两个3.2t千斤顶顶起法检测止推环与止推压环之间的间隙。调整后测量导叶端面间隙(见表 1)。

表1 第一次研磨处理后导叶间隙 单位∶mm
2 导叶上部第二次研磨与检查
2号机组15天试运行后,机组段排水,打开蜗壳进人门对导叶端面间隙进行检查时发现导叶再次上浮,除5号导叶外,其他19个导叶上端部与顶盖上抗磨板发生不同程度的研磨。见图2。
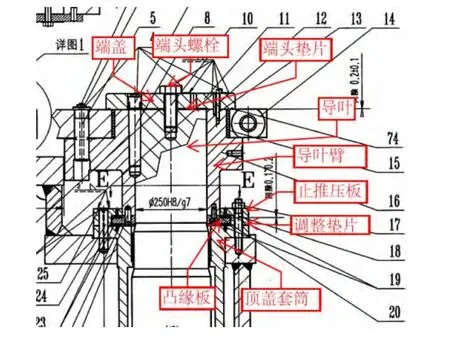
图2 导水机构上部装配放大图
检查过程∶
1)对导叶端面和立面间隙进行测量发现∶导叶立面间隙未发生变化,上端面进水边和出水边均出现不同程度的研磨现象,导叶下端面间隙由原来的0.15~0.20mm变大到0.40~0.55mm。
2)在导叶动作过程中控制环上抬0.15mm左右,考虑到从控制环到导叶之间有三道活接,因此上抬传递的可能性不大。
3)将抗磨块送到检测中心进行压力检测试验结果变形不大。
4)分别用两个 5t、10t、16t的千斤顶在止推环不加垫、加2.2mm垫和加2.4mm垫,所有螺栓全部按照设计要求力矩把和后分别测导叶上抬量,结果导叶上抬量比较大,最大上抬0.56mm。
3 第二次处理
根据哈尔滨电机厂通知单要求,止推压板处再均匀增加两个抗磨块,其余部件尺寸不做修改,哈电对新的止推装置重新进行了有限元计算分析,在总共23t千斤顶的支顶力作用下,导叶向上的位移仅为0.107mm。
在现场对止推压板钻孔,并现场安装新的抗磨块。安装新的抗磨块后用20t压力顶导叶臂试验,导叶上抬0.10mm。回装导叶臂、止推装置,按照下端面间隙0.10~0.15mm调整导叶间隙,调整导叶立面间隙为0mm,联合验收合格。
4 原因分析
产生导叶研磨现象的原因有以下几方面∶
1)在机组启机过程中由于导叶下轴套排水不畅导致导叶上抬。
分析∶导叶安装阶段,施工单位用清水贯通排水管,未发现堵塞,机组安装完毕后,该排水管没有杂物可进入,故该原因可排除。
2)在机组启动过程中控制环不水平或接力器受力不均导致导叶上抬。
分析∶机组安装阶段,控制环与接力器的水平严格按照厂家及国标要求进行,接力器为油压操作,受力均匀,故该原因可排除。
3)装配过程中导水机构螺栓松动,导致导叶上抬。
分析∶检查发现导叶臂与止推块8-M16的内六角把合螺栓有松动的迹象,一个人的手劲就能拆卸下来,与图纸150NM的要求不符,且拆下来的螺栓把合螺纹部分螺纹锁固胶涂抹不到位,锁固胶仅残留在尾部光孔部分。故此为原因之一。
4)止推环变形导致止推环没起到止推作用,导致导叶过度上抬与抗磨板发生摩擦现象。
分析∶任何的金属和非金属部件在特定力的作用下,都会产生变形,关键在于此特定力是否是由于产生某种偏错,而意外产生的,且此特定力不在设计预想的范围内。
现场进行的各种试验和以下理论分析就是在此特定力的作用下进行的。目的只有一个,尽可能找出抑制导叶位移的方法,满足后续回装的需求。
经在中水六局实验室对已使用过的由2号机拆卸下来的非金属的抗模块进行的测试,其变形在0.10mm左右。
哈电使用ANSYS软件,对止推压板与止推块进行了有限单元的刚度计算分析,输入数据为28t的力,其结果∶止推压板的最大变形∶0.02mm,止推块的最大变形∶0.10mm。见图3。

图3 止推块的最大变形分析
经核算止推块和止推压板在各自的把紧螺栓下自身的变形均在0.02mm以内。可以看到除了上述已经计算过的变形只占总变形的较少部分外,仍存在其他的变形,故此止推块弹性变形是导叶研磨的主要原因。
5 结论
双机甩负荷试验后,检查2号机导叶和抗磨板情况,未发现新的研磨,导叶间隙符合哈电工地单要求,上端面间隙0.50~0.60mm,下端面间隙为0.20~0.30mm。数据表明上述处理方法得当,采取增加抗磨块和按照图纸力矩紧固螺栓措施正确。
TK730
B
1672-5387(2014)02-0063-03
2013-11-05
陶迎新(1982-),男,助理工程师,从事水机管理工作。
