P-RC APMP制浆非过程元素及蒸发器垢层研究
2014-05-15明曹瀛戈冯文英苏振华张
徐 明曹瀛戈冯文英苏振华张 羽
(1.中国制浆造纸研究院,北京,100102;2.制浆造纸国家工程实验室,北京,100102)
·非过程元素·
P-RC APMP制浆非过程元素及蒸发器垢层研究
徐 明1,2曹瀛戈1,2冯文英1,2苏振华1,2张 羽1,2
(1.中国制浆造纸研究院,北京,100102;2.制浆造纸国家工程实验室,北京,100102)
对P-RC APMP制浆系统非过程元素的积累进行了研究和核算,并分析了制浆废液蒸发器垢层的形成及成分。结果表明,系统中非过程元素按积累量由大到小的顺序排列为Si、Ca、K、Cl、Mg、S、P、Fe、Mn、Al;蒸发器垢层主要以Ca、Si、P、Mg元素为主,其中钙镁垢与硅垢各占近30%;垢层的防控需要从对系统中非过程元素的监控做起。
P-RC APMP系统;非过程元素;积累;蒸发;垢层
P-RC APMP制浆的综合废液主要从木片洗涤、浸渍、磨浆和漂白过程中产生,其成分比较复杂,其中的有机物主要包括各种降解产物、树脂酸、脂肪酸、酚类、烷烃类及苯甲酸类物质等[1],而无机物主要由Na、K、Ca、Mg等金属离子与Cl、S、Si、P等非金属离子组成的化合物构成,这些元素除Na外,一般被称作非过程元素。
制浆过程中溶解的大量有机物及细小纤维均含有具备螯合作用的功能基团 (如羰基、酚羟基、羧基),可以为非过程元素提供配对电子。溶解有机物可以螯合非过程元素,细小纤维则以离子交换的形式吸附非过程元素,从而使非过程元素在过程流中得以富集[2]。富集后的非过程元素可能对整个过程造成负面影响,如表1所示[3]。
综合废液的节能减排技术研究已有较多尝试,有企业采用机械蒸汽再压缩蒸发 (MVR)技术,连同碱回收技术处理综合废液,实现了废液零排放,并且降低了能耗。但蒸发过程中,废液中含有的大量非过程元素离子浓度达到溶解度之后,临近管壁的离子容易沉淀出来,成为管垢。与此同时,设备在运行中处于高温或高压状态,运行工况较为恶劣,容易造成设备腐蚀现象的出现。
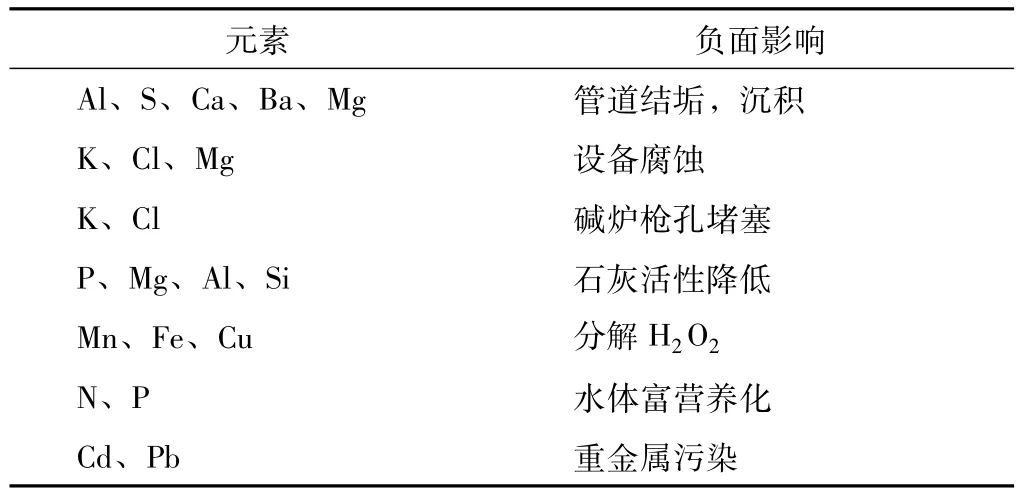
表1 非过程元素的负面影响
本课题将通过对P-RC APMP制浆过程的原料、新鲜水、化学品、纸浆和废液、垢层的分析,对非过程元素的积累规律进行核算,并进行废液蒸发器垢层的分析。
1 实验
1.1 材料
杨木片、桉木片、新鲜水、NaOH溶液、Na2SiO3溶液、DTPA溶液、H2O2溶液、纸浆,综合废液、热泵蒸发器 (MVR)垢样,均取自某P-RC APMP制浆厂。
1.2 方法
(1)将杨木片、桉木片磨碎,与纸浆分别于575℃灼烧,得到的灰分先通过能谱仪 (EDS)进行定性分析,然后再通过原子发射光谱仪 (ICP)进行定量分析。
(2)对新鲜水、各化学品溶液和综合废液进行ICP分析。
(3)对蒸发器垢样研磨后进行化学成分与ICP分析,同时进行扫描电镜 (SEM)观察。
2 结果与讨论
2.1 原料分析
表2列出了杨木、桉木的灰分含量及灰分中非过程元素的种类及含量。从表2可以看出,两种原料中所含的非过程元素种类相同,主要包括Ca、Mg、K、Cl、P、S、Fe、Mn等。两种原料中每种元素的含量相差不大,其中Ca、K、Cl元素含量较高,均在10%左右或以上,而 P、S、Fe、Mg等元素含量在0.60%~3.00%之间,另外还含有少量Mn和Al元素。
2.2 新鲜水及化学品分析
P-RC APMP制浆过程中所用的新鲜水及各种化学品非过程元素的种类及含量如表3所示。由表3可知,新鲜水及NaOH溶液、Na2SiO3溶液、DTPA溶液和H2O2溶液中的非过程元素种类与含量各不相同。其中新鲜水中的Ca、Cl、Mg等元素,NaOH溶液的K、Cl、P等元素,Na2SiO3溶液中的Si元素,DTPA中的K、Cl、P、Si等元素,H2O2溶液的Cl、S等元素含量较高,这些均可造成非过程元素的累积。
2.3 纸浆及综合废液分析
表4列出了纸浆灰分和综合废液中各非过程元素的种类和含量。纸浆灰分中的非过程元素以Ca、Cl为主,含量分别为9.35%和3.64%,其他元素含量均小于1.0%。

表2 原料灰分中非过程元素的种类及含量 %

表3 新鲜水及各化学品溶液中非过程元素的种类及含量 mg/L

表4 纸浆灰分和综合废液中非过程元素的种类及含量
综合废液中的非过程元素以Si、K、Ca和Cl为主,分别达到337.5 mg/L、171.1 mg/L、104.2 mg/L和93.2 mg/L,其次为Mg、P和S等元素,这些元素将可能在后续的蒸发过程中组成垢层的主要成分。
2.4 非过程元素的衡算
P-RC APMP制浆以1 t原料计,杨木和桉木按照6∶4(质量比)的比例,全过程投入与产出物料量如图1所示。
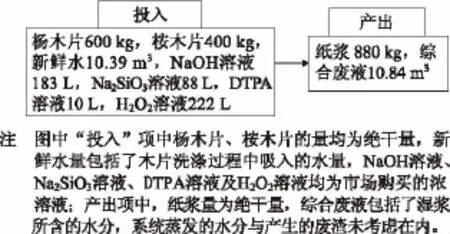
图1 P-RC APMP制浆过程投入与产出情况
2.4.1 原料与化学品的元素积累
制浆过程投入的原料与化学品中非过程元素含量的衡算结果如表5和表6所示。
由上述分析可知,在P-RC APMP制浆非过程元素的积累过程中,积累量大于1000 g/t原料的元素为Si、Ca、K、Cl,其他元素按总量由大到小的顺序依次为Mg、S、P、Fe、Mn、Al,积累量从几十克到几百克不等。
Ca、Mg元素均主要来源于两种原料与新鲜水,对于 Ca元素,杨木与桉木分别贡献 41.64%和27.48%,新鲜水贡献30.81%;而Mg元素主要来源于新鲜水,贡献率68.02%,另外杨木和桉木分别贡献19.21%和12.61%。
K元素主要来源于两种原料,杨木与桉木分别贡献63.57%和33.87%。
Cl元素主要来源于杨木、桉木和新鲜水,贡献率分别为40.55%、23.73%和33.64%。
P元素除来源于两种原料外 (杨木与桉木分别贡献31.66%和31.62%),另外NaOH溶液和DTPA溶液分别贡献8.07%和1.70%。
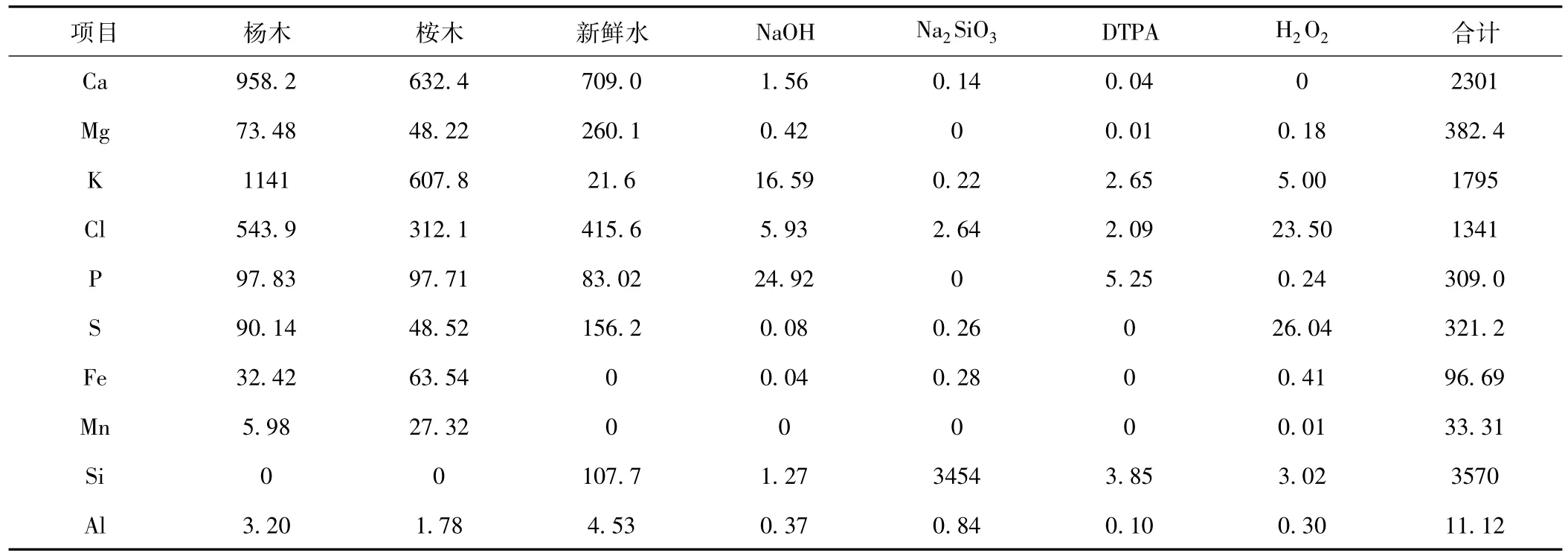
表5 原料与化学品中所含非过程元素的衡算质量 g/t原料
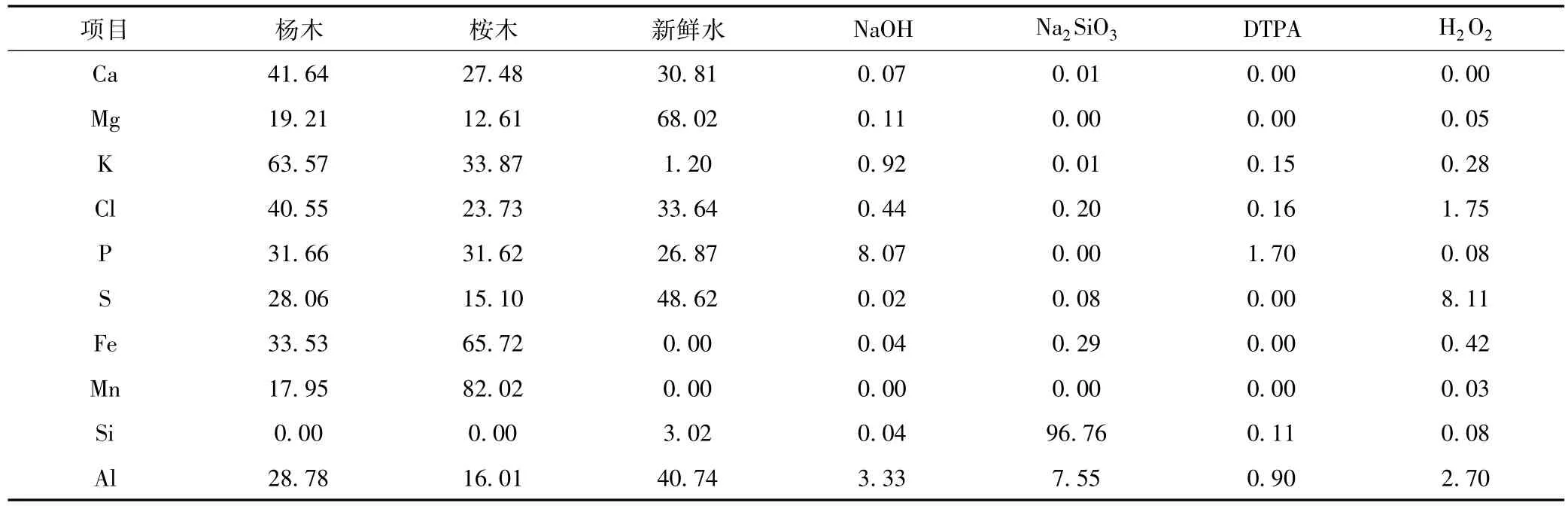
表6 原料与化学品所含非过程元素衡算质量比例 %
S元素主要来源于杨木、桉木、新鲜水和H2O2溶液,分别贡献28.06%、15.10%、48.62%和8.11%。
Fe、Mn主要来源于两种原料,Fe元素杨木与桉木分别贡献33.53%和65.72%,Mn元素杨木与桉木分别贡献17.95%和82.02%。
Si元素主要来源于 Na2SiO3溶液,贡献率为96.76%,其他少量主要由新鲜水提供。
Al元素各种来源均有所贡献,主要包括新鲜水(40.74%)、杨木 (28.78%)和桉木 (16.01%)。
钙盐、硅酸盐等除以上原因贡献外,原料中所带的砂石、尘土也有贡献。
2.4.2 纸浆与综合废液的元素积累
产出的纸浆与综合废液中非过程元素的衡算质量与比例如表7所示。
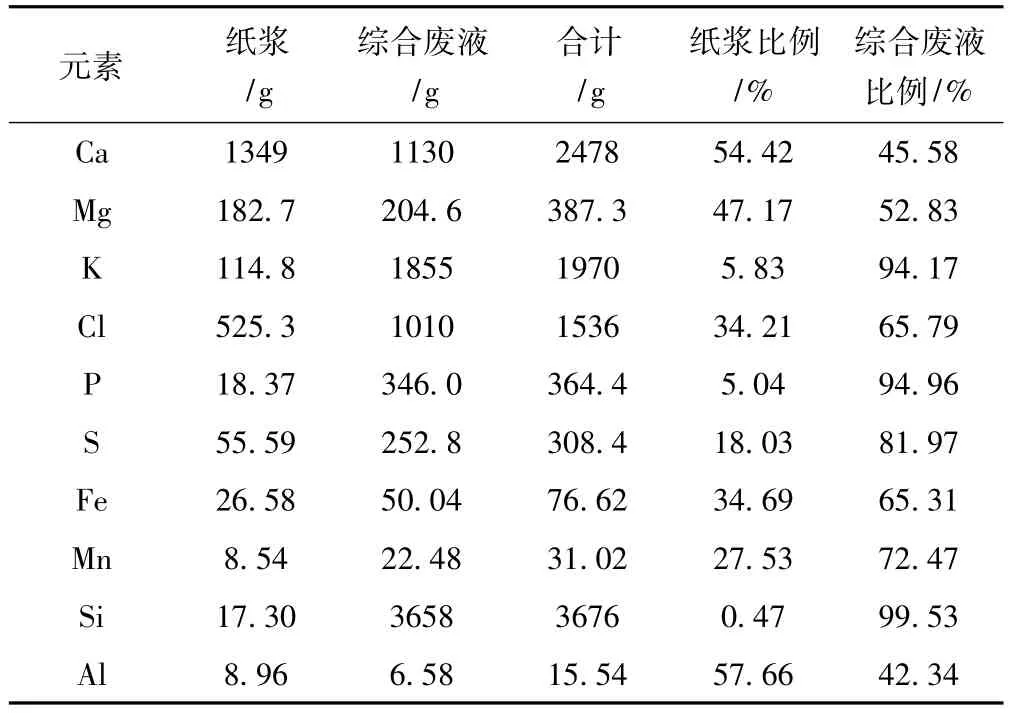
表7 纸浆与综合废液的衡算质量与比例
由表7与表5比较可知,在P-RC APMP制浆流程中,各非过程元素总的投入量与产出量较为吻合。其中Ca、Fe、Mn、Mg、Al、Cl等非过程元素分别在纸浆和综合废液中均有分配;而K、P、S、Si等元素80%以上均积累在综合废液中,纸浆中的含量较小。综合非过程元素的富集量及在溶液中的溶解性可以推断,需要对Ca、Si、P、S等易结垢的元素加以关注。

图2 垢样研磨前的SEM照片
图3 垢样研磨后的SEM照片
2.5 垢层形成及成分分析
2.5.1 垢层形成
蒸发器结垢是废液蒸发浓缩过程中普遍存在的问题,它会导致蒸发器传热阻力增大,传热系数下降,严重影响生产。按照化学性质区分,一般认为造纸废液蒸发器的垢层可分为4类:水溶性垢,主要是溶解性无机盐如钠盐、钾盐等;水不溶性垢,主要包括钙、镁等的不溶性无机盐类;顽固性垢,主要由硅酸盐类物质组成;有机物垢,主要含有纤维和皂化物等有机物。前3种无机物垢是垢层的主要组成部分,形成过程以结晶形式为主,包括晶核形成和结晶化两个阶段[4]。
图2所示为垢样研磨前的SEM照片,可以看出整块垢样中的晶核与晶核渐次排列生长的过程,晶核形状以球形或圆柱形为主,间杂有长方片状结构,并且垢层应为有机物垢与无机物垢混合组成。图3所示为垢样研磨后的SEM照片,可以看出经过研磨后的垢样由整块变为了大小不一的散落粉末,但其晶体结构并未破坏。
2.5.2 垢样成分分析
表8和表9分别列出了垢样的成分和非过程元素的分析结果。
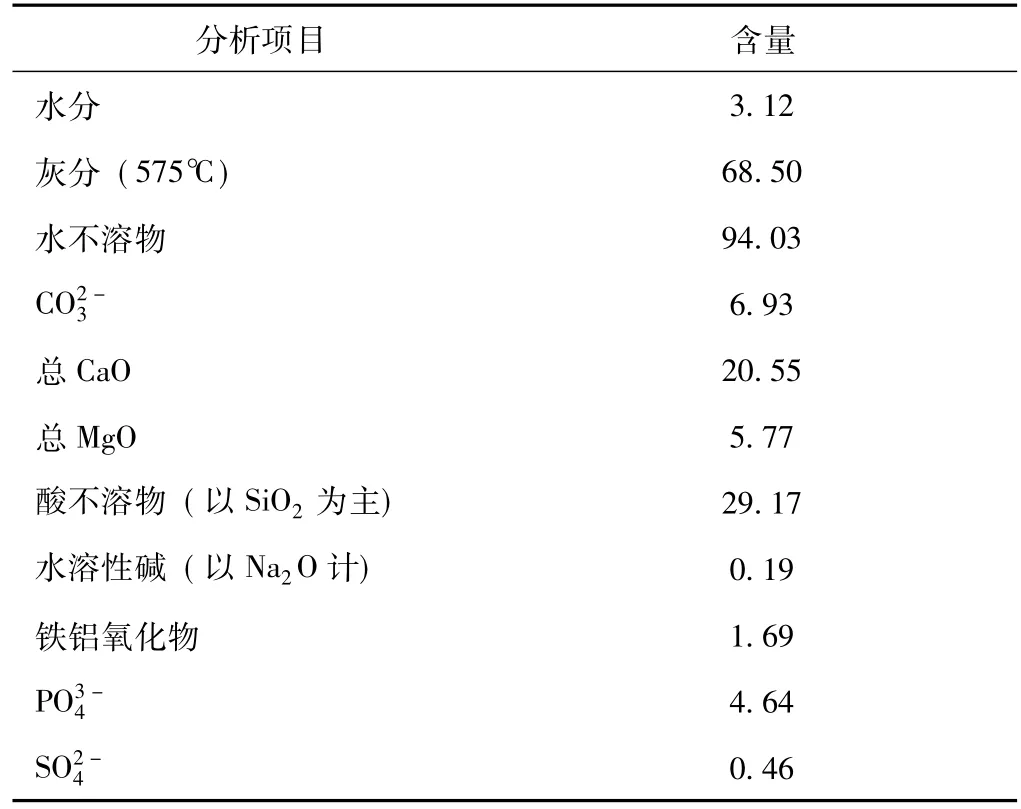
表8 垢样成分分析结果 %
由表8可以看出,垢样中的水不溶物占94.03%,说明水溶性垢含量较低。575℃时的灰分含量为68.50%,说明该垢样经高温灼烧可去除30%以上的物质。总CaO占到20.55%,总MgO为5.77%,以SiO2为主的酸不溶物含量为29.17%,说明垢样中水不溶性垢和顽固垢均占有较大比例。另外磷酸盐含量占4.64%,铁铝氧化物为1.69%,硫酸盐及水溶性碱等的含量相对较少。

表9 垢样非过程元素分析结果 %
由表9分析可知,垢样的非过程元素主要以Ca、Si、P、Mg为主,表明这几种元素容易形成化合物结晶沉淀出来。这几种元素含量分别为 15.74%、12.04%、1.54%和1.47%,形成的化合物以CaO、SiO2、PO3-4、MgO为主,以元素含量计算出的这些无机化合物含量分别为22.04%、25.80%、3.92%和2.45%,这几种物质成分含量与表8中的结果接近。其他元素为Mn、Fe、Cl、K、S、Al等,含量均在0.20%以内,再加上、等其他物质,得到的无机物含量总和可与表8中灰分含量相近。
由表8和表9综合得出,以钙镁垢为主的水不溶性垢与以硅垢为主的顽固垢分别占到垢样总量的近30%,而以纤维为主的有机垢也占30%左右,水溶性垢的量较少。
2.5.3 蒸发器垢层的防控与清洗
整体来看,对于蒸发器垢层的防控,需要从生产过程中非过程元素的监控做起,应在保证正常生产的基础上,尽量减少非过程元素的摄入。
(1)使用硬度低的新鲜水以尽量减少钙镁垢的形成。
(2)通过调整Na2SiO3的加药量来降低系统中硅元素的加入,减缓硅垢的形成。
(3)系统避免使用含铝的衬材,减少硅酸铝顽固垢的形成。
(4)非硅型稳定剂现已越来越受到市场的重视,使用合适的非硅型稳定剂代替硅酸盐,则可以更好地解决硅垢问题。
(5)改善洗浆效率,降低废液中的纤维含量,减少有机垢的形成。
(6)加入合适的阻垢剂,通过晶格畸变、络合增溶、凝聚与分散等作用[5]使离子难以结晶,减缓垢层的生长趋势,也是一种有效的防控方法。
对已形成的或不可避免的垢层,则需要定期清洗。在清洗方法的选择上,以高压水射流清洗与化学清洗相结合的方式效果较好。对于P-RC APMP制浆废液蒸发器垢层,水不溶性垢占30%左右,可以先采用2%~4%的盐酸浸泡溶解,再使用高压水枪除垢,一般均能去除干净。顽固垢是最难处理的,需要用较高浓度的酸液进行处理或浸泡较长时间,然后再用高压水枪去除,耗能也较高,顽固垢的去除是垢层清洗的关键环节。而有机垢相对较易处理,一般在上述过程中都能清洗干净。
3 结论
3.1 杨木、桉木P-RC APMP制浆过程的非过程元素主要为 Ca、Mg、K、Cl、P、S、Fe、Mn、Si、Al,其积累量按由大到小的顺序排列为Si、Ca、K、Cl、Mg、S、P、Fe、Mn、Al。
3.2 蒸发器垢层主要以Ca、Si、P、Mg元素为主,其中以钙镁垢为主的水不溶性垢和以硅垢为主的顽固垢各占近30%,以纤维为主的有机垢也占30%左右,水溶性垢的量较少。
3.3 垢层的防控需要从对系统中非过程元素的监控做起,可以通过一系列手段减缓垢层形成趋势;对已形成的垢层,以高压水射流清洗与化学清洗相结合的方式为佳。
[1] XU Ming,SU Zhen-hua,ZHANG Sheng-you,et al.Study on the Vacuum Evaporation of Poplar P-RC APMP Effluent[J].Paper and Paper Making,2013,32(2):45.
徐 明,苏振华,张升友,等.杨木P-RCAPMP制浆废液减压蒸发的研究[J].纸和造纸,2013,32(2):45.
[2] LIHui,LIYou-ming,WANGRui,et al.The Non-Process Elements in Paper Industry[J].Paper and Paper Making,2004,23(1):38.
李 辉,李友明,王 锐,等.造纸工业中的非过程元素[J].纸和造纸,2004,23(1):38.
[3] Rekha Bharati,Akhlesh Mathur.Closure of Water Circuits in Pulp Mills—How to Livewith Inorganic Contaminant Build-up[J].World Pulp and Paper,2010,29(4):13.Rekha Bharati,Akhlesh Mathur.封闭水循环的制浆厂如何应对无机沉积物的形成[J].国际造纸,2010,29(4):13.
[4] LI Hai-long,ZHAN Huai-yu,CHAI Xin-sheng,et al.Evaporator Calcium Scaling and Its Control during Alkali Recovery Processes[J].China Pulp&Paper,2010,29(4):67.
李海龙,詹怀宇,柴欣生,等.碱回收过程中蒸发器钙结垢及其控制[J].中国造纸,2010,29(4):67.
[5] CHENG Yun-zhang,ZHAIXiang-hua,GE Hong-hua,et al.Scale Inhibitory Mechanism of Inhibitor and Its Performance Evaluation[J].East China Electric Power,2003,7:14.
程云章,翟祥华,葛红花,等.阻垢剂的阻垢机理及性能评定[J].华东电力,2 0 0 3,7:1 4.
(责任编辑:常 青)
Study on Non-process Elements and Evaporator Scale in P-RC APMP Pulping Process
XU Ming1,2,*CAO Ying-ge1,2FENGWen-ying1,2SU Zhen-hua1,2ZHANG Yu1,2
(1.China National Pulp and Paper Research Institute,Beijing,100102; 2.National Engineering Lab for pulp and paper,Beijing,100102)
(*E-mail:xumhi2000@126.com)
The study and calculation of non-process elements accumulation in P-RC APMP process were carried out,and the formation and component of scale in evaporatorwhich is used for concentrating the pulping waste liquor were analyzed.The results showed that the order of accumulation amount of non-process elements from high to low was Si,Ca,K,Cl,Mg,S,P,Fe,Mn,Al,in which,Siand Ca/Mg salts accounted for nearly 30%separately.The amount of non-process elements should be controlled in order to slow down the formation of the evaporator scale.
P-RC APMP system;non-process elements;accumulation;evaporation;scale
徐 明先生,工程师;主要研究方向:环境保护与资源综合利用技术。
X793
A
0254-508X(2014)03-0001-05
2013-11-19(修改稿)
本课题为“十二五”科技支撑项目课题“15万吨/年碱性过氧化氢化学机械制浆全过程废液零排放技术与示范”(2011BAC11B02)资助项目。