微小孔加工质量和效率的控制系统稳定性分析
2014-05-10白羽赵亚军
白羽,赵亚军
(长春工业大学,吉林长春130012)
0 前言
随着机电一体化技术的发展,现在的制造技术朝着高、精、尖方向发展。细微小孔越来越多地出现在人们生活的各个领域。微细电火花加工技术作为微小孔加工的重要手段,对小孔加工的质量和效率提供了保障。为了进一步提高质量和效率,各种智能推理算法运用到电火花加工控制系统中,这就使控制系统的稳定性成为人们关注的问题。稳定性与可控性以及观测性都是控制系统的重要属性,几乎所有可运行的系统必须设计成稳定的。系统稳定性是系统能够运行的首要条件。
本文作者分析了电火花加工进给系统原理,设计了进给系统的智能控制算法,并对该算法的稳定性进行分析与验证。
1 电火花加工进给机制分析
在电火花加工过程中,工具和工件并不直接接触,而是靠工具和工件之间不断地脉冲放电,产生局部、瞬时的高温把金属材料逐步蚀除掉[1]。正常加工时,工具和工件间有一放电间隙S,S过大,脉冲电压不能击穿间隙的绝缘工作液,此时放电状态为空载;S过小,甚至为零,此时形成短路状态。空载将会降低电火花加工效率,短路则会使放电变为有害的电弧放电影响加工表面质量。因此进给系统要始终保证一定的放电间隙S,在S过大时快速进给,S过小时快速回退,这样才能保证加工的质量和效率,保证加工正常而稳定的进行,获得较好的效果。
2 放电间隙的实时检测
放电间隙的大小对放电的状态起决定性因素,而放电状态是保证加工质量和效率的关键。因此,在加工过程中要保证对放电间隙进行实时检测。由于加工间隙很小,直接检测非常困难,常常采取测量电极间隙的电压、电流或电压和电流3 种方式进行测量。文中采用检测电压的方法进行放电间隙检测,对各个时刻应用基于模糊逻辑的多传感器数据融合技术,获得该采样时刻的电压值,再将电压值与设定值进行比较,经过模糊推理,从而确定电极的进给与回退。
3 伺服控制系统的设计
根据进给系统原理和间隙检测方法,可以得到控制系统结构图[2-3](如图1),从而设计该智能模糊控制系统。模糊控制器的主要结构是输入变量与输出变量的确定。

图1 模糊控制原理图
以U0为给定电压值,测量得到的平均电压记为Ue。则输入量误差E和输入量误差的变化率EC为模糊控制器的输入量,输出量为平均电压Ue,E=Ue-U0,EC=dE/dt。
由图可知,该控制系统为二维模糊控制器,令其输入语言变量E、EC对应的论域上的模糊子集分别为Ai、Bj。输出语言变量对应的论域上的模糊子集为Ck。故有模糊规则[4]:

其中i=1,2,3,…,n。
其模糊关系为

在求得所设计模糊控制器的模糊关系R之后,可以由合成推理方法求解输出控制量的模糊值矢量。设系统当前偏差E*和偏差变化EC*,则对于第L条规则的输出控制量为

对于控制系统的任意状态,设有P条控制规则,其总的模糊关系RP为

结合系统结构图,可以确定电火花加工模糊控制器的输入量和输出量,根据模糊控制理论,以及实践经验建立相应的规则库如表1 及隶属度如表2—4所示。

表1 模糊规则表

表2 模糊集合A 的隶属度函数

表3 模糊集合B 的隶属度函数

表4 模糊集合C 的隶属度函数
采用第一类推理方式即Mandani 极小运算法,结合表1 可以确定A、B、C的隶属度,根据表2、3、4以及式(4)可以计算出模糊关系矩阵RA和RB及总的模糊关系矩阵Rp[5]。


4 系统稳定性分析
对系统的稳定性分析主要包括两种,其一是预防和消除加工过程中出现的扰动,其二就是控制系统的稳定性。在加工过程中,由于脉冲电源放电的不稳定性以及材料内部的缺陷等会使间隙的电压出现扰动,这会严重影响工件的表面质量。该算法采用间隙平均电压法测量放电间隙,主要是对电压的大小的测量,并与给定值进行比较,从而控制电极的进给与回退,即使出现扰动带来的电压的变化,系统也会对其进行处理,控制放电间隙,从而保证加工能够稳定的进行。
对于控制系统的稳定性分析其本质就是对模糊关系的矩阵RP的稳定性分析[6]。根据现代控制理论中的李雅普诺夫稳定性理论——在平衡状态,渐进稳定的充要条件是:对于任给的一个正定对称矩阵Q,存在一个正定的对称矩阵P,且满足矩阵方程[7]:

令A=RP,Q 取单位阵可求得矩阵

用赛尔维斯特判据检验P 的正定性
Δ1=89.754>0 Δ2=6.991>0
Δ3=7.927 7>0 Δ4=47.264>0
Δ5=123.62>0 Δ6=29.767>0
Δ7=83.953>0
可知P 正定,因此P 是稳定,从而验证了该系统是稳定的。采用Matlab[8]对其进行仿真可得到其仿真图,如图2所示,从而进一步验证了其稳定性与可行性。
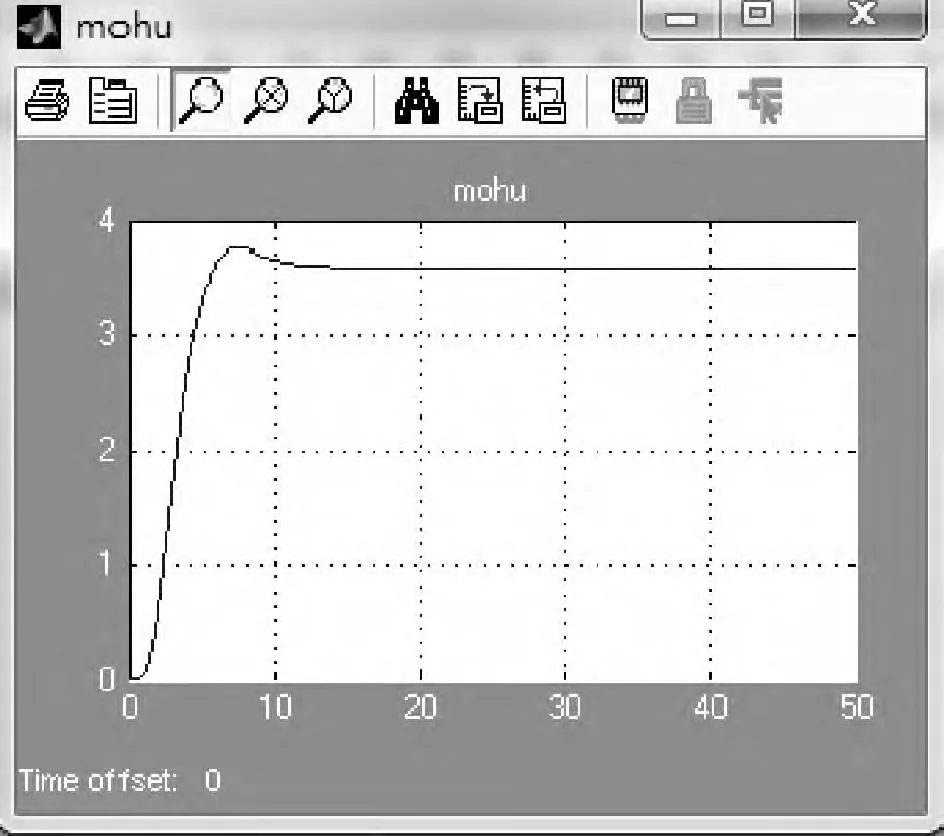
图2 在模糊控制器调节下的伺服系统仿真输出曲线
5 结束语
在详细分析电火花加工进给系统的原理和模糊控制实现算法的基础上,应用模糊控制理论,设计了模糊控制的电火花加工控制系统。运用李雅普诺夫稳定性理论对系统进行稳定性分析,并用实验验证了该系统稳定和可行性。
[1]赵万生.实用电加工技术[M].北京:机械工业出版社,2009.
[2]赵楼锋.智能控制及其在电火花加工中的应用[J].科技信息机械与电子,2012(31):175-176.
[3]苏宏志.模糊控制微细孔电火花加工研究[J].机械与电子,2010(4):74-76.
[4]诸静.模糊控制理论与系统原理[M].北京:机械工业出版社,2009:232.
[5]裴景玉,胡德金,高长水.智能模糊控制技术在微细电火花加工中的应用[J].上海交通大学学报,2001,35(12):1830-1833.
[6]卢秀和,白羽,侯云海.模糊控制电火花加工的稳定性分析[J].长春理工大学学报,2003,26(4):93-95.
[7]谢克明.现代控制理论基础[M].北京:北京工业大学出版社,2005.
[8]白羽,卢秀和,侯云海.电火花加工智能控制系统的仿真与实验研究[J].计算机仿真,2004,21(5):103-105.
