钛合金TA15高速铣削表面形貌及组织研究
2014-05-10王明海王京刚郑耀辉高蕾李世永
王明海,王京刚,郑耀辉,高蕾,李世永
(沈阳航空航天大学航空制造工艺数字化国防重点学科实验室,辽宁沈阳110136)
0 前言
钛合金材料以比强度高、耐高温、耐腐蚀等优异特性,在航空、航天等领域得到了广泛应用,但由于切削温度高、化学活性高、切削力大、导热系数和弹性模量小等特点致使钛合金的切削加工性较差,从而影响到钛合金切削加工表面完整性,对钛合金零部件的疲劳性能造成不利影响[1-2]。高速切削以低的切削力、高的加工效率、高的加工精度及表面加工质量等优异特点,已广泛应用于制造业[3-6]。
国内外对钛合金高速切削加工表面完整性进行着积极的研究。J SUN[7]等对端铣Ti-6Al-4V 表面完整性进行了研究,结果表明:表面粗糙度随进给量和径向切深的增加而增大,并且铣削表面呈现出各向异性的性质,表面粗糙度值在0.6~1.0 μm 之间。Carl-Frederik WYEN[8]等研究了切削刃口半径对铣削钛合金残余应力和表面粗糙度的影响,结果表明:残余应力随切削刃口半径的增加而增加,尤其是在逆铣中,而在顺铣中影响不明显;切削刃口半径对表面粗糙度的影响是不均匀的。YANG Xiaoyong[9]等对高速侧铣Ti-6Al-4V 表面完整性进行了研究,结果表明:切削速度在320~380 m/min 比在80~120 m/min 的条件下,获得更好的表面完整性和更高的材料去除率。Kamel MOUSSAOUI[10]等对钛合金铣削表面完整性进行了研究,发现钒由β 向α 相扩散,但微观组织并没有发生变化。以上对表面完整性的研究多集中在Ti-6Al-4V和TC6 等钛合金材料,而对高速铣削钛合金TA15 表面形貌及表层组织研究较少[11]。TA15 钛合金以其在500 ℃下较长的工作寿命[12],广泛应用于飞机发动机机匣封闭环、轴承座、承力环,飞机框架、壁板等部位,所以研究其在高速铣削条件下的表面加工质量对于提高相应零部件的疲劳寿命具有重要的意义。
1 试验条件
试验所用机床为DMU70 五轴立式加工中心,主轴最高转速为18 000 r/min,材料为钛合金TA15,其化学成分为Ti-6.5Al-1Mo-1V-2Zr,该钛合金属于高Al 当量近α 型合金,尺寸为20 mm×12 mm×7 mm。刀具采用肯纳整体硬质合金立铣刀(KC631M),直径为φ10 mm,前角10°,后角12°,螺旋角38°,采用乳化液冷却,顺铣加工。
采用TR240 便携式表面粗糙度仪对工件表面粗糙度进行测量,为提高测量精度,在被加工工件的表面同等距离上取5 个点,每个点进行3 次读数,取其平均值。采用FEI/PHILIPS Quanta 600 型环境扫描电子显微镜对表面形貌进行观察。
将切割试件进行打磨、抛光后进行腐蚀,腐蚀剂为体积分数配比等于1∶ 3∶ 50 的氢氟酸∶ 硝酸∶ 水,并采用FEI/PHILIPS Quanta 600 型环境扫描电子显微镜对表层组织进行观察。
2 铣削加工表面粗糙度及表面形貌
2.1 主轴转速对表面粗糙度及表面形貌的影响
图1所示为主轴转速n依次选取4 500、7 000、9 500、12 000 r/min,每齿进给量fz为0.04 mm/z,轴向切深ap为0.4 mm,径向切宽ae为6 mm,铣削加工工件表面中心位置处表面形貌图,图2 为不同主轴转速下的表面粗糙度值。
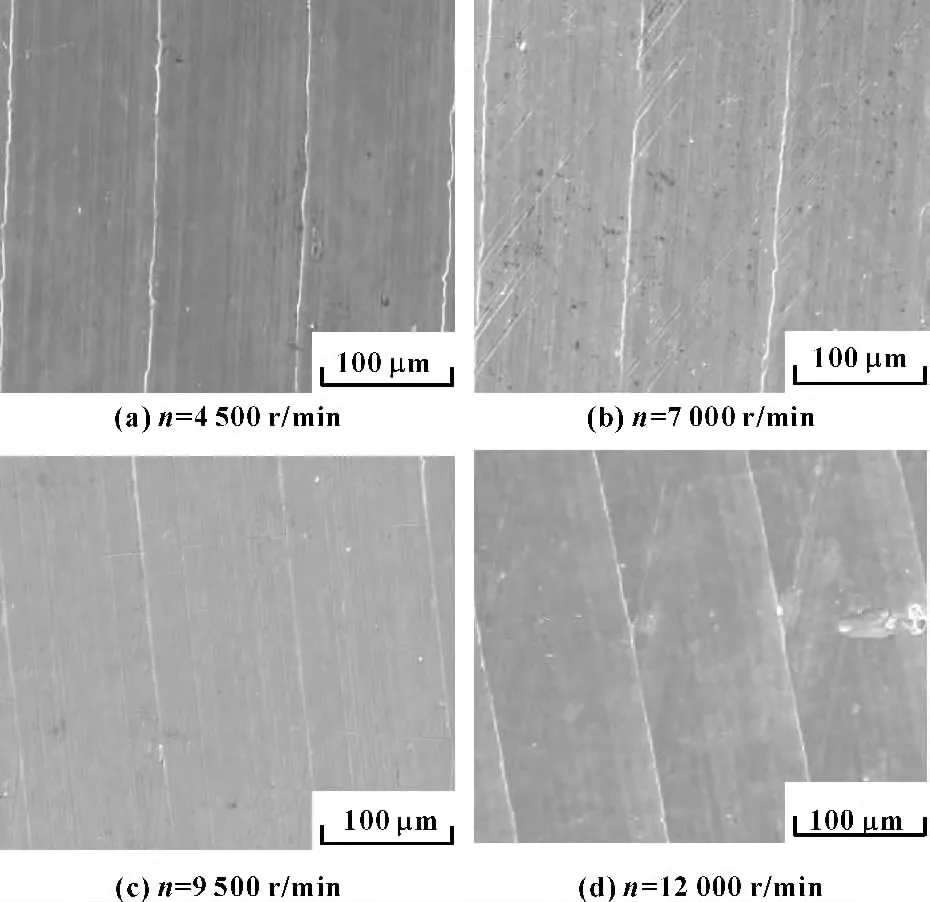
图1 不同主轴转速下的表面形貌
从图1 可以看出,当主轴转速由4 500 r/min 增加到9 500 r/min,表面加工刀痕越来越不明显,表面加工质量越来越好,而当主轴转速为12 000 r/min时,表面加工质量变差,这与图2 所测表面粗糙度的变化趋势是一致的,可见主轴转速优选9 500 r/min以获得较好的表面加工质量。
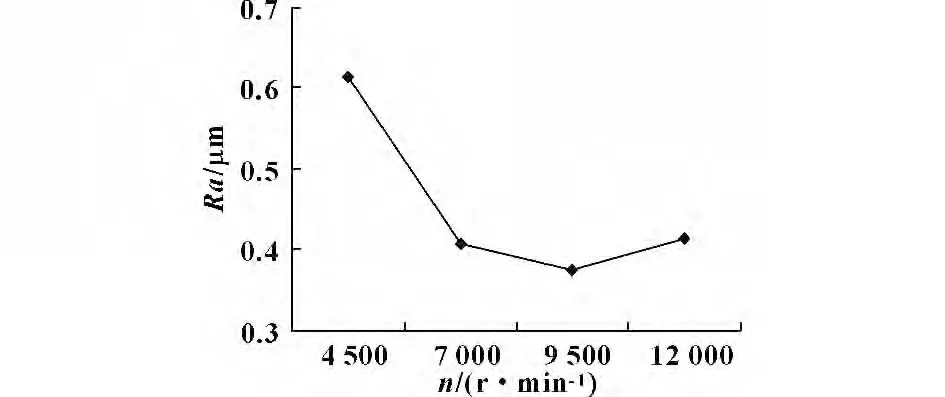
图2 不同主轴转速下的表面粗糙度
2.2 轴向切深对表面粗糙度及表面形貌的影响
图3所示为主轴转速为7 000 r/min,fz为0.04 mm/z,径向切宽ae为6 mm,图(a)、(b)轴向切深分别取0.2、0.6 mm 时的铣削加工表面形貌图。

图3 不同轴向切深下的表面形貌
将图3(a)、(b)与图1(b)对比发现,随轴向切深的增大,表面粗糙度值增加。当轴向切深为0.2 mm 时,表面粗糙度取得最小值0.385 μm;当轴向切深为0.6 mm 时,表面粗糙度取得最大值0.641 μm,这是由于轴向切深的增大,使切削力变大,振动加剧,从而使得表面加工质量变差。
3 微观组织
图4所示为不同主轴转速下铣削加工工件表面中心位置的表层微观组织照片。从图中可以看出,随主轴转速的增加,表层微观组织的变化并不是很明显,并没有观察到明显的相变以及晶粒的歪曲,α、β 相的体积分数并没有太大的变化。
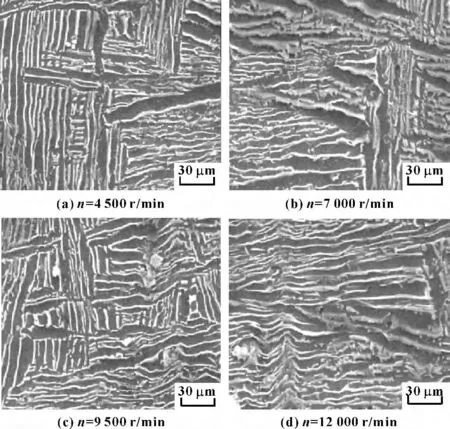
图4 不同主轴转速下的表层微观组织
4 有限元分析
切削温度对钛合金切削加工表面粗糙度和微观组织有着重要的影响,而对切削温度进行准确测量比较困难[13-14],为此采用有限元Abaqus 对钛合金TA15在不同主轴转速下切削区温度进行了仿真分析。
工件加工后表面高度的变化在一定程度上反映了工件的表面加工质量,为此对钛合金TA15 铣削加工表面位移大小进行仿真,在工件稳定切削后的表面同等距离上取10 个点,去掉偏差过大的点,优化选取8 个点,并取这8 个点的轮廓算术平均偏差作为该切削条件下的表面粗糙度值。
由于钛合金的铣削伴随着大的变形及应变,在加工过程中涉及高温、高应变速率耦合的大变形和断裂,为此在进行网格划分时,刀具和工件均采用了8节点六面体显示热应力耦合线性减缩积分单元C3D8RT。约束条件:对工件底面及xOz面约束包括移动和旋转所有自由度,对刀具添加沿x方向的移动约束和沿z轴方向的旋转约束。定义完成的铣削模型如图5所示。

图5 三维铣削有限元仿真模型
工件材料等向塑性本构模型定义[15]如下式所示:
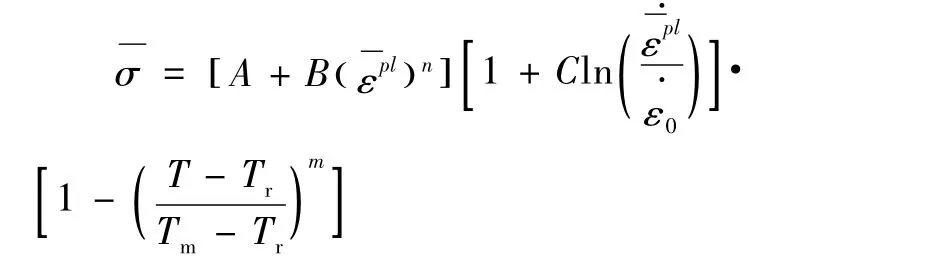
图6所示分别为不同主轴转速下切削区的温度分布云图。

图6 不同主轴转速下温度场分布云图
从图中可以看出,最高温度均出现在刀-屑接触面处(图中圆圈标注处),距离刀尖的距离为0.01~0.03 mm 的位置。最高温度整体上随着主轴转速的增加而升高,而当主轴转速为9 500 r/min 时,最高温度有所下降。在主轴转速为12 000 r/min 时,最高温度达到最大值1 006 ℃。尽管TA15 的相变点为990℃,刀-屑区的最高温度达到1 006 ℃,但是在切削过程中,切屑带走了绝大部分的热量,传递给已加工表面的热量只是很少一部分,所以并不能使得已加工表面发生相变。
图7所示为主轴转速为9 500 r/min 时,在工件表面等距离(2 mm)选取参考点测量的表面高度的变化情况。从图中可以看出除少数点表面高度达到0.6 μm 之外,其余点的表面高度均在-0.4~0.4 μm 之间。经计算所取100 个点的轮廓算数平均偏差为0.341 μm,与实际测量表面粗糙度的误差为9.31%。同时,主轴转速为4 500 r/min、7 000 r/min、12 000 r/min 下所得的轮廓算术平均偏差分别为0.557 μm、0.365 μm、0.374 μm,经计算与实际测量的表面粗糙度值的误差分别为9.14%、10.32%、9.88%。从仿真及计算结果可以看出,仿真值与试验测量值比较吻合,从而证明通过有限元软件分析铣削钛合金加工表面位移大小,把铣削加工表面的轮廓算数平均偏差作为表面粗糙度的评定参数,分析表面粗糙度值的正确性及有效性。

图7 加工表面高度值波动变化曲线
5 结论
(1)当主轴转速由4 500 r/min 增加到9 500 r/min,表面加工质量越来越好,表面粗糙度值逐渐降低,而当主轴转速继续增大时,表面加工质量变差,表面粗糙度值增大;但主轴转速对微观组织的影响并不是很明显。
(2)轴向切深对表面粗糙度和表面形貌的影响比较显著。
(3)切削区最高温度出现在刀- 屑接触面处,距离刀尖的距离0.01~0.03 mm 的位置。最高温度整体上随着主轴转速的增加而升高,而当主轴转速为9 500 r/min 时,最高温度有所下降。
(4)表面粗糙度的有限元仿真结果与试验测量结果基本一致,当主轴转速为9 500 r/min 时得到的加工表面高度变化范围基本在-0.4~0.4 μm 之间,很好地分析了加工工件表面粗糙度值,证明了有限元分析铣削钛合金表面粗糙度值的正确性及有效性。
[1]杨振朝,张定华,姚倡锋,等.TC4 钛合金高速铣削参数对表面完整性影响研究[J].西北工业大学学报,2009,27(4):538-543.
[2]ANTONIALLI A I S,DINIZ A E,PEDERIVA R.Vibration Analysis of Cutting Force in Titanium Alloy Milling[J].International Journal of Machine Tools & Manufacture,2010,50(1):65-74.
[3]LI Anhai,ZHAO Jun,LUO Hanbing,et al.Progressive Tool Failure in High-speed Dry Milling of Ti-6Al-4V Alloy with Coated Carbide Tools[J].Int J Adv Manuf Technol,2012,58(5/8):465-478.
[4]ZHANG S,LI J F,SUN J,et al.Tool Wear and Cutting Forces Variation in High-speed End-milling Ti-6Al-4V alloy[J].Int J Adv Manuf Technol,2010,46(1/4):69-78.
[5]BOSHEH S S,MATVENGA P T.White Layer Formation in Hard Turning of H13 Tool Steel at High Cutting Speeds Using CBN Tooling[J].International Journal of Machine Tools & Manufacture,2006,46(2):225-233.
[6]CHE-Haron C H,JAWAID A.The Effect of Machining on Surface Integrity of Titanium Alloy Ti-6% Al-4% V[J].Journal of Materials Processing Technology,2005,166(2):188-192.
[7]SUN J,GUO Y B.A Comprehensive Experimental Study on Surface Integrity by End Milling Ti-6Al-4V[J].Journal of Materials Processing Technology,2009,209(8):4036-4042.
[8]WYEN Carl-frederik,JAEGER Dominik,WEGENER Konrad.Influence of Cutting Edge Radius on Surface Integrity and Burr Formation in Milling Titanium[J].Int J Adv Manuf Technol,2013,67(1/4):589-599.
[9]YANG Xiao-yong,REN Cheng-zu,WANG Yan,et al.Experimental Study on Surface Integrity of Ti-6Al-4V in High Speed Side Milling[J].Trans.Tianjin Univ,2012,18(3),206-212.
[10]MOUSSAOUI Kamel,MOUSSEIGNE Michel,SENATORE Johanna,et al.Influence of Milling on Surface Integrity of Ti6Al4V-study of the Metallurgical Characteristics:Microstructure and Microhardness[J].Int J Adv Manuf Technol,2013,67(5/8),1447-1489.
[11]杜随更,吕超,任学军,等.钛合金TC4 高速铣削表面形貌及表层组织研究[J].航空学报,2008,29(6):1710-1715.
[12]SU Honghua,LIU Peng,FU Yucan,et al.Tool Life and Surface Integrity in High-speed Milling of Titanium Alloy TA15 with PCD/PCBN tools[J].Chinese Journal of Aeronautics,2012,25(5):784-790.
[13]董辉跃,柯映林,成群林.铝合金三维铣削加工的有限元模拟与分析[J].浙江大学学报:工学版,2006,40(5):759-762.
[14]陈明,袁人炜,凡孝勇,等.三维有限元分析在高速铣削温度研究中应用[J].机械工程学报,2002,38(7):76-79.
[15]JOHNSON Gordon R,COOK William H.A Constitutive Model and Data for Metals Subjected to Large Strain,High Strain Rates and High Temperatures[C].Proceedings of the Seventh International Symposium on Ballistics,The Hague,The Netherlands,1983:541-547.
