铸造缺陷修补机在推土机铸钢件修复中的应用
2014-05-10魏晓蓓刘坤鹿海洋何振鲁
魏晓蓓,刘坤,鹿海洋,何振鲁
(山推工程机械股份有限公司,山东济宁272073)
铸钢件广泛应用于推土机生产,如传动系统中齿轮毂、链轮毂、轴承座等。砂眼、气孔和裂纹等铸造缺陷影响铸钢件的加工,缺陷较大时只能报废,缺陷较小时可采用电焊焊补、氩弧焊焊补和金属填补剂填补等方法修复。电焊及氩弧焊焊补时,产生热量大,易造成热变形;金属粘合剂填补结合强度低,易脱落。
推土机工作环境复杂,零部件振动频繁,为避免再次产生裂纹、金属粒脱落等缺陷,对修复部位力学性能有较高要求,铸钢类零部件的缺陷修复成为困扰生产的难题。冷焊修复技术以其结合强度高、焊接热影响小和残余应力低的优点,被众多科研院所研究[1-4],并被应用到零部件再制造企业及设备快速抢修中[5-9]。现以应用冷焊修复技术的某型铸造缺陷修补机代替传统电焊机、氩弧焊机,修复铸件砂眼、气孔缺陷,焊后结合强度高,热影响小,基本不产生变形。
1 工作原理
铸造缺陷修补机利用充电电容,以10-3~10-1s的周期,10-6~10-5s 的超短时间放电。电极材料与工件接触部位瞬间被加热到8 000~10 000 ℃,等离子化状态的熔融金属以冶金的方式过渡到工件的表层。如图1所示,A 区是堆焊到工件表面的涂层或堆焊层,由于与母材之间产生了合金化作用,向工件内部扩散、熔渗,形成了扩散层B 区,得到了高强度的结合,C 区为母材。
由于放电时间与放电周期相比极短,设备有足够的相对停止时间,热量可通过工件基体扩散到外界,修复部位不产生热聚集,工件几乎停留在室温。该铸造缺陷修补机优点[1-3,8]如下:
(1)热影响区域小,不产生热变形、裂纹,无硬化、硬点现象;不产生局部退火,修复后不需要重新热处理,不影响机械加工性能。
(2)极小的焊补冲击,克服了普通氩弧焊对工件周边产生冲击的现象,对没有余量的工件加工面也可进行修补。
(3)修复精度高。堆焊厚度从几微米到几毫米,只需打磨、抛光。
(4)熔接强度高。由于充分渗透到工件表面,达到冶金结合的结合强度。
(5)修补热处理后铸件,不出现退火软化现象;对热处理前铸件,修补后不影响其淬火、调质和渗碳等热处理工艺。

图1 堆焊层示意图
2 应用实例
推土机某灰口铸铁件存在砂眼缺陷,采用该设备修复,步骤如下(见图2):
(1)使用砂轮打磨砂眼处,并清除表面油污及切屑;
(2)选取低碳钢补材进行堆焊;
(3)修磨修复部位。

图2 砂眼缺陷修复过程
修复后,进行金相分析,金相组织如图3所示。
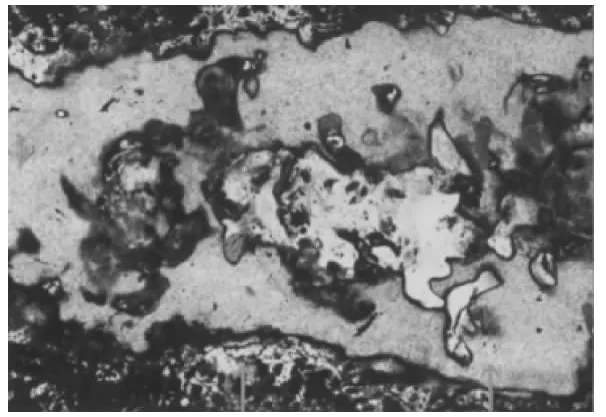
图3 金相组织(50 ×)
金相分析表明:其补材与母材在焊缝区内相互结晶、连续生长、互相渗透,母体组织未出现明显破坏现象。由于补焊过程始终处于常温状态,无组织变化,无内应力,故补焊件在工作中,不会因为长期的振动、温度变化等原因释放内应力而出现微裂纹和引起尺寸变化,性能可靠,可以有效修复铸件缩松、砂眼等铸造缺陷,达到修废利旧的目的。
3 结论
用铸造缺陷修补机修补铸钢类零件缺陷,可以满足推土机对铸钢类零部件的应用要求。其操作比较简单,焊后质量好,修复区与母材色泽一致性好,具有广阔的应用空间。
[1]鹿海洋.冷焊技术在发动机机体再制造中的应用研究[D].济南:山东大学,2011:33-35,82-83.
[2]徐庆钟.冷焊技术在发动机再制造中的应用试验研究[D].济南:山东大学,2012:25-31,61-63.
[3]徐庆钟,李方义,秦顺顺,等.冷焊工艺参数对HT250 表面修复层性能的影响[J].机械工程学报,2013,49(7):101-105.
[4]邱葭菲,李惠湘.空气锤缸体裂纹电弧冷焊修复工艺设计与实践[J].焊接技术,2011,40(1):68-70.
[5]周玉柱,彭勇辉,周雄,等.液压活塞杆坑伤冷焊修复工艺[J].机械制造文摘焊接分册,2011(5):40-42.
[6]汪越渤,高春媛.金属加工表面缺陷冷焊修复[J].现代焊接,2012(7):49-50.
[7]薛福连.发动机铸铁气缸体的冷焊修复[J].工程机械与维修,2008(9):152-152.
[8]郑卫华.模具的修复及冷焊设备的发展[J].现代制造,2004(9):58-60.
[9]徐世雄.柴油机缸体轴瓦座的冷焊修复[J].焊接,2000(1):42.
