脉冲式热封机的结构设计与试验研究
2014-05-10何立冬
曹 恒,何立冬,陈 诚
(华东理工大学 机械与动力工程学院,上海 200237)
0 引言
目前,我国塑料软包装行业的技术装备水平和研发能力有了很大的发展和提高。多层共挤技术得到了广泛的应用,有效地提高了功能性薄膜的产品性能。但是国内热封机的关键技术与发达国家相比较,例如与美国、德国和日本相比仍然有很大差距。美国在包装机械的研究生产中一直居世界领先地位,在脉冲热封机的设计方面也不例外。其研制的加工尺寸4m长的脉冲热封机,整个设备结构具有较好的刚度,通过温度等参数的液晶面板显示,能够使操作者直接观察工作过程时的状态,易于控制工艺质量。美国某公司热封机产品外观照片参见图1。德国作为传统的机械制造强国,其设计制造的热封机,操作方便、工作效率高、稳定可靠,但是由于其采用的是下压条向上加压的工作方式,在其动作时会导致待热封塑料件的移位,易于产生系统移动中的不稳定性。德国热封机结构参见图2。
有些国家例如日本等,为了提高压合质量,在小型脉冲式热封机采用下压条充气式方案。由于其上下压条的控制特点,对于控制系统精度要求较高,对设备维修的技术水平也较苛刻,目前日本的下压条充气式脉冲热封机单次单边热封长度只能做到2500mm,并且只能实现单边加热方式。日本单边充气式热封机照片与原理参见图3、图4。
图1 美国4m脉冲热封机 图2 德国脉冲热封机

图3 日本脉冲式热封机 图4 大尺寸热封原理图
迄今为止,无论是大直线尺寸的脉冲热封机还是一般用途的脉冲热封机,国外产品仅仅有几家大公司产品有温度传感器,而国内产品基本均不安装温度传感器。这是因为在大多数热封材料加工应用场合都不需要热封温度监测。只有在某些重要应用场合,才需要监测热封材料温度,精确控制对热封质量起着重要影响因素的热封温度。在大尺寸热封工艺中,为了控制封口质量,需要在整个长度上的压合面受力均匀,因此在设计制造中,控制好大尺寸型号脉冲热封机机械结构的刚度变形也非常重要。另外,在设计中,还需要考虑提高加热零部件更换维修的便捷性。
本文针对国内外同类产品的不足,设计了一台温度实时监测、上下压条同时加热的脉冲式热封机,为国内某型号大飞机隔音棉的制造提供了技术保障。
1 总体方案设计
总体方案设计步骤如图5所示。
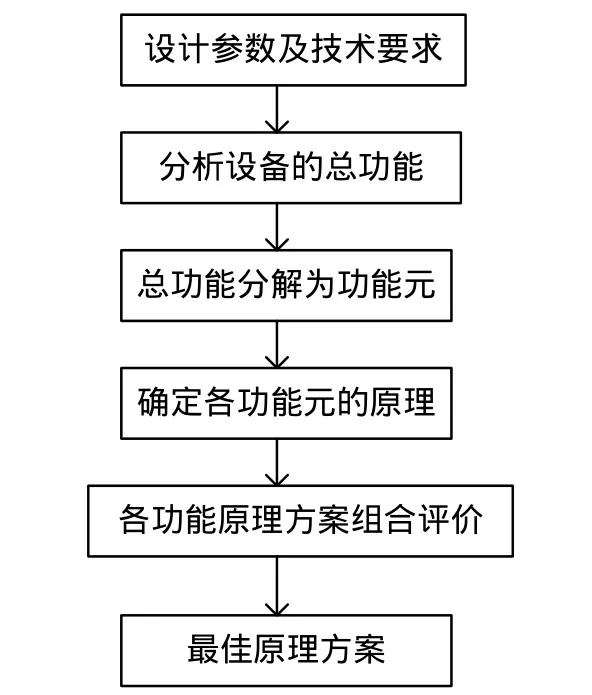
图5 总体方案设计步骤图
1.1 设计参数
1)外形尺寸要求4500mm×1000mm×2000mm,工作台面宽500mm,台面高度950mm。底座要有调平装置。要求最终设备在外形上具有独创性;
2)工作电压220V/50HZ;
3)采用双面热封形式,但必需分路可控,即上下可单独或同时加热;
4)有效直线热封长度4000mm,热封条宽度38-40mm,热封条4000mm长边平行度误差最多不超过2mm;
5)上下压条应平行且采用刚性较好的结构,保证工作时压条之间的压力分布均匀。上下压条宽度范围为50mm。热封工作时,上下加热条应能重合,无错位。加热条两端应设拉紧装置,保证加热条在工作状态都处于绷紧状态。热封条外面应设有防粘层;
6)对隔音棉面料进行热封后,有效热封长度上不存在拼接缝,并根据标准(粘合剂剥离阻力的标准试验方法(T型剥离))做热封性能(T型剥离)试验,每一英寸为一个点位。各点位的最小热封性能(T型剥离)误差不能大于0.5磅/英寸。此要求不能受热封时间或使用次数影响。
1.2 机械结构设计
外形脉冲式热封机整个外形尺寸为4500mm×1000mm×2000mm,工作台面宽500mm,台面高度950mm,底座有调平装置,该设备结构在外形上具有良好的刚度和稳定性,开放式的上罩板便于维修操作,脚踩开关位置设置符合操作工习惯。建模模型如图6所示。

图6 热封机三维模型图
外形脉冲式热封机的上护罩为了便于维修,拟采用可拆卸式设计方案。内部采用筋板连接,使其可以放置在装有气缸悬臂梁的主梁上。为了安装方便,外罩的前面板是由3块可拆面板组成,侧面是由1块可拆卸面板组成,后面由4块面板组成,利于现场操作工的安装维护和修理。并且侧面板、后面板上均开有散热孔,方便机器工作时散热。可拆卸外罩结构如图7所示。

图7 可拆卸外罩结构图
脉冲式热封机由于其工作面长度长,整个工作过程需要5个气缸同时向下动作共同完成。因此,需要在最边上两侧的悬臂梁上各设计一个导向机构,导向机构是由长法兰套筒、导向杆、固定装置组成,将长法兰套筒装在配有气缸的悬臂梁内部固定住,装上导向杆,通过固定装置将导向杆末端与上压条固定起来,从而左右两侧的导向杆对整个上压条的动作起到了导向的作用,将输出力与导向分开。导向机构安装位置如图8所示。

图8 导向机构示意图
脉冲式热封机工作面长达4000mm,且热封宽度为40mm。根据镍铬合金的热膨胀系数,受热后会有较大的变形量,因此在上下压条两侧设计有拉伸装置,拉伸装置与压条相对,仅固定留有一个方向的旋转自由度。拉伸装置与压条间有一个保持压力的压缩弹簧,一直处于压缩状态,当温度升高时,通过其补偿镍铬合金受热的变形量,从而保证在整个操作过程中镍铬合金处于张紧的状态。拉伸装置示意图如图9所示。

图9 镍铬合金热膨胀弹性拉伸装置图
1.3 热封机机架变形FEA有限元分析
由于热封机长度较长,工作时机架会产生变形,为了验证设计结构的可靠性,对机架进行ANSYS仿真计算。
设计对象主要由Q235和1060铝合金制造,仿真相关参数如表1所示。

表1 相关材料的参数
采用ANSYS软件,计算结果如图10所示。
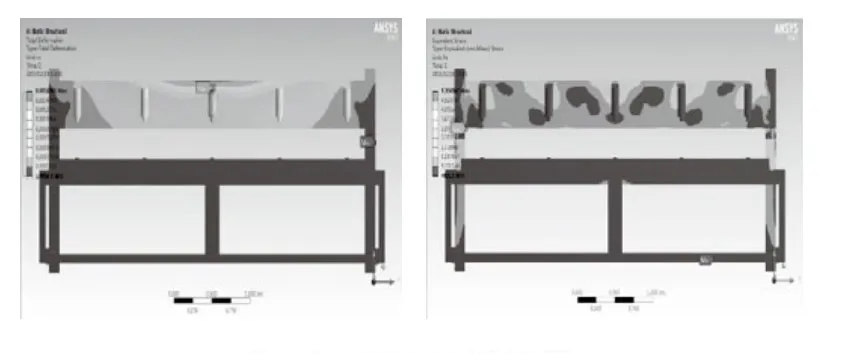
图10 FEA分析结果
本次设计不断对方案进行修改,并对改进的模型加以FEA分析,比较各方案,最终得到较优化的设计方案。最终选定方案为压头汽缸两端固定,后面有3米加强板,异型槽钢翼缘宽150mm,槽钢板厚为10mm。此时的最大变形处变形量为0.55mm,最大应力处应力为281MPa,总体应力为218MPa,完全满足设计要求。
2 电气系统控制方案
热封机电气系统主要有三大系统构成,温度控制系统、压力控制系统、时间控制系统。温度控制系统主要由温度传感器、温度控制器等组成,利用温度传感器实时检测热封温度,通过温度控制器对热封温度进行控制和调节;压力控制系统主要由气缸、空气压缩机、电磁阀、调压阀、截止阀等组成,主要通过压力调节控制热封压力和热封头运动的动力;时间控制系统主要由控制电路和继电器组成,主要对热封时间进行控制和调节,同时在热封机工作时对整个系统工作
进行控制。
热封机的电气控制系统的技术要求如下:
1)整个热封过程中,通过高精度温度传感器,对上下压条的温度进行实时监测,通过PLC显示于彩色触摸屏上,方便操作人员管理,以保证其热封时的温度稳定在0~300℃之间,不受使用时间和使用次数的影响,在有效加热范围内测量到的温度值与实际温度的误差不超过1℃;
2)整个热封过程时间为0~30S,按秒可调;
3) 设备操作面板带有10寸液晶显示屏,实时显示温度、压力、时间,单位英制和公制可切换。采用数字显示方法,可直接读数;
设计方案如图11所示。
3 试验结果及分析
影响热封强度的三大工艺参数是:热封温度、热封时间和热封压力。这三个参数决定了最后热封的质量,因此必须通过试验来选择最优的热封参数组合,已达到最佳的热封效果。
压头的平均工作压力受到外部供给气压的直接影响。热封机压头的平均压力设计值选用1.25kgf/cm2~2kgf/cm2,经试验完全符合设计要求。
热封时间决定热封温度,所以首先需对热封时间和热封时间关系进行试验。得到结果如图12所示。
3.1 试验过程
1) 试验设备。微机控制电子拉力试验机,用于测试材料剥离强度,如图13所示。
2) 试验样品。本试验采用高温耐火材料PL-908和PL-909,将热封试样沿胶合方向垂直的方向,裁剪成25.4mm(1英寸)宽的试样,如图14所示。
3) 试验方法。以试样的热合部位为中心线,展开成180°。 把试样的两端夹在拉伸试验机的两夹具上,应使试样纵轴与上下夹具中心线相重合,并要松紧适宜,以防止试样滑脱和断在夹具内。调整夹具距离,以150mm/min的实验速度拉伸。不断加大拉伸负荷,直到热封处剥离为止,读取试样剥离时的最大载荷,即为试样的热封强度。如果热封处未剥离或试样断在夹具内,则要重新测试。
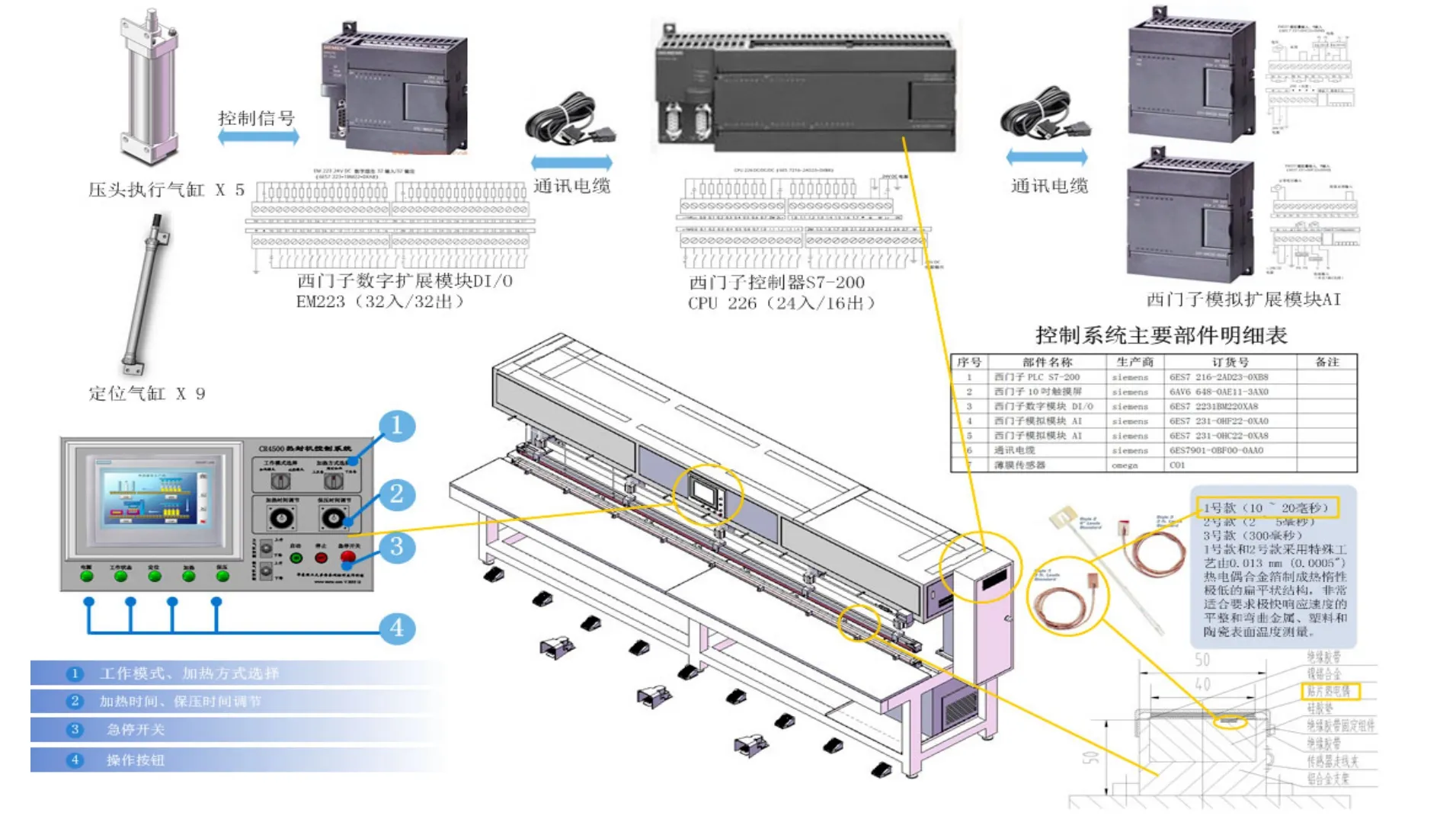
图11 电气控制系统设计方案总图

图12 热封时间与热封温度关系图

图13 微机控制电子拉力试验机

图14 试验样品
3.2 试验结果及结论
各温度下试样的破坏模式皆为界面剥离,所得的热封数据如表2所示,热封强度与热封温度关系如图15所示。
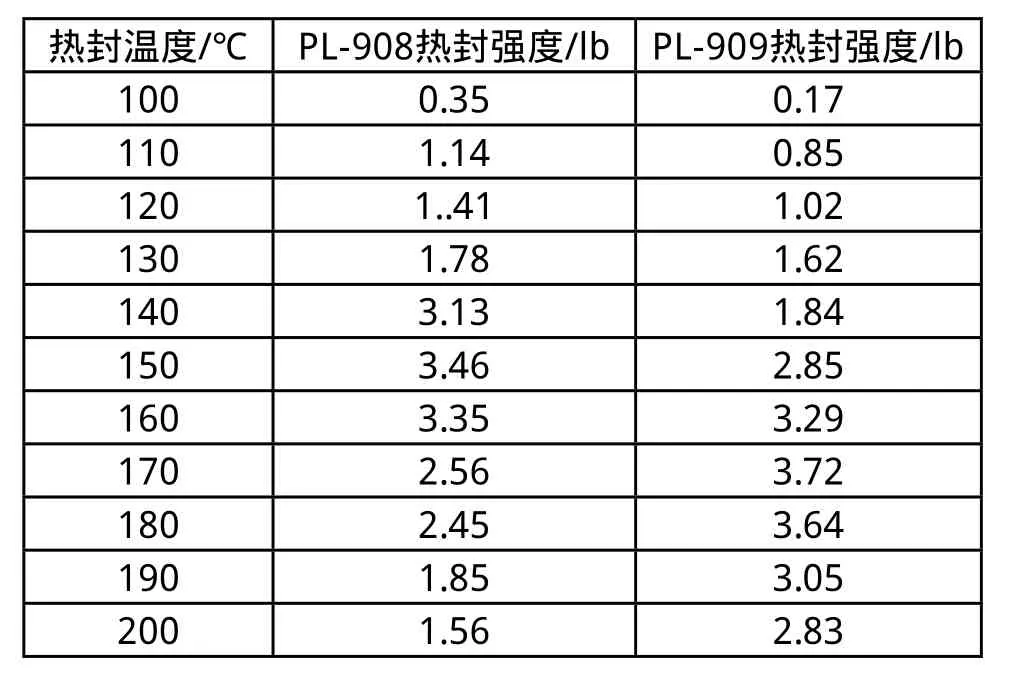
表2 PL-908和PL-909热封强度

图15 热封强度与热封温度关系图
由图可见,PL-908材料在150℃左右基本达到稳定,PL-909材料在170℃左右基本达到稳定,同时在达到稳定温度以后,随着温度的上升,热封区域的变形逐渐严重,进而影响了热封的强度和外观。所以这两种材料的最佳热封温度分别为150℃±5℃和170℃±5℃。
综上所述,PL-908材料的最佳热封参数可以选择为热封时间8s,热封压力0.2MPa,热封温度150℃±5℃;PL-909材料的最佳热封参数可以选择为热封时间10s,热封压力0.2MPa,热封温度170℃±5℃。
4 结束语
本文设计的某型号大飞机隔音棉脉冲式热封机,经过现场试验及调试,各项性能指标均符合企业的设计参数和技术指标,并制订了一套合理的热封时间、压力和温度的热封参数,在生产过程中大大提高了热封的工作效率和强度,有效的避免了热封过程中的封口破裂、热封强度差、封口不美观等情况。
[1] 王连杰,蔡建,黎明.现代武器装备对军品包装的要求及质量控制[J].包装工程,2005,(06):196-197.
[2] 赵美宁,王闯,王佳.塑料盒封口机自动控制系统设计[J].西安工业大学学报,2008,(1):18 -20.
[3] 何南至.发展进步的技术[J].包装纵横,2002(1):23-25.
[4] 梁艳娟.易爆物品盒封包装机的研究与设计[J].制造业自动化:2011(33).
[5] 杜玉宝,骆光林.浅谈包装材料热封性能的影响因素[J].塑料包装,2007,17(4):29-32.
[6] 马平东.塑料复合包装的热封性能和热封质量浅析[N].中国包装报,2004-12-27(6).
