浅谈BOPP生产线冷却设备的节能改造
2014-05-07郭锦贤
郭锦贤
(广东华业包装材料有限公司)
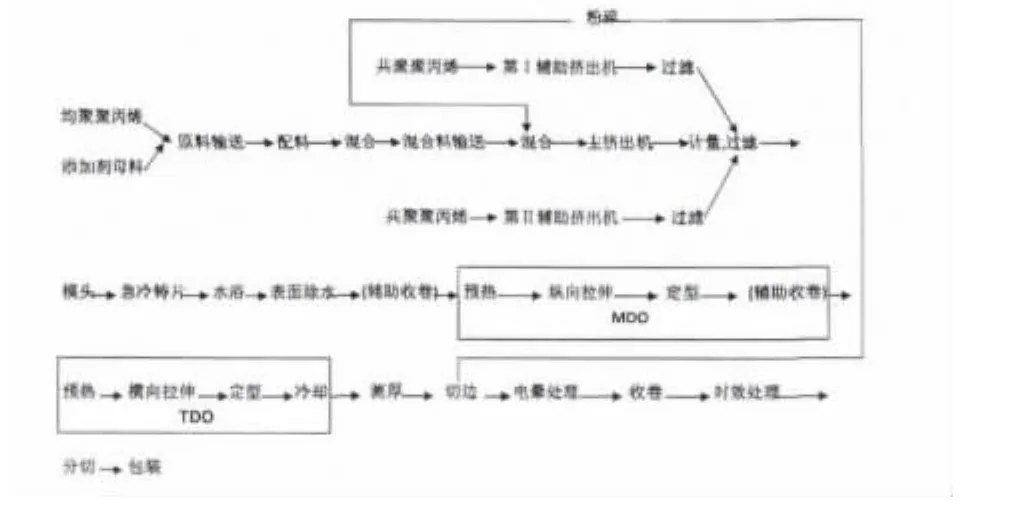
一、BOPP生产工艺流程简介
通过以上BOPP生产工艺流程,可以看出在BOPP生产需要的部分冷却主要是急冷辊和水槽的水(水浴)。
二、冷却设备对BOPP生产的影响
急冷辊温度由冷却设备控制,而急冷辊温度对BOPP生产和产品质量有着重要的影响。聚合物离开模头之后,借助附片装置的外力作用,迅速贴在低温、高光洁的冷却转辊面上,高温熔体和冷辊表面进行热交换,使熔体快速冷却。对于基层主料的结晶聚合物控制,关键在于控制片材的结晶度。结晶度过高会引起拉伸时破膜或者拉伸时薄膜雾度增大或薄膜表面粗糙度增大。但结晶度太低也会导致薄膜机械性能下降,刚度变差。一般来说,均聚PP这种结晶型高聚物片材的结晶情况,与冷却的速度有密切的关系。冷辊表面温度越低,热传导越快,或者片材贴附辊面越紧,熔体冷却速度越快,此时,片材结晶度小,有利于拉伸。当然温度太低也会使挤出片材在冷辊表面出现滑动或者翘曲,所以在辊面温度较低的情况下做适当的提高,还有利于挤出片材贴附表面,对于排除气体,防止气泡、波纹等表面缺陷有一定作用。冷辊温度的调整是需要考虑多方面的因素,比如原料种类、附片设备、片材厚度等等。总体来说,在生产BOPP薄膜时,在一定范围内,冷辊温度增加,拉伸强度下降,雾度增加。所以在较低温度下冷却,使片材结晶度小,对以后的拉伸有利。
三、冷却设备节能改造的意义
目前各BOPP企业主要使用冷水机组制取冷冻水后直接输送到生产线进行热交换来控制急冷辊温度。而冷水机组是个耗电大户。如一条产能为90吨/天的BOPP生产线需配套一台制冷量为250冷吨(883KW)的冷水机组方能保证正常生产所需冷冻水供应量。根据长期生产观察,BOPP日产量在80吨左右时,冷水机组的运行电流约为265A。按这种情况计算,该冷水机组每天耗电量为 265A*380V*1.732*24h=4185898Wh/天(约4186 KWh/天)。按电价0.7元/KWh计算,每天冷水机组使用电费为4186 KWh/天*0.7元/KWh=2930元/天,每生产一吨BOPP约需36.625元的冷却电费。对生产企业来说一笔不小的成本。故在不影响产品质量的前提下,对冷却设备进行节能改造既符合国家当前的产业升级政策,也减少了企业生产成本,提高了BOPP产品在同类市场上的竞争力。对企业的发展具有重大意义。
四、冷却设备的节能改造方案及可行性探讨
1.冷却设备使用现状
现阶段大部分BOPP企业使用冷水机组作为冷却设备,其系统循环一般如下:冷水机组系统(包冷却水泵和冷水机组配套冷却塔)制取冷冻水后直接将冷冻水输送到生产线急冷辊及水槽的换热器进行热交换,以控制急冷辊及水槽中水的温度达到生产工艺要求。具体如(图一)所示。

(图一)
2.冷却设备改造指导思想
冷水机组系统是整个冷却系统主要耗电部分,占整个冷却系统用电量的85%至90%,其余为冷冻水泵的耗电量。故节能改造的方向和重点是在不影响生产产量和产品质量的前提下尽量少用甚至不用冷水机组系统或通过技术手段在使用冷水机组系统的情况下减少能耗。简单地说就是要达到省着用或用着省的目的。由于设备制造技术和工艺的改进,目前市场上已有部分冷却设备制造商能制造出水温度低于当地、当时的湿球温度的高效低温冷却塔,这为冷却系统改造提供了技术物质基础。
3.冷却设备改造方案
1)改造方案一
在原来冷水机组作为冷却设备循环基础上直接将冷水机组的冷却塔更换成与原来循环水量相当的高效低温冷却塔,其他设备不改动。这样一来,由于冷水机组高压侧的冷却效果增强,在夏季冷却塔出水温度由约34℃降到约28℃,降低约6℃,冷水机组运行工况得到改善,同一台冷水机组在相同的蒸发温度的情况下,制取相同的制冷量需要的耗电量减少。以常用的R22冷水机组为例,在同样使用环境,制取相同的制冷量,使用高效低温冷却塔后制冷机组比原来可节省约15%的耗电量。
每天可节省电量4186 KWh/天*15%=627.9 KWh/天
按电价0.7元/KWh计算,每天冷水机组节省电费为 627.9 KWh/天*0.7 元/KWh=439.53元/天
按全年运行280天计算,每年冷水机组节省电费为439.53元/天*280天=123068元/年
2)改造方案二
在原来冷水机组作为冷却设备循环基础上将冷水机组系统更换成原来流量3-4倍的高效低温冷却塔,即原来的循环水量250吨的冷却塔必须更换成循环水量800吨的高效低温冷却塔。相应的冷冻水泵、输水管道、车间急冷辊换热器和水槽换热器也应配套进行更换。这时冷却塔出水温度能达到低于本地、当时的湿球温度1℃至2℃以下,在9月份至下一年的3月份期间能符合BOPP生产工艺要求。
原冷冻泵:循环水量为93m3/h;功率22KW。每天耗电量22KW*24h=528 KWh/天
更换后冷冻泵:循环水量为800m3/h;功率110KW。每天耗电量110KW*24h=2640 KWh/天
每天可节省电量4186 KWh/天+528 KWh/天-2640 KWh/天 =2074 KWh/天
按电价0.7元/KWh计算,每天冷水机组节省电费为 2074 KWh/天*0.7 元/KWh=1451.8元/天
按全年运行280天计算,每年冷水机组节省电费为1451.8元/天*280天=406504元/年
3)改造方案三
在原来冷水机组作为冷却设备循环基础上增加一台循环水量800吨的高效低温冷却塔和配套一台800m3/h水泵,并对原管道进行局部改动,由于高效低温冷却塔的出水温度较原冷冻水高,换热温差小,故需增大生产线急冷辊换热器和水槽换热器。具体如(图二)所示:

a)在气温较低的9月份至下一年的3月份期间可以完全关闭冷水机组系统,由新增高效低温冷却塔系统单独向生产线供冷。
新增冷冻泵:循环水量为800m3/h;功率110KW。每天耗电量110KW*24h=2640 KWh/天
每天可节省电量4186 KWh/天-2640 KWh/天=1546 KWh/天
按电价0.7元/KWh计算,每天冷水机组节省电费为 1546 KWh/天*0.7 元/KWh=1082.2元/天
按9月份至下一年的3月份期间运行140天计算,每年冷水机组节省电费为1082.2元/天*140天=151508元/年
b)在天气较为炎热的4月份至8月份期间可以由冷水机组系统单独向生产线供冷或由冷水机组系统和新增高效低温冷却塔系统同时运行联合供冷。视具体情况而定,以最节能作为选择依据。
4.冷却设备改造方案分析

5.结论
由上表分析可以看出方案三最优,方案一次之,方案二由于不能保证生产连续性不能采用。
[1]《制冷原理》殷浩徐德胜上海交通大学出版
[2]申长雨,陈静波,刘春太,李倩;塑料成型加工讲座(第十讲)塑料挤出成型工艺及质量控制[J];工程塑料应用;1999年12期
[3]胡小忠,柳和生,赖家美;聚丙烯薄膜的双向拉伸工艺研究[J];橡塑技术与装备;2004年04期
[4]赵鸿汉;节水、节能的玻璃钢冷却塔[J];中国建材;1982年03期
[5]尹燕平双向拉伸塑料薄膜北京化学工业出版社1999
[6]郭庆堂实用制冷工程设计手册 中国建筑工业出版社1994
[7]苏小德;徐懋功;;新型喷射冷却塔[J];给水排水;1981年01期