宽幅高速低雾度BOPP高收缩烟膜工艺研究
2014-05-07韦丽明
韦丽明
一、前言
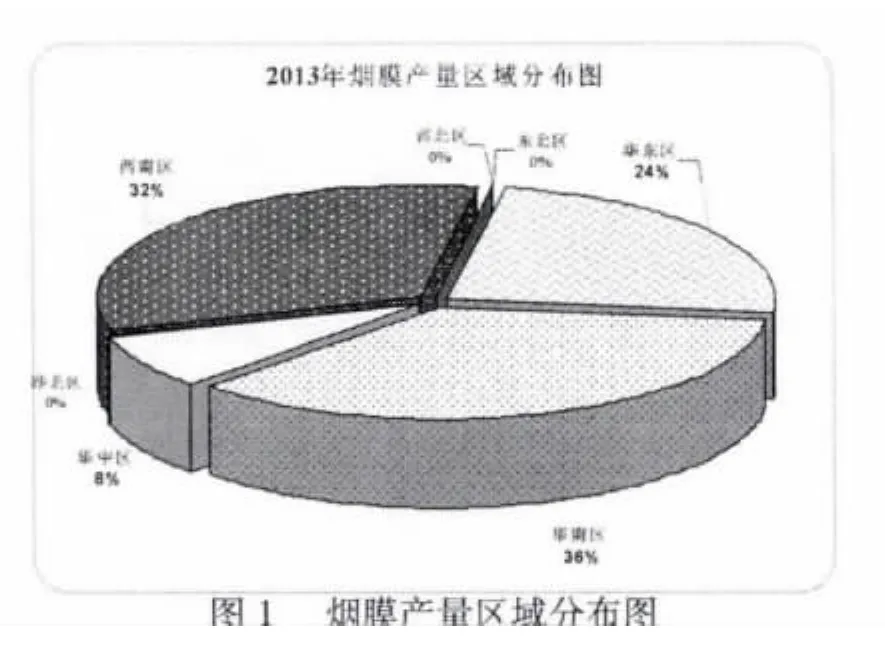
从上世纪80年代末,我国开始引进和研究BOPP香烟包装膜生产技术,经过二十余年的发展,烟膜的产量及质量已不可同日而语,获得巨大突破和进展。早期国内绝大多数收缩烟膜市场被ICI(1998年,英国帝国化学公司烟膜业务被比利时联合化工收购后,以UCB品牌进入中国)、Bimo、ILENE,ARLENE等国外品牌占领。直至1996年湛江包装、佛山塑料(现更名为佛塑科技)、海南塑胶(现更名为海南赛诺)生产的收缩烟膜开创了逐步取代进口收缩烟膜局面。1996年ILENE品牌所属的总公司在中国设立了云南昆岭、苏州昆岭,ILENE品牌烟膜开始本地化生产、销售。2013年末,全国香烟生产量约5000万大箱,约需各类香烟包装膜75000吨左右。除Innovia(2004年UCB被澳大利亚英诺收购)烟膜进口数量约为4000~5000吨(半成品)以及少量Bimo公司烟膜之外,国内烟膜市场现已几乎全部国产化。全国主要烟膜生产厂家及2013年末烟膜产量区域分布情况如下:

表1 2013年中国主要烟膜生产厂汇总表
2013年末国内烟膜总产量与国外烟膜进口合计数量超过了国内烟用包装市场实际需求量,这是因为BOPP收缩膜市场除了烟用包装外,应用领域还有方形盒装保健品、药品、茶叶、食品、娱乐用品等,例如方盒装避孕套大多采用BOPP中收缩或高收缩膜包装。
统计数据表明[1],BOPP烟膜产量相对于整个BOPP薄膜产量的比例比较小,仅约占3%左右。对于整个卷烟包装辅料,BOPP烟膜份额也是比较小的,仅占每包香烟成本的0.01元左右。但中国卷烟产量占世界卷烟产量的比例大,为国内烟膜市场发展造就了一定的空间。郑新章指出[2]2003年世界烟叶总产量537.14万吨(干重),中国烟叶产量为191.84万吨,约占35.72%。新控健康发展研究中心发布的中国年度控烟观察报告指出[3],自2003年至2013年我国卷烟产量增加近50%,占全球卷烟产量的43%,超过了全球另外9个烟草生产大国产量总和。
二、烟膜质量要求的变化
与90年代相比,卷烟生产厂对BOPP烟膜品质提出了更高的要求,主要原因有:
1、随着人们生活水平的提高,人们对各类商品的包装要求也提高了。商品外观带来的感观上冲击力,会引起消费者更高的购买欲望。因此烟厂对烟膜品质提出在不影响力学性能及热爽滑等性能的基础上,更低雾度、更高光泽度、更高收缩率等高要求;
2、烟厂为了提高产量和生产效率,采用了高速香烟包装机。90年代初,烟膜市场刚开始发展,香烟包装机的速度大约为150包/min~300包/min。目前国内常见的机型为 GDX1、GDX2、FOCKE、BE、GDH1000、GD2000 及 DT 等。卷烟包装机速度平均为400包/min,GDH1000型包装机速度为800包/min,FOCKE703型包装机速度更高达1000包/min。包装机速度越快,对烟膜的厚度均匀性、挺度、热爽滑等性能要求越高;
3、香烟软、硬盒比例发生改变。2002年,软盒:硬盒比例约为5.5:4.5;2005年,软盒:硬盒比例约为4.5:5.5,数量上硬盒的增长率超过20%;2013年末,软盒:硬盒比例约为3:7。硬盒要求使用高收缩烟膜,使烟盒包装更挺括、贴体、立体、美观。
烟厂对高收缩烟膜品质的高要求,主要表现在:厚度均匀性好、低雾度、高光泽、高弹性模量、高拉伸强度、低断裂伸长率、抗静电性能优良、低起热封温度及宽热封温度范围、高收缩率、高温爽滑性好。以雾度要求为例,90年代初期烟厂的入厂验收指标为2.0%左右,现在普遍要求高收缩烟膜雾度应达1.0%及以下,部分烟厂要求为0.9%及以下。
80年代末,国内烟膜制造公司大多引进了4.2m幅宽的低速BOPP生产线,设备老化及产能过小,已无法满足目前市场需要。近几年烟膜厂纷纷引进了高速宽幅的BOPP生产线取代4.2m低速线,如何在高速宽幅线上生产出既不对拉伸强度、断裂伸长率、挺度、热爽滑性、热收缩性等物理性能有负面影响,又达到降低雾度、改善光学性能的高品质烟膜,是烟膜厂急需解决的课题之一。
光学性能是BOPP香烟包装膜的重要控制指标。光学性能包括光泽度和雾度。光泽度主要反映薄膜表面的平整程度和对光线的反射特性。雾度是指透过试样而偏离入射光(5°角)方向的散射光通量与透射光通量之比(用百分数表示)。影响光学性能因素很多,工艺及配方都会影响薄膜光学性能。
尹燕平研究指出[4]配方是薄膜光学性能的重要影响因素。
1、迁移型添加剂影响。随着时间推移,迁移型添加剂逐渐向薄膜表面迁移集聚,造成光学性能劣化,光泽度变低、雾度变大。温度越高,迁移型添加剂的迁移速度越快,光学性能劣化越快。
2、抗粘连剂影响。无定形无机(合成或天然硅石)、球形微珠、球形有机(PMMA)抗粘连剂具有优异的抗粘连性,但作为异相体,会改变薄膜对光线的反射和折射特性。二氧化硅(SiO2)等无机抗粘连剂具有非常好的抗粘连作用,但对于薄膜的光学性能是最大的破坏者,而且随着用量的增加,光泽度和雾度劣化程度急剧加速[5]。
3、硅硐类爽滑剂影响。硅酮类爽滑剂与PP的相容性不好,过量或者局部分布不均的硅酮都可能引起薄膜出现白纹等外观缺陷[6],对薄膜的光学性能有负面影响。
聚丙烯(PP)是一种半结晶型聚合物。研究表明[7]将半结晶聚合物熔融挤出并高速拉伸,让熔体在较高的拉伸应力场下结晶,而后在熔点以下的温度进行热处理,即可得到具有垂直于挤出方向而又平行排列的片晶结构的硬弹性材料。在硬弹性材料制备过程中挤出温度、拉伸速率、拉伸比、冷却温度、热处理温度和时间、热定型时拉伸速率和拉伸倍数等参数都对硬弹性材料及制品的形态、结构和性能有重要影响[8,9,10,11]。在 BOPP薄膜的加工过程中,PP在力、热和电场等的作用下,经历了复杂的取向和结晶的变化,拉伸取向引起晶片倾斜、滑移延展,原有的晶片被拉伸细化,重排为取向态,形成取向的折叠链晶片、伸直链晶或球晶转变为微纤晶状结构等。PP聚集态结构中的取向和结晶将对 BOPP薄膜光学性能、力学性能起决定性影响[12]。
本文主要研究在不改变原材料及配比的基础上,通过改进6.6m宽幅高速BOPP生产线工艺,拉伸取向工艺,使PP结晶微细化、均质化,达到改善烟膜光学性能效果,制得超低雾度高收缩烟膜。
1.试验
1.1 试验原料
21微米BOPP高收缩烟膜,其结构如图1,配方见表2。

图2 BOPP高收缩烟膜结构图

表2 生产用料
1.2 主要设备及仪器
(1)BOPP高收缩膜生产设备:德国布鲁克纳双向拉伸聚丙烯薄膜生产线,宽幅6.6m。
(2)拉伸试验机:英国LLOYD公司LRX01/2005
雾度计:日本Nippon Denshouk公司NDH2000;
光泽度计:日本Nippon Denshouk公司VG2000;
烘 箱:日本Especcorp公司PH-101;
摩擦系数仪:英国HANATEK公司AFT
1.3 BOPP烟膜生产工艺流程
配比混料、投料(不同挤出机分开投料)→挤出→铸片→预热→纵向拉伸→定型→预热→横向拉伸→定型→冷却→收卷→时效→半成品分切→成品分切→包装→成品出厂
1.4 BOPP烟膜测试方法
(1)膜样测试环境状态调节,参照GB/T 2918-1998《塑料试样状态调节和试验的标准环境》。
(2)基本物性测试,参照YC/T 266-2008《烟用包装膜》。
2.结果与讨论
2.1 拉伸倍率和拉伸温度对雾度的影响
为了制得理想的强化薄膜,拉伸取向过程中,温度、拉伸比、拉伸速度等工艺参数的控制非常重要[13]。无论是纵向拉伸比,还是横向拉伸比,对薄膜制品的物理机械性能都有重大的影响。在一定的温度条件下,拉伸比愈大,薄膜分子取向度愈大[9]。拉伸取向导致分子链规则排列,产生均相晶核,诱导拉伸结晶,形成串晶互锁结构,可以大大提高取向方向 PP的力学性能[14]。双向拉伸也可以使PP中可能产生的较大颗粒晶体破碎,从而减小晶体尺寸,提高透光率,降低雾度。如 PP经双向拉伸后,雾度下降 50%[15]。在其它工艺不变的情况下,我们进行了提高MDO、TDO拉伸倍率及降低拉伸温度对比试验。
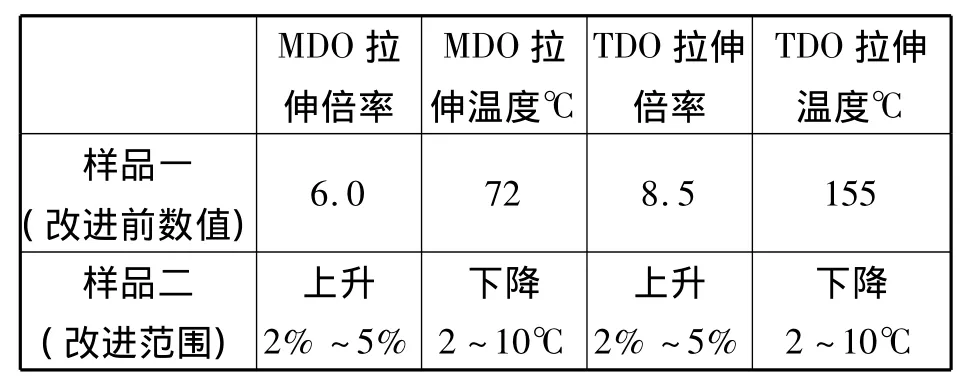
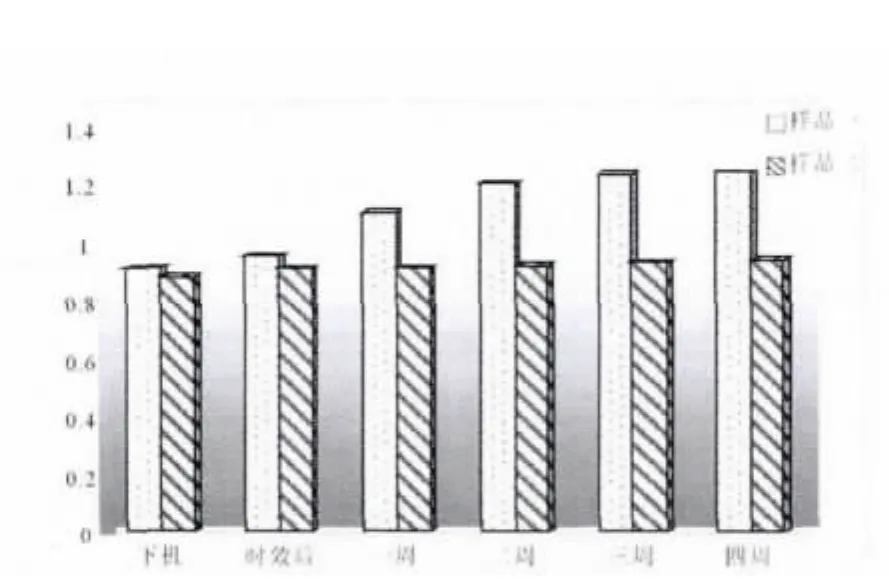
图3 拉伸倍率及拉伸温度与雾度变化关系图
结果表明:样品一下机雾度大,随着库存时间推移雾度变大的趋势更明显。样品二下机雾度低,随着库存时间的推移,雾度基本没有发生变化。
2.2 横拉定型温度对雾度的影响
BOPP薄膜拉伸取向的过程实质上是薄膜内部球晶的形变过程。De Aries[16]在研究 BOPP薄膜的性能与结构时指出,双向拉伸膜的结晶度较高,结晶相存在显著的平面取向。杨慧娴等指出[17]在对高聚物进行双向拉伸取向时,高弹态下的取向能够促进高聚物的结晶,使高聚物结晶度提高,薄膜内部的球晶逐渐变成微纤结构排列起来,非晶区同时趋向有序化。BOPP薄膜的非晶区取向能够在很大程度上影响其力学性能,薄膜平面中非晶区的取向与晶区相比,要低得多,而且更加不平衡。在横拉后热处理定型阶段,为了提高刚性和强度,要求产生并加速结晶。但在热拉伸取向的同时,也存在着解取向的趋势,因此拉伸之后应迅速降低温度,以保持高分子链的定向程度[12]。从PP的聚集态结构本身的变化来看,由于在较高的温度下,PP更易结晶形成大的晶体结构,也可对薄膜的光学性能造成负面影响。因此快速低温定型可使结晶晶粒均质化、微细化,从而改善薄膜光学性能。在其它工艺不变的情况下,我们对设备进行了特殊改造,进行降低横拉定型温度对比试验。
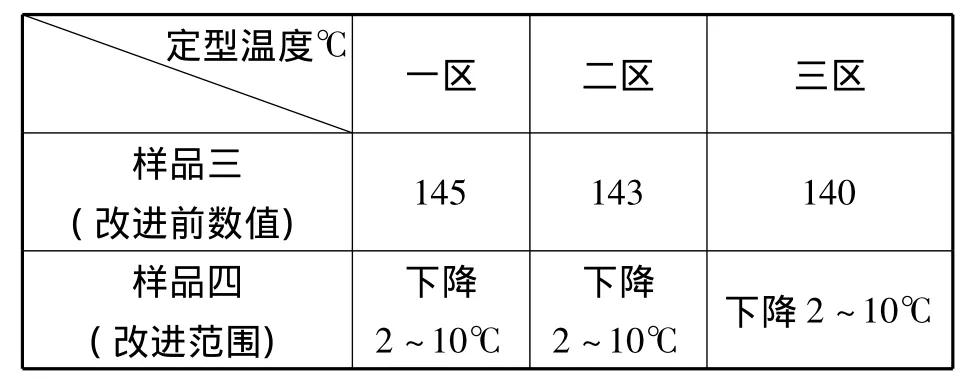

图4 改进横拉定型温度后雾度变化图
结果表明:样品三下机雾度大,随着库存时间推移雾度变大的趋势更明显。样品四下机雾度低,随着库存时间的推移,雾度基本没有发生变化。
2.3 横拉出口冷却温度对雾度的影响
段为等进行了35℃和15℃冷却温度比较试验[18]研究结果表明冷却温度影响聚丙烯薄膜结晶、形态和拉伸性能。低温冷却条件下结晶度更低,结晶尺寸更均一,拉伸强度低。因此,需要根据经验,调整合适的冷却温度,在不影响拉伸强度的前提下,获得均一的结晶尺寸,从而改善光学性能。在其它工艺不变的情况下,我们在横拉出口增加特殊装置,并进行了雾度变化跟踪对比试验。


图5 改进横拉出口冷却温度后雾度变化图
结果表明:样品五横拉出口膜面温度高,雾度随着库存时间推移而变大的趋势更明显。样品六横拉出口膜面温度低,随着库存时间的推移,雾度基本没有发生变化。
我们注意到,2.1~2.3试验,薄膜储存四周后表面没有起霜,表明储存后期雾度变大并非是由于迁移型添加剂大量迁移集聚薄膜表面引起雾度严重劣化。研究表明[19]薄膜在存储过程中的再结晶导致晶型和晶体大小的变化也可能对薄膜的光学性能产生一定的影响。
3.结论
(1)拉伸倍率与拉伸温度:较高拉伸倍率与较低拉伸温度的样品雾度低。且随着时间的推移,雾度没有发生明显的劣化。
(2)横拉定型温度:较低横拉定型温度的样品雾度低。且随着时间的推移,雾度没有发生明显的劣化。
(3)横拉出口冷却温度:较低横拉出口冷却温度的样品雾度低。且随着时间的推移,雾度没有发生明显的劣化。
[1]韦丽明.2013年末大中华区BOPP包装薄膜产能与产量统计表
[2]郑新章.烟草的发展历史与发展现状[OL].http://doc.mbalib.com/view/4759c762db8beea0bd4b6d12ab03e19d.html,2006-06-13/2014-05-01
[3]金振娅.我国卷烟产量占全球近五成吸烟人群逾3亿[N/OL].http://tech.gmw.cn/2013-12/04/content_9694021.htm,2013-12-04/2014-05-01
[4]尹燕平.双向拉伸塑料薄膜[J].化学工业出版社,1999
[5]Gonda V.E.,Thomas K.,Andreas S..New Highly Efficient Silica Anti-blocking Aids for PE and PPFilms[J].Journal of Plastic Film and Sheeting,2000,16(2):155-168.
[6]涂志刚,张莉琼,蒋建平 等.BOPP薄膜光学性能的时效性及影响因素[J].塑料科技,2010,38(6):58-61
[7]李笑喃,刘鹏波.聚丙烯在拉伸力场下的结晶行为和力学性能的研究[D].四川:四川大学高分子研究所,2007.
[8]Noether H D,Whitney W.X-ray diffraction and morphology of crystalline 'hard 'elastic materials.Polymer,1973.2:991--998
[9]杜强国,徐国锋,于同隐.硬弹性高分子材料[J].高分子材料科学与工程.1986,2:1-6
[10]杜强国,林明德,于同隐.硬弹性聚丙烯弹性的结构特点.复旦学报,1986,25(4):375-382
[11]Takeji Hashimoto,Kikuo Nagatoshi,et.a1.Deformation mechanism of“hard elastic polyethylene films”,Polymer,1976,17(12):1063-1069
[12]吴增青,涂志刚.BOPP薄膜生产过程中的取向与结晶[J].包装工程,2002,23(4):35-36
[13]吴耀根,郑少华,王云等.专利[P],CN1169911A.
[14]申开智,胡文江,向子上等.聚丙烯在单向拉伸力场中形成双向自增强片材及其结构与性能的研究[J].高分子材料科学与工程,2002,18(1):145.
[15]李军,王文广,高雯.塑料透明改性[J].塑料科技,1999,129(1):21.
[16]De Aries A.Structure and Properties of Uni and Biaxially Oriented Polypropylene Films:Part 2:Mechanical and Other End-Use Properties[J].Pure Appl.Chem.,198 2,54:647.
[17]杨慧娴,刘光烨,李荣勋.全同立构聚丙烯拉伸过程中球晶形变机理的研究进展[J].中国塑料,2003,17(6):2-8
[18]段为,戴文利,付卓.冷却温度对聚丙烯薄膜结晶、形态和拉伸性能的影响[J].塑料工业,2011,39(5):71-73
[19]Yuksekkalayci Celal,Yilmazer Ulku.Effects of Nucleating agent and Processing Conditions on the Mechanical,Thermal,and Optical Properties of Biaxially Oriented Polypropylene Films[J].Polymer Engineering and Science,1999,39(7):1 216-1 222.