挤压加工对谷物早餐粉膳食纤维成分和物理性质的影响
2014-05-03姜启兴许艳顺王海鸥
张 颍 姜启兴 许艳顺, 石 勇 王海鸥
ZHANG Ying 1 JIANG Qi-xing 1 XU Yan-shun 1,2 SHI Yong 2 WANG Hai-ou 1
(1.江南大学食品学院,江苏 无锡 214122;2.好想你枣业股份有限公司,河南 新郑 451100)
(1.School of Food Science and Technology,Jiangnan University,Wuxi,Jiangsu 214122,China;2.Hao Xiang Ni Jujube Co.,Ltd,Xinzheng,Henan 451100,China)
为满足消费者对健康方面日益关注的要求,众多食品生产商都在寻找向产品中添加功能性配料的方法。有研究[1]表明,可溶性膳食纤维(solutable dietary fibre,SDF)可以增加食物在肠道内的过渡时间,延缓胃排空和减缓葡萄糖在小肠的吸收,降低血清胆固醇;不溶性膳食纤维具有高持水性,食品中含有充足的不溶性膳食纤维(insolutable dietary fibre,IDF)时能够减少肠道输送运转的时间,因其具有上述功能性,膳食纤维常被用于缓解一些疾病症状,如糖尿病、动脉粥样硬化和结肠癌等。
谷物早餐粉是经过预煮和进一步加工的谷物。通常采用牛奶或水对其进行冲调,短时内达到粘稠的糊状后便可食用。最早的谷物早餐食品是在1863年由Jacrson研制出的granula。此后,谷物早餐食品的配料也不断变化,由原来的以单一谷物配方变成现在的以谷物为主要原料复配添加多种辅料,如豆类、薯类、鱼肉、果蔬粉、麸皮、果渣、矿物质、维生素等,在改善产品风味的同时更提升了营养价值。
本研究拟选用粳米和赤小豆为主要谷物原料,以枣渣作为膳食纤维的主要来源,添加适量的红枣和红莲子,采用挤压加工法制作高膳食纤维谷物早餐粉。利用中心组合设计试验,以响应面分析法研究挤压加工参数对产品膳食纤维成分和物理性质的影响,以最终确定早餐粉的最适挤压加工条件,为早餐粉的工业化生产提供参考。
1 材料与方法
1.1 原料
大米、赤小豆、莲子:购于无锡某农贸市场;
小红枣:产地山东;
枣渣:红枣浸提后的残渣用湿法超微粉碎后干燥制得。
1.2 仪器设备
双螺杆挤压机:PTW-24/25D型,美国热电公司;
双螺杆自动进料器:DDSR20N-PRISM 型,德国Brabender公司。
1.3 试验方法
1.3.1 挤压加工 采用双螺杆挤压机进行挤压加工,其参数为:螺杆外径24 mm、螺杆长径比25∶1、圆形模头、模口直径6 mm,螺杆转速为0~300 r/min可调,加热温度为常温至200℃。
1.3.2 试验设计 采用可旋转中心组合设计方法[2,3]进行试验设计。在预试验的基础上,选取合适范围的进料速率、进料水分含量、末区温度和螺杆转速为自变量,每个变量5个水平。具体的参数水平见表1。
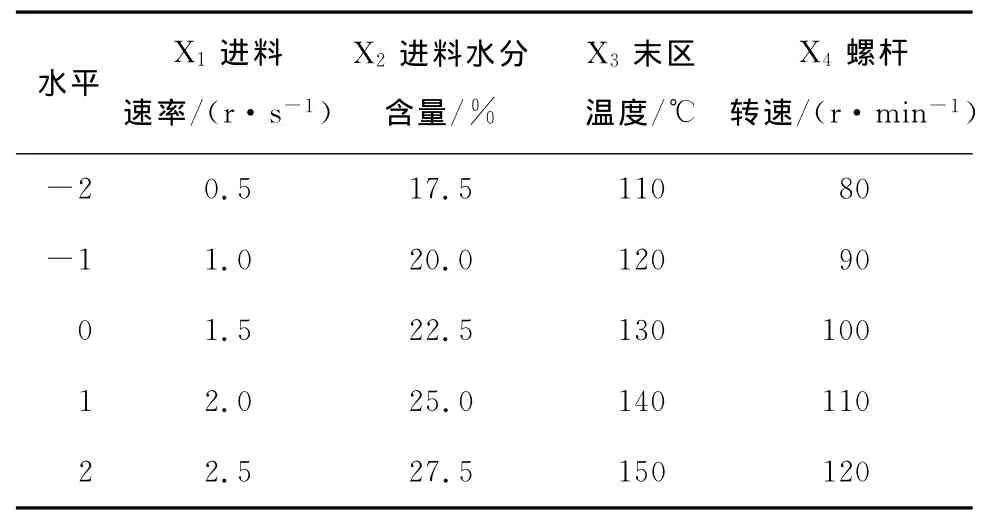
表1 中心组合设计的变量表Table 1 Design of variables by central composite design
采用Design-Expert.V8.0分析软件对数据进行分析处理。产品性质(膨化度、糊化度、WAI、WSI)、可溶性膳食纤维含量和不溶性膳食纤维含量与加工变量的关系用二级多项式回归模型表示:

1.3.3 分析方法
(1)可溶性膳食纤维和不溶性膳食纤维含量测定:参照GB/T 5009.88—2008。
(2)膨化度(expansion ratio,ER)的测定:以挤出物横截面的直径与模口直径的比值表示,直径用游标卡尺测量,每组样品随机测量20次,取平均值[4]。计算公式:

式中:
ER——膨化度;
D——样品直径,mm;
D0——模孔直径,mm。
(3)吸水性指数(water absorption index,WAI)和水溶性指数(water solubility index,WSI)的测定:取1 g样品至已称重的带盖离心管中,加水30 m L后剧烈振荡使样品均匀分散于水中。于30℃水浴下放置,每5 min振荡1次,使样品粉末尽量维持悬浮状态,30 min后取出。4 000 r/min离心30 min,以上清液测定其水溶性指数,以沉淀物测定其吸水性指数[4]。计算公式:

式中:
WAI——吸水性指数,g GEL/g;
WSI——水溶性指数,%;
m1——下层沉淀的质量,g;
m2——上清液干重,g;
m——样品干重,g。
2 结果和讨论
按照中心组合试验设计方案,共进行了30组处理,其中中心点进行6次重复试验,其结果见表2。
采用Design-Expert.V8.0分析软件对试验数据进行统计分析,获得挤压加工过程中加工参数与产品性质和可溶性、不可溶性膳食纤维含量的拟合模型,结果见表3。
2.1 挤压加工参数对产品中膳食纤维成分的影响
2.1.1 挤压加工参数对IDF含量的影响 挤压加工参数对IDF含量的影响见图1。
由图1(a)可知,产品的IDF含量随挤压螺杆转速的变化而变化,在螺杆转速100~105 r/min之间有一个最小值。这是由于在螺杆转速低时,不断增加螺杆转速,增强了螺杆对原料的机械剪切作用,IDF中的糖苷键断裂,释放出更多的可溶性成分,发生了IDF向SDF的转化。而随着螺杆转速的进一步增加,物料在机筒内的滞留时间缩短,所受的机械剪切作用减弱,导致IDF的含量逐渐回升。随着进料水分的减少,IDF也下降,这可能是由于水在挤压中起到了润滑的作用,随着水分含量的增加,螺杆和机筒对物料的机械剪切作用减弱,IDF分解的程度降低。
由图1(b)可知,产品的IDF含量随末区温度的升高而降低。高温可以促进不溶性大分子物质熔融、断裂,使立体微孔网状结构的亲水基团暴露数量增多,纤维素、木聚糖等不溶性纤维裂解为可溶性小分子的速度加快[5]。当温度较高和螺杆转速较低时,IDF含量较小,这可能是由于IDF受到的热作用和机械剪切作用较为剧烈,导致IDF糖苷键的断裂,分解成较小的成分。
2.1.2 挤压加工参数对SDF含量的影响 挤压加工参数对SDF含量的影响见图2。由图2可知,产品的SDF含量在中等的螺杆转速(100~105 r/min)和中等的末区温度(130~135℃)下达到了最大值。这可能是因为随着温度的升高,膳食纤维中的不可溶部分受到的热作用加剧,IDF中的糖苷键断裂成较小的分子成分,转化成了SDF。但随着温度的进一步升高,生产的小分子成分进一步分解成单糖等更小的分子,不能通过醇沉的方法测得,造成SDF含量降低。而产品SDF随螺杆转速的变化出现了最大值,可能是由于在螺杆转速较小时,不断增加的螺杆转速增强了螺杆对原料的机械剪切作用,IDF中的糖苷键断裂,分子转化为可溶性的膳食纤维。而随着螺杆转速的进一步增加,物料在机筒内的滞留时间缩短了,所受的机械剪切作用反而减弱,因而由IDF转化来的SDF减少了,SDF的总含量开始降低。

表2 中心组合设计试验结果Table 2 Result of central composite design
2.2 挤压加工参数对产品物理性质的影响
2.2.1 挤压加工参数对膨化度的影响 挤压加工参数对膨化度的影响见图3。
由图3(a)可知,膨化度随水分含量的增加而降低。这是由于水分含量的增加不但意味着将物料加热成熔融态需要消化更多的热量,降低了机筒内促进地方膨化的蒸汽压,而且还使产品挤出模孔时仍含有较多水分,产生收缩,从而进一步降低了膨化度。由图3(b)可知,末区温度对膨化度影响趋势也受进料水分含量的影响。在较低的水分含量下,膨化度随末区温度的升高而升高,而在较高的水分含量下,膨化度随温度的升高而降低。这可能是在较高的水分含量下,由于水的润滑作用使物料与机筒和螺杆之间的摩擦力减小,物料受到的剪切作用小于低水分含量下的,从而使得物料形成的熔融体的黏度较大,导致其内部水分受热产生的压力小于水气周围的压力,以至于束缚了物料的膨化。
表3 产品性质的回归模型系数Table 3 The regression coefficients of properties of extruded products

表3 产品性质的回归模型系数Table 3 The regression coefficients of properties of extruded products
方程的显著性水平为+P<0.05,++P<0.01,+++P<0.001;系数的显著性水平为*P<0.05,**P<0.01,***P<0.001。
参数 Y1+++ Y 3+++ Y 4++ Y 6+++ Y 7+++常数项 6.652 6.828 437.017 3.518 8 5.689 7进料速率(X1) 0.028 0.155 9.933 0.001 4 -0.002 3进料水分含量(X2) 4.935*** 0.172 10.989 -0.141 0*** 0.121 7***末区温度(X3) 0.163* 0.128 8.167 0.108 9*** -0.162 5***螺杆转速(X4) 0.026 2.178** 139.394** 0.063 9** -0.041 3**X 1 X 2 0.009 0.744* 47.610 0.025 9 -0.024 2 X 1 X 3 0.003 0.001 0.003 -0.048 9* 0.028 2 X 1 X 4 0.008 0.426 27.248 0.001 6 -0.046 3**X 2 X 3 1.010*** 0.529** 33.872** 0.210 1*** -0.208 8***X2 X4 0.157* 1.953 124.992 -0.129 9*** 0.156 2***X 3 X 4 0.017 0.544 34.810 0.024 9*** 0.353 8***X 21 0.001 - - 0.012 3 -0.002 3 X 22 0.006 - - -0.017 5 0.020 4 X32 0.281*** - - -0.127 4*** 0.011 7 0.012 - - -0.256 4*** 0.252 1***R 2 0.953 9 0.980 9 0.647 0 0.975 2 0.990 6模型失拟项的P值 0.230 5 0.213 3 0.127 0 0.047 2 0.047 5 X 24

图1 挤压加工参数对产品IDF含量的影响Figure 1 Effect of processing variables on the content of IDF
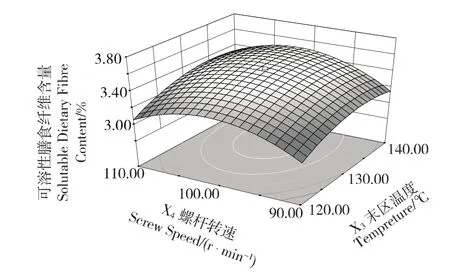
图2 挤压加工参数对SDF含量的影响Figure 2 Effect of processing variables on the content of SDF
2.2.2 挤压加工参数对 WAI的影响 挤压加工参数对WAI的影响见图4。
由图4(a)可知,在低进料速率下,WAI随温度的升高而降低;在高进料速率下,WAI随温度升高而增加。这可能是由于在较高的进料速率下,随着温度的升高,发生了蛋白质变性、淀粉糊化和粗纤维的溶胀等现象,这些现象使分子结构更加伸展,与水结合的能力增强,从而提高了 WAI;而在较低的进料速率下输送至机筒内的原料较少,随着温度的升高,机筒内的温度设置不但足以使原料中的淀粉发生糊化,还会使糊精化现象加剧,淀粉分子进一步溶胀分裂为小分子物质,结合水的能力减弱,因此降低了 WAI。Altan等[6]在有关大麦—西红柿渣挤压产品的研究中也发现WAI随温度的升高而降低,他们将这种变化归因于随着温度的升高淀粉发生了分解、降解或糊精化。
由图4(b)可知,在较低的末区温度下 WAI随螺杆转速的增加而略微增加,而在较高的末区温度下,WAI随螺杆转速的增加而大幅度降低。这表明螺杆转速对WAI的影响取决于末区温度的高低,可能是由于在较低的末区温度下,双螺杆挤压机机筒内的热作用比较温和,随螺杆转速的增加原料中的不同成分受到的机械剪切作用不断增加,分子结构逐渐变得更加伸展,暴露出更多的亲水基团,因此提高了WAI;而在较高温度下,机筒内的热作用比较剧烈,随着螺杆转速的增加,原料与机筒壁和螺杆之间的摩擦力增加进而加剧了热效应。在这种机械剪切作用和热作用都不断加剧的条件下,淀粉分子糊精化程度加深,更多的淀粉分子变得可溶[7],大分子结构遭到破坏,样品中水溶性物质的量会增加,因此降低了WAI。
2.2.3 挤压加工参数对 WSI的影响 WSI用来作为分子成分降解程度的指标,测定的是挤压后从淀粉中释放的可溶性成分[2]。加工参数对WSI的影响见图5。

图3 挤压加工参数对膨化度的影响Figure 3 Effect of processing variables on expansion ratio

图4 挤压加工参数对WAI的影响Figure 4 Effect of processing variables on water absorption index

图5 挤压加工参数对WSI的影响Figure 5 Effect of processing variables onwater solubility index
由图5(a)可知,在较高的螺杆转速下 WSI随水分含量的增加而增加,而在较低的螺杆转速下,WSI随水分含量的增加而降低。这可能是因为在较高的螺杆转速下的机械剪切作用较强,随进料水分含量的增加原料中淀粉的溶胀程度也增加了,受较高的剪切作用由溶胀后的淀粉降解的可溶性成分也增加了,因而提高了WSI;而在较低的螺杆下淀粉受到的机械剪切作用较弱,溶胀后的淀粉降解程度较小,因而WSI较小。
由图5(b)可知,WSI随螺杆转速的增加而增加。这是因为,增加螺杆转速提高了机械剪切作用,加剧了原料中各种成分分子的破裂程度,将大分子分裂为具有较高溶解度的小分子,更多的淀粉变得可溶,样品中的水溶性物质增加[4]。Ng等[8]在对洋葱下脚料综合利用的研究中也得出了相似的结论。由图5(b)还可以看出,在较高的螺杆转速下 WSI随末区温度的升高而增加,在较低的螺杆转速下这种增加的现象不明显。这可能是由于在较高的螺杆转速下升高末区温度,即在螺杆转速的高剪切效应与温度不断升高的热效应的协同作用下,加剧了原料中淀粉分子、蛋白质分子等的降解,淀粉发生了糊精作用和淀粉解聚现象,从而降低了直链淀粉和支链淀粉链的分子量[9],提高了 WSI。
3 结论
通过挤压加工技术加工高膳食纤维含量的谷物原料,能够使产品产生较好的质构性质,并能促进原料中IDF向SDF的转化,实现对膳食纤维的改性。降低温度和进料水分含量都会大幅度提高膨化度,但进料速率或螺杆转速对膨化度的影响较小;中等螺杆转速、中等末区温度和低进料水分含量时,最有利于产品中IDF向SDF的转化。在中等进料水分含量、中等末区温度和中等螺杆转速下,WAI均能达到最高值,而WSI却在较高的温度和中等的进料水分含量下达到最大值。综合产品的各种指标及尽量降低生产能耗,得到最佳加工条件:进料水分含量为20%,末区温度为130℃,螺杆转速为100 r/min,进料速率为1.0 r/s。
1 于康.膳食纤维及其在慢性疾病防治中的作用[J].中国食物与营养,2006(1):49~52.
2 杨文雄,高彦祥.响应面法及其在食品工业中的应用[J].中国食品添加剂,2005(2):68~71.
3 M A Larrea,Y K Chang,F Martnez Bustos.Effect of some operational extrusion parameters on the constituents of orange pulp[J].Food Chemistry,2005(89):301~308.
4 Qing-Bo Ding,Paul Ainsworth,Andrew Plunkett,et al.The effect of extrusion conditions on the functional and physical properties of wheat-based expanded snacks[J].Journal of Food Engineering,2006(73):142~148.
5 刘婷婷,张传智,浦静舒,等.双螺杆挤出工艺对米糠可溶性膳食纤维含量的影响[J].食品科学,2011,32(24):41~45.
6 A Altan,K L Mccarthy,M Maskan.Effect of extrusion cooking on functional properties and in vitro starch digestibility of barleybased extrudates from fruit and vegetable by-products[J].Journal of Food Science,2009,74(2):77~86.
7 Paul Ainsworth,Senol Ibanoglu,Andrew Plunkett,et al.Effect of brewers spent grain addition and screw speed on the selected physical and nutritional properties of an extruded snack[J].Journal of Food Engineering,2007(81):702~709.
8 A Ng,S Lecain,M L Parker,et al.Modication of cell-wall polymers of onion waste III.Effect of extrusion-cooking on cell-wall material of outer eshy tissues[J].Carbohydrate Polymers,1999(39):341~349.
9 L A M Pelembe,C Erasmus,J R N Taylor.Development of a protein-rich composite sorghum-cowpea instant porridge by extrusion cooking process[J].LWT-Food Science and Technology,2002(35):120~127.