基于JIT生产的车间配送体系优化研究
2014-04-29蔡松林湛任远
蔡松林 湛任远


[摘要]本文以某机电设备制造公司的JIT车间配送体系为研究对象,通过现场调查和数据统计分析、线路制图仿真等研究方法,对现有的车间配送体系如何优化提出了改进建议,并进行了初步的投入产出分析。
[关键词]JIT;车间配送;优化;效果分析
[中图分类号]F253 [文献标识码]A [文章编号]1005-6432(2014)10-0022-02
1 某机电设备制造企业车间配送情况及解决思路
1.1 车间配送任务总体特点
该车间定制生产服务的JIT配送,属于机电设备生产行业的零部件配送。由于产品是定制生产,差异性很大。JIT配送强调准时定量,即配送中心要在生产部门规定的时间,将正确的产品按准确的数量送到指定的车间。
该企业车间JIT配送不利因素:配送时间紧,要求下单后两小时送到;配送任务量大,每天配送中心要接收完成四次配送任务,分拣任务繁重;配送产品多,易出错;配送目的地局促,为厂区车间生产线旁边狭窄地段。有利因素是:任务下达有规律,随生产时段均匀变化;配送目的地和出发点相对固定;具体配送物料的需求量多寡有一定的规律。
1.2 车间配送物料线路的特点
车间配送线路的不利因素:由于配送物料种类繁多,依据配送目的地划分的线路错综复杂,基本是每一个特定的配送线路由特定的配送队伍负责。
有利因素:单次配送主要是点对点的配送,单次配送任务配送线路简单,重复频率高,配送任务始终保持稳定,随意性小。
我们对九个配送小组进行研究,根据每个小组的配送任务量,物料的物理特性及物料的配送容器、线路,从整体上找出配送线路的优化办法。
1.3 配送任务的执行小组情况
目前配送管理以物料特点分为钣金配送组和构件配送组两个部门。这两个组下面又划分为九个小组进行更加细化的配送。其中钣金配送组又分为4个小组——钣金部件库、钣金组、装箱组、板材;构件配送组又分为5个小组轿底配送组、轿架配送组、踏板配送组、标准件、构件部件库。每个配送小组位于不同的仓储,配送的物料各有特点。
2 配送数据的调查及问题分析
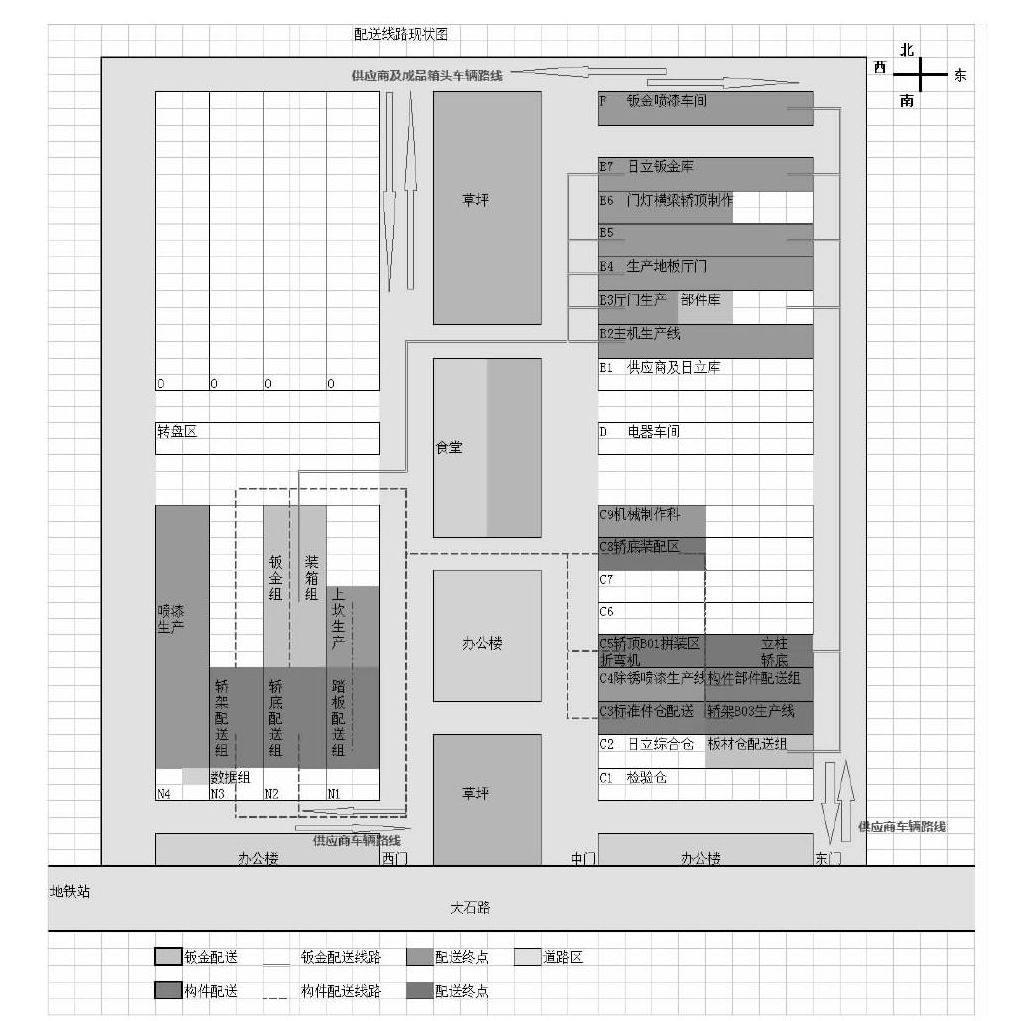
2.1 配送线路示意图(见图1、表1)
配送任务起始点调查:①物料配送起始点9个,用现场配送小组的名称表示,见配送示意图,用不同的颜色表示。②调查配送点常见配备人员人数、岗位名称(结合已有的人员名单表),主要的配送物料。③配送物料特点。④该配送起始点对应的终点位置及配送频率和量的大小。
配送终点调查:①用生产线名称表示,标以不同的颜色以示区别。②调查该配送终点常配的工作人数,岗位名称(可结合已有的人员名单表),主要的生产成品。③配送需求物料的特点。④调查配送终点进行配送的所有起始点频率和数量。
配送线路的标示如图2所示:线路的区分及走向。
2.2 配送任务分析表
配送任务调查数据见表1,根据表1中每条车间配送线路的配送物料对象特点,配送任务量多少,我们制定出相应的优化方案,见表1中所列出的最后一列数据信息。
3 配送线路绘制及问题分析
结合配送示意图及配送任务分析表。我们可以分析,配送线路存在以下问题:
一是钣金配送的线路迂回现象。现有规划钣金配送的终点主要集中于E仓,造成装箱组和钣金组(起点在N仓)执行配送任务时,迂回线路长度达总线路的1/3。
二是构件配送的线路迂回现象。现有构件配送的终点主要在C仓。造成构件配送的装箱组和钣金组(起点主要在N仓)执行配送任务时,迂回线路长度达总线路的1/3。
三是配送线路和成品运输互相干扰,影响相互效率。①受避车等影响配送快捷出入受影响。②暴露在风雨中生产质量受影响。
以上问题会影响配送的合理化:
①配送单位成本的上升。1/3路程消耗,包括油料、叉车及人员的损失。②叉车司机繁忙时完成任务。③客户满意度不高。由于人员紧张,忙中出错,配送物料错误。达不到生产线要求。
4 配送优化方案的提出
解决方案应结合车间布局改造优化,涉及起点位置选取,优化配送线路;并针对车间配送的线路简单及重复率高的特点,逐步选择智能AGV配送体系,对现有人员岗位分配、设备使用、分拣效率等问题进一步优化。
4.1 配送线路优化方案
(1)钣金配送线路的优化。由图2可知,现钣金配送的终点主要集中在厂区的东侧E车间。如果将N2的钣金及装箱配送移动至C6、C7(该车间停产),将消除钣金的线路迂回问题。
(2)部件配送线路的优化。现部件配送的终点生产线主要集中在厂区的东侧C车间。如果将轿架C3仓的B03生产线,C5轿顶B01拼装生产线,C8轿底装配生产线移动至O仓(停产),构件部件库撤回N仓,从N仓直送O仓将基本消除构件的线路迂回问题。
4.2 利用智能AGV配送体系逐步取代现有人工叉车配送体系
(1)AGV小车取代人工叉车的可行性
智能AGV小车工作原理:该小车装备有电磁或光学等自动导引装置,能够沿规定的导引路径行驶,具有安全保护以及各种移载功能的运输车,工业应用中不需驾驶员的搬运车(又称无人搬运车)。该企业配送属于单次点对点的配送,线路简单,重复频率高,配送任务始终保持稳定,随意性小,改造具有可行性。
(2)智能AGV小车的线路改造
钣金配送线路改造,可对C、D、E仓中间结合部改造,改造工程量很小,改造后钣金配送可从C仓送到E仓,实现车间内全程运行;部件配送改造,可对N、O仓中间结合部改造,改造后,部件配送可从N仓送到O仓,实现车间内全程运行。
(3)智能AGV小车车型的选取
根据实际线路改造情况,逐步为各个小组配备不同型号的AGV小车(见表1)。
5 优化方案的效果分析
5.1 线路优化的投入分析
(1)投入:配送起点仓库的改造成本,配送路况改造的成本,AGV小车改造成本
(2)预期产生效益:
1)减少人员、油料成本
AGV改造使一线叉车手减少十几个;AGV到终点后,可以自动上货,减少配送终端的上货架工作人员的岗位;减少迂回线路1/3对应的油料。
2)提高配送效率
AGV配送可改变15分钟完成一辆叉车的配送,同样时间,可发5辆车,提高了配送效率。并且可以方便快捷的通过改变电磁轨道的走向和运行程序改变生产路线。如果结合配送分拣体系的电子标签拣选改造,可以成倍提高配送的效率。从而使得人员数量精干够用。
3)充电自动化减少人员维护
当AGV小车的电量即将耗尽时,它会向系统发出请求指令(技术人员可设定某个值),请求充电或者更换备用蓄电池。
4)技术含量高改变企业形象
AGV小车的技术含量可以提高客户对公司的认可度,从而提高企业的形象,并可以以此申报高科技企业的创新基金。
5.2 客户满意度分析
上述改造方案的实施,最大程度上发挥了人员和设备的优势,减少了人为错误的发生,使得配送现场管理衔接紧密,有序运行,从而提高了客户满意度。参考文献:
[1]蔡松林,方轮.基于定制的电梯成品仓储方案的研究[J].物流技术,2013,5.
[2]史晓原.基于联合库存的配送模式在汽配供应中的研究[J].流通经济,2012,2.
