一种自动收卷条状热熔胶粘剂新设备
2014-04-29张建
张建

摘要:提供1种自动收卷热熔胶粘剂的新设备,适用于所生产的圆条状热熔胶粘剂在检测合格后,即刻收卷到特制的线盘上,多层整齐排列,在达到设定的长度后停止收卷,更换新盘。所研制的设备已经用于实际生产,效果良好。
关键词:热熔胶粘剂;PLC控制;自动排线收卷
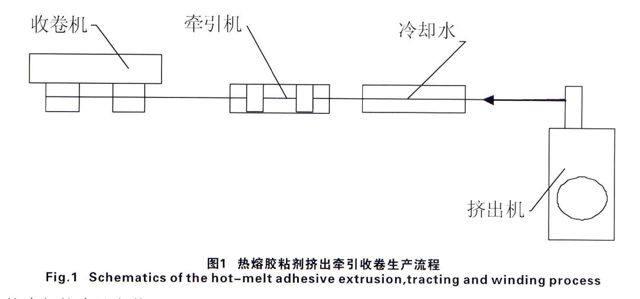
由图1可见,挤出机挤出的条状热熔胶粘剂经冷水槽快速冷却,再由滚筒式牵引机牵引成形,通过调节牵引速度动态控制胶条直径,使其保持在合格公差范围内,经检测合格后放行,由专用的收卷机收卷,达到一定长度(重量)后,停止收卷,人工剪断胶条,完成换盘、重量校核。其中作为关键设备之一的产品盘收卷机,其性能不仅直接影响整条生产线的胶条收卷,而且还影响产品盘的收卷效果。目前国内热熔胶化工企业产品盘的收卷装置,只是借助电工行业电线电缆生产的专用辅助设备即机械工业部JB1291—73单螺杆塑料挤出机的排线装置,由于所绕制的对象不同,其机械式排线机构间隙大,传动部分容易磨损,调整繁琐,虽然排线跟踪收线,但由于排线螺距与实际线条直径不一致,导致胶条排列不紧密,从而造成胶条排线凌乱,收线效果差等缺陷暴露无遗。另外,以数控电路为控制元件的电子自动计米排线器[1],由于所采用的数字电路现已淘汰,配件很难再从市场上买到,给生产和维修造成困难。
1 自动收卷条状热熔胶粘剂的新设备
1种新型热熔胶粘剂胶条产品盘收卷设备结构见图2,它由定位机构、检测机构、排线机构、收卷机构、控制系统和机架等组成。当胶条直径处于合格范围时,在线检测装置予以放行,由1台PLC控制器同时控制2台步进电机,1台步进电机通过精密丝杆驱动排线机构,另1台步进电机驱动收线机构同步工作,以基本相同的张紧力将胶条卷绕到产品小盘上,得到排线整齐,长度基本一致的产品盘。
1.1 定位机构、检测机构
通常热熔胶粘剂胶条在收卷时,有一定幅度的弹性跳动,用定位部件将这些动能吸收,有利于定径机构更准确地检测胶条的直径。其结构见图3之1。检测机构用于检测胶条的外形,确保胶条的外形符合产品形状公差要求。其结构见图3之2。当胶条的外形有气泡或瞬间凸出,检测机构及时卡住胶条,并触动紧急停车装置,使排线及收卷装置停止工作,及时报警要求人工处置。
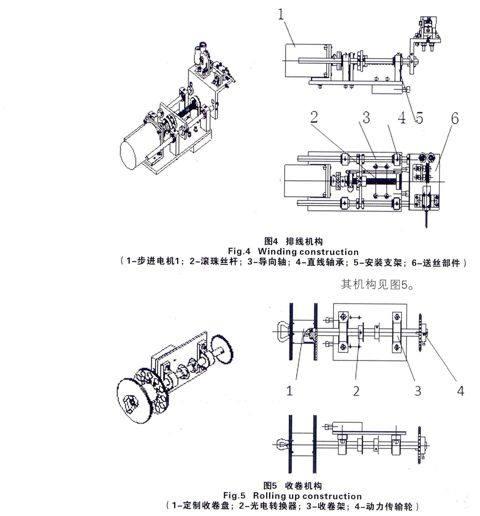
1.2 排线机构
在胶条收卷过程中,对应收线速度,在收卷轴的轴向有一个排线的速度,此速度过慢,收卷的胶条就会挤压,甚至叠加爬高,使排线不能整齐。若过快,收卷的胶条没有贴紧挨着排线,留下的间隙被后面收卷的胶条填补,造成后面的一层排线高低不齐,从而造成整个产品盘收卷都不整齐。因此排线速度与收线速度相匹配至关重要。排线机构见图4。排线机构由步进电机1、滚珠丝杆、导向轴、直线轴承、安装支架和送丝部件组成。步进电机1的步距角是0.9°,每400个脉冲使电机旋转1周,直接用联轴节连接滚珠丝杠,滚珠丝杠的螺距是4 mm,则螺母移动4毫米所需的脉冲数是:400个。排线机构移动4 mm需400个脉冲。这里还要解决的是胶条起始和结尾的加工工艺,就是要注意在产品盘中一层卷绕满后,自行返程卷绕下一层,胶条从一层爬上第2层,不能塌陷,也不能高起,不然再后面几层胶条的收卷就会随之低陷或隆起,外观不整齐。
1.3 收卷机构
其机构见图5。
由PLC控制的步进电机2(参见图5)通过件4链轮将动力传递给定制收卷盘1,并通过与定制盘同轴的2个光电转换器监测定制盘起始位置和转过的卷数,且这2个参数在操作面板上可根据需要设置,从而保证收卷机构的转动与排线机构的移动同步对应,也即每400个脉冲使步进电机2的轴转动1周,从而带动收卷盘同步转动1周。因胶条的直径是4 mm,因此,收卷盘每收卷1圈,排线机构需同步等距移动4 mm。由同1个控制器同时向步进电机1、2的驱动器发送脉冲,以保证这2个电机同步。另外,胶条的排线应具有一定的张紧力,使胶条能紧挨着整齐密排。
1.4 控制系统
电气控制的流程见图6。
本系统采用ARM结构嵌入式低功耗CPU为核心,主频400 MHz嵌入式工控机,通过RS485总线连接复绕PLC(XC3)、文本显示器(OP320A)、测径仪等。组成一主从测控系统,完成收卷速度、排线速度、节距、圈数、直径检测、定量(或定长)停机等一系列操作。
2 结论
所研制的设备已经用于某公司的热熔胶粘剂生产中,经连续1年多的生产实践,该套设备结构设计合理,使用方便,效果良好。
参考文献
[1]张文明.电子自动计米排线器:中国专利,ZL88221071.8[P],1990-08-15.
[2]成大先.机械设计手册第1卷[M].第4版.北京:化学工业出版社,2004.
[3]成大先.机械设计手册第2卷[M].第4版.北京:化学工业出版社,2004.
