基于实例推理的钣金件数控切割工时估算*
2014-04-28蒋麒麟薛小强李翔英
蒋麒麟 薛小强 李翔英
(①南京航空航天大学机电学院,江苏 南京210016;②南京工程学院机械学院,江苏南京211167)
钣金工艺中最重要的3 个步骤是切割、冲裁和折弯,数控切割是钣金件制造过程中一个极其重要的环节。在大批量制造环境下,对钣金件快速、合理、高效地数控切割是钣金件后续加工工艺的重要前提,同时也是钣金件产品制造过程中工艺设计、工时与成本估算的一个重要基础。
1 钣金件数控切割与工时估算概述
钣金件数控切割工艺一般由3 部分组成,分别是预热打孔、切割和空行程,其利用数控切割机,根据不同的零件、具体的加工工艺编写数控代码,对已在整块钣金件上排样好的零件轮廓进行自动切割。钣金件的数控切割主要使用4 种切割方法[1]:(1)气体火焰切割;(2)等离子弧切割;(3)激光切割(如图1);(4)高压水射流切割(如图2)。


工时估算是生产经营管理的主要基础工作之一,它是掌握生产进度情况、安排生产计划、进行成本核算的基础。在生产调度中,要利用零件的工序工时信息确定供货期和原材料需求计划;在车间管理中,要利用零件的工时信息合理地分配工人和加工设备的任务;在生产控制中,通过利用工时和材料定额来控制各加工设备资源和物料的消耗;工时估算也是产品成本计算与报价和工人工作业绩考核的主要依据[2-3]。
2 CBR 方法基本原理
基于实例的推理(case - based reasoning,简称CBR)是人工智能领域中较新崛起的一种重要的基于知识的问题求解和学习方法,自上世纪80 年代出现以来,已被广泛应用于设计、工艺过程规划、故障诊断、分析和决策支持等领域。在大批量定制领域,CBR 主要被应用于产品配置和工时与成本的快速估算之中。通常,CBR 工作被描述为一个推理循环,这个循环包括6个部分,分别是[4]:
(1)表示(render):对目标问题进行特征描述。
(2)检索(retrieve):从实例库中检索与目标问题最相似的实例。
(3)重用(reuse):将最相似实例的解决方案应用于目标问题。
(4)修正(revise):为了适应新问题,需要时对目标实例的实际数据进行修改。
(5)评价(remark):对修正结果进行一定的测试、评定。
(6)保留(retain):方案确定生效后,将新实例保存在实例库中。
CBR 系统中的关键步骤是如何正确有效地表示实例以及实例特性的描述、实例库的组织和检索、实例的匹配与重用、实例的更新和维护。
在一个CBR 系统中,实例库将随着应用的积累而不断扩大,因此,如何在一个大型数据库中高效地检索目标实例是成功应用CBR 的关键之一。实例的检索策略主要有以下几种:最近邻策略、知识归纳策略及知识引导策略。目前应用最广泛的就是最近邻策略(the nearest neighbor method,NNM),通常用公式表示为[5]:

式中:T表示目标实例,S表示实例库中的源实例,n表示每一实例所包含的特征个数,i∈[1,n];f是目标实例T和源实例S中特征的相似性函数;ω 表示的是特征i的重要性权值,即权重系数,。计算得到的相似度(similarity)越高,则表示匹配程度越好。
3 CBR 方法在数控切割工时估算中的应用
3.1 切割工时的相似性机理
对于大批量生产的钣金件,由于加工工时数据具有重用性,因此,可以采用相似实例零件的典型工时来推算产品族中新零件的工时。零件工时的重用性主要是由其相似性所决定的。从机械加工工时计算的角度出发,零件的相似性主要包括以下内容[6]:
(1)零件结构的相似性。在一个零件族中,不同零件的加工工艺都是基本相同的。尽管其几何尺寸、精度要求、重量以及细节结构等不尽相同,但是其总体结构具有很强的相似性,零件结构的相似性带来工艺的相似性。
(2)加工过程的相似性。对于不同切割加工设备、不同材料、不同厚度的钣金件,其一般工步都是上料-装夹-空行程-预热-打孔-切割-空行程-卸夹-下料,这种周而复始、循环的、极其相似的加工过程是本文使用CBR 方法的重要原因。
(3)制造资源的相似性。零件的制造资源主要是指加工设备以及技术工人。对于多数制造企业而言,加工设备通常更新周期比较长,上岗技术工人的技术水平也比较稳定,因此,制造资源也具有相似性。
(4)制造环境的相似性。制造环境主要是指影响加工工时的企业环境,如库存地点、厂房布局、设备维修和后勤保障等。对于同一个企业,这些情况往往变化不大,因此,零件制造环境同样具有相似性。
3.2 切割工时估算实例的表示
根据钣金件数控切割的特点,结合各种主要切割方法,可确定影响切割工时的7 个主要因素,分别是:附加工时、切割轮廓总周长、喷嘴空行程总长度、匀速切割速度、空行程速度、单个孔预热打孔时间和打孔点个数。对每一个评价指标,根据其具体的物理意义,对应着一系列的评价值,如:对于“匀速切割速度”这一评价指标,不同的零件厚度,对应着不同的评价值。由此,切割工时实例可表示为:

式中:T为切割工时实例;f为附加工时(包括准备时间、上下料时间等);c为切割轮廓总周长;s为喷嘴空行程总长度;υ 为匀速切割速度;υ'为空行程速度;p为单个孔预热打孔时间;为n为打孔点个数。
3.3 实例相似程度的定量表达
在定量表达零件加工工时相似程度的过程中,本文使用模糊层次分析法建立模糊判断矩阵。模糊层次分析法(fuzzy analytic hierarchy process,F-AHP 法)[7]是一种定量与定性相结合的多目标决策分析方法。这一方法的核心是将决策者的经验判断给予量化,从而为决策者提供定量形式的决策依据。其主要思想为:对于一个复杂的多规则评价问题,可将评价指标和评价对象划分成多个层次,对同一层次上的元素,通过指标之间的两两比较,对系统中各指标的重要程度给予评判,组成模糊判断矩阵,并利用这种评判结果来综合计算各指标的权重系数。
模糊判断矩阵是一个n×n的对称矩阵,矩阵的行、列数等于评价指标的个数。根据心理学家提出的“人区分信息等级的极限能力为7 ±2”的研究结论,F -AHP法在对指标的相对重要程度进行测量时,引入了九分位的相对重要的比例标度,标度及其值如表1 所示。

表1 标度及其值
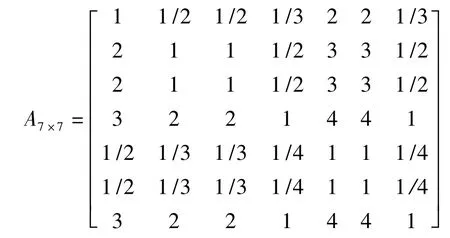
在征求工程师与专家意见的基础上,通过对上述影响切割工时的7 个主要评价指标的分析、对比,确定模糊判断矩阵A 如下:
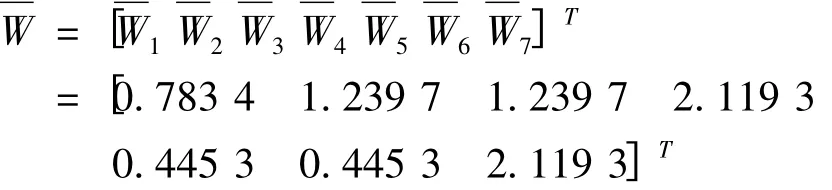
设为列向量的第i个元素,并将判断矩阵A第i行的几何平均值作为:

则得向量
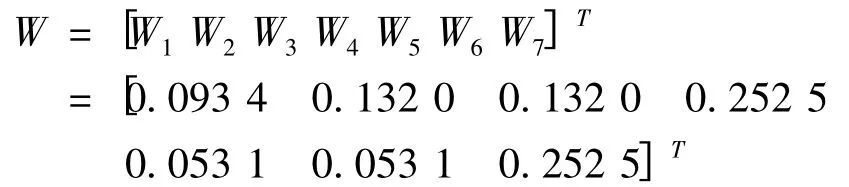
将向量作归一化处理,即令

得权重向量
显然,有

获得工时估算主要评价指标的权重系数之后,根据相关系数法,即夹角余弦算法,可得到两零件加工工时的相似度。相关系数法公式为[8]:

式中:r为估算零件与实例零件的相似度值;m为评价指标数量(本文中m=7);Wi为每个评价指标的权重;Xc为实例零件评价指标值;Xd为估算零件评价指标值;设定阈值R∈(0,1),只有在估算零件与实例零件相似度值r>R时,实例零件的结果值才被调用。
3.4 指数平滑法修正实例
指数平滑法是一种在逐次实际观察基础上,全面地对某一预测模型的估计系统进行修正的预测方法。该方法的特点是以预测对象的前期实际值和前期的预测值为基础,经过修匀处理后得到本期的预测值,指数平滑法的通用递推公式如下[9]:

式中:F为预测值;Y为观察值(实际值);α 为平滑系数,其取值范围为0≤α≤1;t为时间序列。
从式(7)可以看出,它是一种以时间定权的加权平均预测,每一递推观察值的加权系数[α,α(1 -α),α(1 -α)2,…]按指数规律递减。工时估算过程中,以产品的相似度取代指数平滑法中的时间维作为加工工时相似排序的新方法,从而使指数平滑法能够科学地应用于相似产品的工时估算。平滑系数α 的确定可采用经验准则法、最小变异系数法、0.618 优选法和自适应选取法等多种方法[9]。由此,相似件的切割加工工时估算值为:

3.5 切割工时估算示例
设估算零件切割工时估算评价指标值分别为f=1,c=1450,s=350,υ =60,υ' =90,p=3,n=6,某实例零件相应的值分别为f=0.5,c=1890,s=70,υ=80,υ' =100,p=3,n=15,根据式(5)中的结果,代入式(6),可得估算零件与某实例零件的相似度值为0.733(计算过程略。)
设定匹配阈值R为0.7,检索实例库中相似实例。若无满足条件实例,有两条途径,一是依照式(9)计算切割工时,二是降低阈值,重新检索。对于第一条途径,可通过ObjectARX 编程按步骤计算即得结果;对于第二条途径,依照指数平滑法修改检索到的符合条件的实例。利用指数平滑法修改实例时,结合匹配阈值来选取实例(一般R≥0.6)。平滑系数的确定采用经验准则法,当时间序列波动不大时,α 值一般在0.05~0.3 之间选取,时间序列波动较大时,α 值一般在0.3~0.7 之间选取[10]。根据工时估算的特点,经过试算,选取α=0.5。
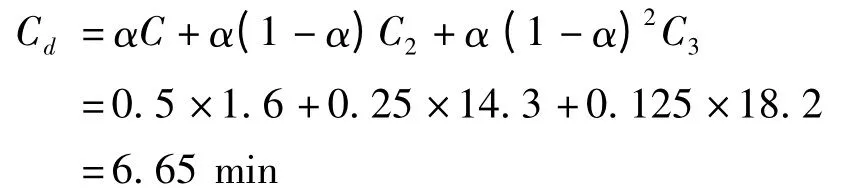
若大于匹配阈值的实例个数为3,相似度分别为0.749,0.823,0.775,工时值分别为1.6 min,14.3 min,18.2 min,则计算得到的估算零件的加工工时为:
在估算新零件加工工时的过程中,若实例库较小,或阈值较高,难以检索到合适的匹配实例,则可直接提取切割工程图中的几何元素,按下式计算切割工时:

式中:a为准备工时;t0为上下料与装夹时间;c为切割轮廓总周长;s为喷嘴空行程总长度;υ 为匀速切割速度;υ'为空行程速度;p为单个孔预热打孔时间;n为打孔点个数。
对于固定的切割设备和一定材质、厚度的钣金件,其a、t0可通过定额工时很方便地获得,υ、υ'、p用户可根据具体情况确定,c、s、n可从工程图中直接提取。图3为基于实例推理的钣金件数控切割工时估算流程。

4 结语
通过分析钣金件数控切割加工工艺过程,建立了钣金件数控切割工时计算公式,将钣金件数控切割工时表示为实例,运用CBR 方法,检索并修正相似实例,在多品种、大批量生产环境下,推理、估算钣金件数控切割加工工时。
工时估算与定额是企业生产管理工作中获得基础数据的方法之一,是企业编制主生产计划、合理组织制造活动的前提,是改进生产技术、挖掘劳动潜力、提高劳动效率的重要手段,同时也是企业内部进行成本估算、评价经济效益的重要依据。工时定额文件制定的质量直接影响着生产效率、设备利用率、产品生产周期、合同交货期、企业员工劳动报酬等方面的内容,对企业的发展至关重要。本文在完成钣金件数控切割工时估算之后,考虑其他若干因素,可进行工时定额文件的制定,这对于产品成本估算与快速报价具有积极的推动作用。
[1]李亚江. 切割技术及应用[M]. 北京:化学工业出版社,2004.
[2]朱历新. 基于神经网络的工时定额技术研究[D]. 西安:西北工业大学,2003.
[3]董丰收. 基于工艺标准化的工时定额制定技术研究[D]. 西安:西北工业大学,2006.
[4]王凌志. CBR 理论、方法及其在冲模CAD 中应用的研究[D]. 大连:大连理工大学,2003.
[5]孔繁胜. 知识库系统原理[M]. 杭州:浙江大学出版社,2001.
[6]杨青海,祁国宁,黄哲人,等. 基于案例推理和事物特性表的零件工时估算方法[J]. 机械工程学报,2007(5):99 -105.
[7]Billaudel P,Devillez A,Villermain Lecolier G. Performance evaluation of fuzzy classification methods designed for real time application[J]. International Journal of Approximate Reasoning,1999(20):1-20.
[8]Rissland E L,Skala D B. Combining case-based and rule-based reasoning:A heuristic approach[C]. IJCAI -89 Proceeding of the 11th International Joint Conference on Artificial Intelligence,1959,1:524-530.
[9]吴立之. 工程投资估算的新方法——模糊指数平滑法[D]. 大连:大连理工大学,2003.
[10]王云霞,高成冲. 实例推理技术在定制产品相似件成本估算中的应用[J]. 机械设计,2007(4):65 -67.
