溶剂萃取法净化萃余酸制磷酸二氢钾
2014-04-27尤彩霞杨政发王贵珍周骏宏
尤彩霞,杨政发,王贵珍,周骏宏,孙 娜
(1.河北化工医药职业技术学院化学与环境工程系,河北石家庄050026;2.黔南民族师范学院化学与化工系)
溶剂萃取法净化萃余酸制磷酸二氢钾
尤彩霞1,杨政发2,王贵珍1,周骏宏2,孙 娜1
(1.河北化工医药职业技术学院化学与环境工程系,河北石家庄050026;2.黔南民族师范学院化学与化工系)
研究了以氯化钾和湿法磷酸净化后的萃余酸为原料,利用正丁醇为萃取剂回收萃余酸中湿法磷酸制备磷酸二氢钾的新方法。研究了正丁醇含水量、萃取时间、萃取温度及萃余酸用量等因素对产品产量的影响,确定了适宜的工艺条件。实验结果表明,优化的工艺条件为:m(萃余酸)∶V(正丁醇)为127.4 g/L、m(水)∶V(正丁醇)为95 g/L、温度为30℃、萃取时间为60 min、m(氯化钾)∶V(正丁醇)为26.075 g/L。本研究提供了一种回收利用萃余酸的经济、简单的方法。
磷酸二氢钾;正丁醇;萃取法;萃余酸
湿法磷酸来源广泛,生产成本低,但由于杂质含量高,需要对湿法磷酸采取不同的方法加以净化[1]。中国对溶剂萃取法净化湿法磷酸进行了一定的研究,但是尚未实现工业化,主要存在工艺流程长、生产成本高、P2O5利用率低等问题[2]。由于溶剂萃取法净化湿法磷酸存在P2O5利用率低的问题,故所得萃余酸磷酸含量较高,且杂质含量高,因而对其回收利用较为困难。但若将其作为废品处理,不但增加工厂的成本,同时也是对资源的一种浪费。因而笔者在广泛收集和分析国内外湿法磷酸净化技术资料[3-4]的基础上,提出了一种经济、简单地回收萃余酸的方法,即以正丁醇为萃取剂,以萃余酸和氯化钾为原料在水存在下反应生成磷酸二氢钾,并研究了原料中加水量、萃取时间、萃取温度及萃余酸的量对产品产量的影响,确定了适宜的工艺条件。
1 实验部分
1.1 原料及试剂
某肥料厂提供的湿法磷酸萃余酸,组成见表1;氯化钾,分析纯;正丁醇,分析纯;蒸馏水。

表1 萃余酸组成 %
1.2 实验原理
将适量的萃余酸与氯化钾配成原料溶液,向原料溶液中加入萃取剂正丁醇,磷酸二氢钾即以晶体的形式析出。在此反应中溶液的酸度很高,使得反应产物只有磷酸二氢钾和氯化氢。
萃取时发生的主要反应如下(M代表萃取剂正丁醇):

磷酸二氢钾不溶于正丁醇,氯化钾在正丁醇中的溶解度也较小,故可利用正丁醇将反应中的氯化氢排除。萃取时,盐酸与萃取剂反应进入有机相使反应向生成磷酸二氢钾的方向进行,同时磷酸二氢钾以晶体的形式析出。
1.3 工艺流程
萃余酸与氯化钾在反应器中于10℃下反应,生成磷酸二氢钾和氯化氢气体。氯化氢气体进入有机相,而磷酸二氢钾不溶于有机相使其达到过饱和,从而结晶析出。经过抽滤将磷酸二氢钾固体和液体分离。经过干燥得到产品磷酸二氢钾。滤液经静置分层后进行分液,有机相加氢氧化钠静置分层后分液回收有机相,水相通过浓缩结晶得到含杂质较多的产品磷酸二氢钾。丁醇):
2 实验结果与讨论
2.1 单因素实验
实验以溶剂萃取法净化湿法磷酸的萃余酸为原料,考察了氯化钾起始用量、正丁醇含水量、萃取时间、萃取温度及萃余酸用量等因素对磷酸二氢钾产量的影响。
2.1.1 氯化钾起始用量对磷酸二氢钾产量的影响
氯化钾是从萃余酸中回收利用磷酸生成磷酸二氢钾的重要原料。在m(萃余酸)∶V(正丁醇)为105.84 g/L、m(水)∶V(正丁醇)为95 g/L、温度为30℃、萃取时间为60 min条件下,考察了氯化钾起始用量对磷酸二氢钾产量的影响,结果见图1。从图1可知,氯化钾的起始用量对磷酸二氢钾的产量有较大影响,当氯化钾的起始用量增大时,磷酸二氢钾的产量随之增加;当氯化钾的起始用量达到某一值时,这种增长趋势变缓。但是氯化钾加入量的增加势必会增加成本。故适宜的氯化钾起始用量[m(氯化钾)∶V(正丁醇)]为26.075 g/L。
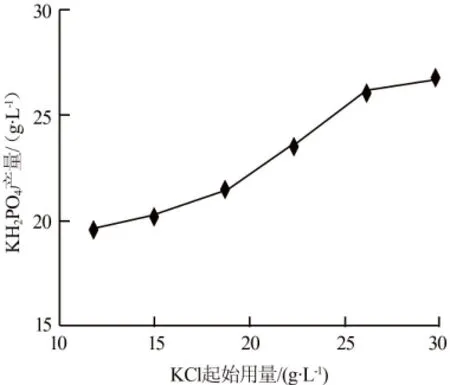
图1 氯化钾起始用量对磷酸二氢钾产量的影响
2.1.2 萃取时间及用水量对产量的影响
在氯化钾起始用量为 1 L正丁醇 26.075 g、m(萃余酸)∶V(正丁醇)为105.84 g/L、温度为30℃的条件下,研究了反应时间及正丁醇含水量对磷酸二氢钾产量的影响,结果见图2。由图2可知,磷酸二氢钾的产量在60 min之前随反应时间的延长快速提高;但在60 min之后则提高缓慢。这说明整个反应过程在60 min时基本完成,如若再延长反应时间则意义不大,且会增加设备投入和能源消耗。

图2 萃取时间及正丁醇含水量对磷酸二氢钾产量的影响
水在反应中起着相当重要的作用,是影响磷酸二氢钾产量的一个因素。由图2可见,磷酸二氢钾的产量随着正丁醇中含水量的增加呈增长趋势。加水量较少时,反应结束较早,磷酸二氢钾的产量较低;增加用水量后,反应结束较晚,磷酸二氢钾的产量也明显提高。究其原因,萃取剂正丁醇与水有一定的互溶性,若含水量较少时进行反应,萃取时存在正丁醇的水饱和过程,致使磷酸二氢钾产量降低。
综合考虑上述因素,反应适宜时间为60 min,正丁醇含水量为80~100 g/L。
2.1.3 温度对磷酸二氢钾产量的影响
在 m(水)∶V(正丁醇)为 95 g/L、m(氯化钾)∶V(正丁醇)为26.075 g/L、m(萃余酸)∶V(正丁醇)为105.84 g/L、反应时间为 60 min、正丁醇用量为100 mL的条件下,改变不同的温度进行实验,得到实验结果见图3。温度会影响有机相的黏度及反应速率。氯化钾与磷酸的反应是吸热反应,升高温度有利于提高产量和反应速率、缩短反应时间。但温度升高磷酸二氢钾的溶解度也随之提高,不利于磷酸二氢钾的结晶析出,同时升高温度会增加生产成本。综合考虑磷酸二氢钾产量、能耗等因素,选择反应温度为10℃。

图3 萃取温度对磷酸二氢钾产量的影响
3 正交试验
单因素实验主要确定了各因素对产品产量影响的主要范围,在不影响磷酸二氢钾产量的前提下,氯化钾的起始用量应为1 L正丁醇26.075 g、反应时间为60 min。同时可得出温度、正丁醇含水量对磷酸二氢钾产量影响较大。为进一步探究萃取温度、萃余酸与正丁醇相比、正丁醇含水量对磷酸二氢钾产量的影响,进行了正交试验,具体方案见表2。
正交试验结果见表3。从表3可得,各因素对产品产量的作用大小为:正丁醇含水量>萃取温度>萃余酸与正丁醇相比。最优组合为A1B2C1,即m(萃余酸)∶V(正丁醇)为 127.4 g/L、m(水)∶V(正丁醇)为95 g/L、温度为30℃。综合分析得出较优方案如下:m(萃余酸)∶V(正丁醇)为127.4 g/L、m(水)∶V(正丁醇)为 95 g/L、温度为 30℃、萃取时间为 60 min、m(氯化钾)∶V(正丁醇)为26.075 g/L。

表2 因素水平表

表3 正交试验结果
4 结果与讨论
1)用氯化钾制备磷酸二氢钾的最佳工艺条件为:m(萃余酸)∶V(正丁醇)为127.4 g/L、m(水)∶V(正丁醇)为95 g/L、温度为30℃、萃取时间为 60 min、m(氯化钾)∶V(正丁醇)为26.075 g/L。萃取温度、萃余酸与正丁醇相比、正丁醇含水量对磷酸二氢钾产量的影响大小为:正丁醇含水量>萃取温度>萃余酸与正丁醇相比。2)有机溶剂萃取法对萃余酸的再利用是一种有效的方法,本研究采用正丁醇为萃取剂,它具有将萃余酸中磷酸组分和其他杂质组分分离的作用,同时还可以将磷酸二氢钾和氯化氢分离。应用此法对萃余酸进行再利用是比较先进的。3)本工艺对杂质含量较高的萃余酸的利用提供了有效的方法,有利于对环境的保护和对资源的充分利用,达到了节能减排的目的。
[1]江善襄.磷酸、磷肥和复混肥料[M].北京:化学工业出版社,1999:415-454.
[2]钟本和,陈亮,李军,等.溶剂萃取法净化湿法磷酸国内近况[J].硫磷设计与粉体工程,2006(6):1-6.
[3]黄伟九,张俊.溶剂沉淀法净化湿法磷酸技术的现状与进展[J].化工进展,1997(6):39-42.
[4]祁增忠,黄美英,龚海燕.溶剂萃取法净化湿法磷酸的研究[J].硫磷设计与粉体工程,2004(3):1-3.
联系方式:zuhzoj@yahoo.com.cn
Preparation of potassium dihydrogen phosphate with raffinate from phosphoric acid purification by extraction method
You Caixia1,Yang Zhengfa2,Wang Guizhen1,Zhou Junhong2,Sun Na1
(1.Department of Chemical and Environmental Engineering,Hebei Chemical&Pharmaceutical Vocational Technology College,Shijiazhuang 050026,China;2.Department of Chemistry and Chemical Engineering,Qiannan Normal College for Nationalities)
A new method for preparation of potassium dihydrogen phosphate from potassium chloride and the raffinate from phosphoric acid purification by extraction method with butyl alcohol as extractant was studied.The influences of the butyl alcohol′s water content,extraction time,extraction temperature,and amounts of the raffinate on product quality were investigated and the optimum conditions were confirmed as follows:127.4 g raffinate was contained per 1 L butyl alcohol,95 g water was contained per 1 L butyl alcohol,the extraction time was 60 min,the extraction temperature was 30℃,and 26.075 g potassium chloride was used per 1 L butyl alcohol.The advantages of the method were economical and simple in operation.
potassium dihydrogen phosphate;butyl alcohol;extraction method;raffinate
TQ131.13
A
1006-4990(2014)01-0056-03
2013-07-25
尤彩霞(1982— ),女,助教,硕士研究生,主要从事《炼焦化学产品与加工》、《化工分离过程》等课程的教学及分离与纯化技术的科研工作。
周骏宏
