可靠性管理优秀项目:BSD干衣机启动异常音事故技术归零
2014-04-26◆王伟/文
◆ 王 伟 / 文
可靠性管理优秀项目:BSD干衣机启动异常音事故技术归零
◆ 王 伟 / 文
根据国家标准GB/T6583的规定,产品的可靠性是指:产品在规定的条件下、在规定的时间内完成规定的功能的能力。对产品而言,可靠性越高就越好。只有产品可靠性提高了,才能提高产品的信誉,增强日益激烈的市场竞争能力。因此,卓越的企业不约而同地从战略高度实施提升产品可靠性的先进管理方法。其中中国航天科技集团的“质量问题双归零”管理方法,是我国航天工业经过近20年的实践、总结、吸收、提炼、再实践形成的一整套系统的提升产品可靠性的质量管理方法论,该方法的应用使我国航天产品的可靠性居于世界领先水平。


图1 质量问题双归零
2013年,上海日立借鉴中国航天“质量问题双归零”的成功做法(参见图1),在公司内部实施“质量双归零”,选取了“BSD干衣机启动异常音”质量问题进行“技术归零”实践,遵循“定位准确、机理清楚、问题复现、措施有效、举一反三”的五条要求,逐项落实,最终问题得到有效解决。
针对启动异常音问题提出改善对策
2012年初,客户反映干衣机模块内的BSD某型号压缩机使用一段时间后在起动初期有异常音发生。异常音表现为开启阶段存在耳感不能接受的撞击声,持续30秒~4分钟后消失。
启动异常噪音是压缩机噪音中非常重要的一种,同时在其它机种中也有发生。因此解决此类异常音问题,提高压缩机整机性能的可靠性,具有很重要的意义。为此,公司成立了“干衣机起动异常音攻关小组”,负责按照“技术归零”方法调查异常音发生的机理并提出改善对策。
针对启动异常音问题,项目组制定的分析路线是:音频分析→确定噪音源→分析产生原因→提出改善对策。其中“音频分析”和“确定噪音源”对应“技术归零”的第一条“定位准确”;“分析产生原因”对应第二条“机理清楚”和第三条“问题复现”;“提出改善对策”对应第四条“措施有效”和第五条“举一反三”。
步骤一 音频分析、确定噪音源——定位准确
1)确定噪音类型

表1 叶片和活塞撞击因素FTA
为了判断压缩机启动异常音的类型,项目组对故障机的异常音进行了测试分析。具体方法是:选取五台异常音模块,在开机阶段进行PCB声级计录音,截取异常时和运转稳定后的噪音,通过LMS软件对噪音信号做时频分析。项目组发现:
(1)异常音周期性强,基本为每转出现一次;
(2)异常噪音峰值所在的频带区域大部分在3000~10000HZ之间。
根据上述分析,项目组初步判断:噪音为周期性机械碰撞音。
2)确定噪音源位置
为进一步探究哪些机械部件在模块启动时产生了周期性碰撞音,项目组进一步跟踪在异常音状态下长期运转的模块,通过解体观察摩擦痕迹,确定噪音源。试验方案如下:
选取10套模块,其中正常品、不良品(简称NG品)各5套,按5分钟开、25分钟停的模式运转,使其始终保持在有异常音的状态下运转,十套模块进行运转试验,每周解体一组。项目组重点观察是否存在摩擦痕迹的零部件,如叶片与活塞、阀片与阀座、曲轴上止推面与上缸盖、电机定转子。
解体目视观察结果显示:NG品活塞表面有略倾斜的纵向摩擦条纹,正常品则无此条纹;NG品叶片先端有竖摩擦条纹,正常品则无明显条纹。其他零部件没有明显摩擦痕迹。
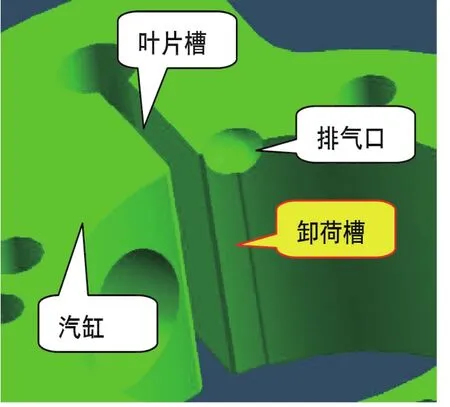
图2 汽缸结构图
项目组进一步用显微镜观察活塞表面痕迹:NG品有撞击痕迹,而正常品无痕迹。
从活塞外圆痕迹和叶片先端摩擦痕迹分析,项目组准确定位:启动异常音为不良品中叶片和活塞撞击产生。
步骤二 分析原因——机理清楚、问题复现
为进一步分析叶片和活塞发生撞击的原因,项目组使用可靠性分析工具FTA,对所有因素进行一一排查,找到了问题所在。
通过表1,揭示了叶片和活塞发生撞击的机理为:叶片之所以和活塞发生撞击,是因为叶片在到达上始点前脱离了活塞,而叶片之所以在到达上始点前脱离了活塞,是因为压缩机内液体被过度压缩(简称:液压缩)。
通过对造成液压缩的两个可能因素进行调查,冷媒因素基本排除,主要原因为冷冻机油油压缩。冷冻机油在运转的泵体内积存的数量是随机的,导致不良品出现存在一定的概率。
压缩机的汽缸中有一个卸荷槽(见图2),卸荷槽是为了防止油压缩的产生而设计的。卸荷槽尺寸变小,用来卸载的空间就变小,冷冻机油会被过分压缩,产生高压,导致叶片与活塞撞击。
为验证上述结论,同时使问题复现,项目组选取5台正常品和5台NG品进行试验,根据异常音实测结果对NG品和正常品进行解体分析,发现NG品卸荷槽比正常品小。NG品汽缸卸荷槽实测宽度平均1.82mm,正常品平均为2.1 mm。
通过上述严密分析及问题复现,项目组确定问题发生的机理是:由于压缩机内冷冻机油被过度压缩(简称:油压缩)导致叶片和活塞发生撞击,产生异常音。卸荷槽大小,影响到余隙容积(卸载的空间)大小,进而影响冷冻机油会被压缩的程度,最终造成相同式样压缩机异常音表现不同。
步骤三 提出改善对策——措施有效,举一反三
对启动异常音产生的根本原因及发生机理清楚后,项目组开始探讨改善对策。
卸荷槽、叶片和活塞所形成的空间又称为余隙容积,余隙容积越大,压缩机性能越低。余隙容积越小,异常音越容易发生。改善前由于卸荷槽的工艺加工波动,余隙容积(0.65<X<1.65mm2)不能得到保证。
针对上述问题,项目组的改善思路为:将余隙容积优化为1.65mm2,在性能和可靠性两方面取得平衡。采用模具制卸荷槽,加大卸荷槽体积并保持一致性。使得零件有足够的余隙容积预防油压缩发生。经1000台试制无不良发生,问题得到有效解决。
结论:采用模具制卸荷槽配合新优化后的结构,可有效解决干衣机模块起动异常音问题。
异常音问题解决后,项目组考虑到上述措施不一定适应所有的机种,故举一反三,后续又提供了两种解决异常音的方案。
(1)增大倒角以增加叶片腾跃压力
项目组选取不同尺寸的汽缸叶片槽倒角进行试验,如图3所示,不断增大排气压力F,观测叶片与活塞的接触压力,当接触压力为零时,可以认为叶片与活塞发生了脱离,随即撞击开始,异常音发生。项目组经CAE分析发现,倒角较大时,摩擦力f变大,叶片会产生自锁现象,腾跃所需要的压力较高。以倒角C2.2为例,腾跃要求压力为3MPa,而倒角C0.4腾跃要求压力则只需1.4MPa。
结论:倒角越大,叶片受到的排气压力F越大,使得叶片与叶片槽的摩擦力f增大,从而减小叶片腾跃的可能。
(2)增加弹簧力以改善或消除启动异常音

图3 倒角的影响(左)弹簧力的影响(右)
为研究弹簧力与异常音之间的量化关系,项目组选取了不同的弹簧进行了试验。如图3所示,项目组以异常音消失的工况为基准,认为在该工况下,叶片与活塞不会发生弹跳脱离,读取该时刻叶片与活塞之间的接触压力P1。然后按照异常音最大时刻的工况建立计算模型,第二次读取叶片与活塞之间的接触压力P2,显然P2<P1,不断增加弹簧的弹力,使得P2’≥P1,即认为,该时刻的弹簧力可以使得压缩机运转初期,叶片与活塞不会发生跳动,而产生异常音。
BSD系列故障机压缩机选用的弹簧力为6.45N,项目组改用弹簧力为18.1N的弹簧进行实验,异常音仍存在,但有改善。而改用弹簧力为27~29N的弹簧,可以完全消除启动异常音。
结论:增加弹簧力可以改善或消除启动异常音。
项目小结
项目组运用了质量问题“技术归零”的方法,每一步骤都有明确的结论,最终问题得到完美解决。归纳如下:
(1)定位准确:异常音为叶片和活塞周期性机械撞击产生。
(2)机理清楚:压缩机起动初期在排气末端发生油压缩,导致叶片脱离活塞,活塞转过上死点后叶片复位撞击活塞,产生撞击音。
(3)问题复现:造成相同式样压缩机异常音表现不同的主要原因是卸荷槽大小有差异。
(4)措施有效:采用模具制卸荷槽,加大卸荷槽体积并保持一致性。
(5)举一反三:再提供两个方案:加大斜倒角、增加弹簧入力。
项目收益:
(1)BSD干衣机启动异常音质量问题得到彻底解决,该方法可平行扩展到其他系列压缩机启动异常音解决;
(2)模具制卸荷槽结构已申请专利,并获授权。
(作者单位:上海日立电器有限公司 )

