CLM2250型煤立磨技术革新一例
2014-04-26韩小龙
韩小龙
(邯郸金隅太行水泥有限责任公司,河北省邯郸市 056200)
1 设备现状及缺陷
CLM2250型立磨是集烘干、选粉、输送为一体的粉磨设备,设备结构紧凑,占地面积小,工艺布置简单,运行可靠,操作维护方便,密封性能也好。但由于磨辊不能翻出磨外,在检修磨辊时需要将磨机的上壳体、选粉机以及磨机上部的给煤机等全部拆除,再用起重设备将拆除的部件全部吊装。然后进入磨机内部检修,检修工作量大,难度高,而且起重作业多,在受限空间内检修作业,安全隐患较大,尤其每次检修磨辊需要大约15天左右的时间,造成检修费用高,停窑时间长,损失大。
为此,我公司技术人员进行技术攻关,对此煤立磨进行技术改造,供设备厂家及同行参考。
2 缺陷分析及改造思路
该立磨存在的主要缺陷是:磨机下壳体没有预留检修门,而且磨辊也无法翻出磨外,导致维护检修困难。为此,我们技改的主体思路是:在磨机下壳体上设置一道门体,并在门板上预留一检修孔,便于日常维护时人从检修孔进入磨机本体内检查磨辊运转情况。在更换磨辊时只需要将磨辊门板拆除,用起重吊链将磨辊从三角架上拆除并吊出磨外,即可顺利开展检修工作。具体立磨及检修门结构示意图见图1和图2。
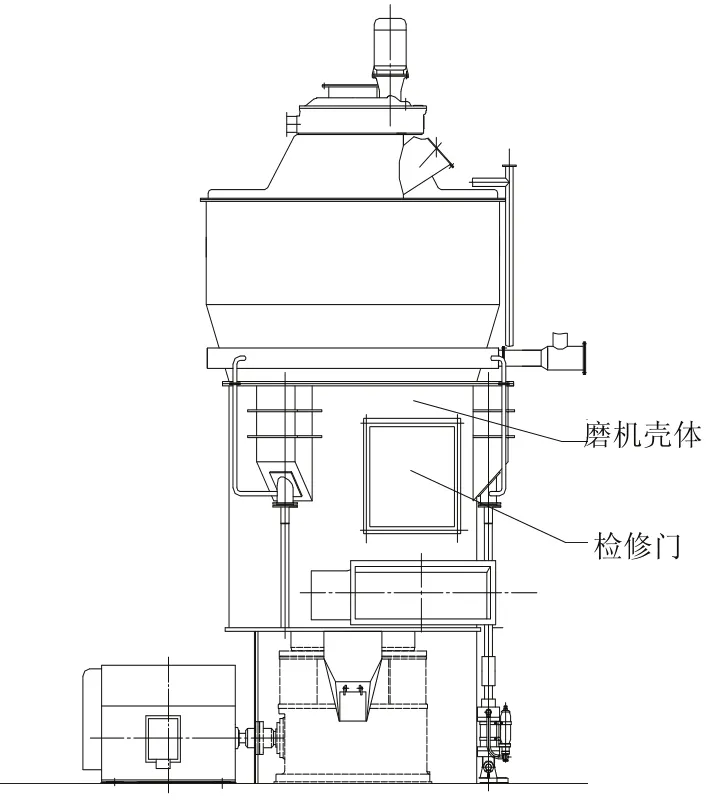
图1 CLM2250立磨结构简图
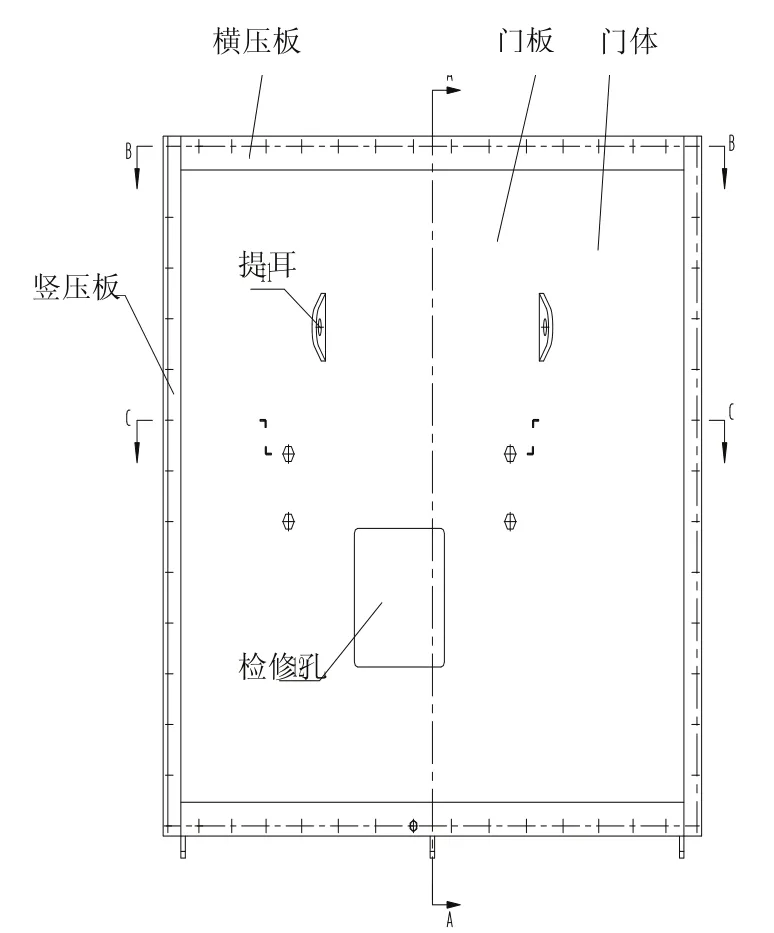
图2 立磨检修门结构图(主视图)
3 技术措施及使用效果
2011年2月在检修过程中,我们对CLM2250煤立磨进行了技术改造。在制作过程中首先按图2结构所示制作门框和门板。为了保证焊接性能良好,我们选用了与磨机壳体相同的材质Q235-A钢。同时,在磨机中壳体的位置,以其中一个磨辊的垂直直径为中心轴线制作门框。并依据磨辊直径尺寸的1.2倍作为门框的宽,2.2倍作为门框的高,进行定位,制作、焊接和安装。
磨辊门为矩形,磨辊门框由两根竖梁和两根横梁构成。两根竖梁分别固定在磨辊门左右两侧的边缘上,两根横梁分别固定在磨辊门上下两侧的边缘上,且两根横梁制作成与磨机下壳体弧度相同的圆弧形。
磨辊门体由门板、两根竖压板和两根横压板组成。门板制作成与磨机下壳体弧度相同的圆弧形板,两根横压板制作成与门板弧度相同的圆弧形,门板镶嵌在磨辊门框内,且门板的外表面与磨辊门框的外表面平齐。在安装过程中一块竖压板的一侧搭接在门板的左边缘并焊接连接,另一侧与和门板左边缘相邻的竖梁重叠并通过螺栓连接;另一块竖压板的一侧搭接在门板的右边缘并焊接连接,另一侧与和门板右边缘相邻的竖梁重叠并通过螺栓连接;一块横压板的一侧搭接在门板的上边缘并焊接连接,另一侧与和门板上边缘相邻的横梁重叠并通过螺栓连接;另一块横压板同理连接。同时在门板外表面设有两个提耳,门板的下部还开有一个检查孔,门板内侧还设有一层与门板大小形状相同的内衬防磨板,内衬与门板通过螺栓连接紧固。具体结构见图3和4。
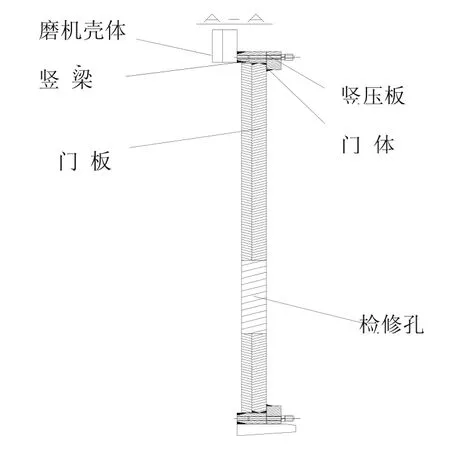
图3 立磨检修门结构简图(A-A)
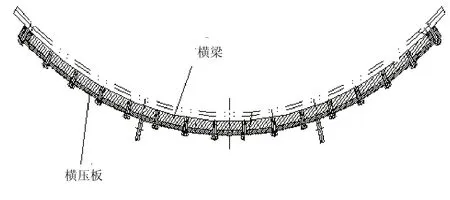
图4 立磨检修门结构简图(B-B)
经过上述技术改造,并通过生产实际验证,目前经改造后CLM2250型立磨检修门结构简单,造价低廉。而且每次检修时,只要将门体拆除,用起重吊链将磨辊从三角架上拆除后吊出磨外即可顺利开展检修工作,其它的部件根本不需要拆除,检修工作量明显减少,同时也提高了检修作业的安全性,缩短检修时间,改造后每次检修磨辊一般只需7天左右的时间即可完工,节省工时,值得推广应用。