连轧机机架锁紧机构优化设计使用效果显著
2014-04-26李国印
李国印, 张 勇
(山东寿光巨能特钢有限公司轧钢厂,山东 潍坊 262700)
连轧机机架锁紧机构优化设计使用效果显著
李国印, 张 勇
(山东寿光巨能特钢有限公司轧钢厂,山东 潍坊 262700)
针对轧钢厂二线连轧机机架锁紧缸在生产使用过程中经常出现漏油和轧机固定不牢固等现象,通过对锁紧缸优化设计,即采取由一体式改为分体式结构和增加活动销轴等措施,解决了多年来锁紧缸存在的问题。锁紧缸改造上线使用后,即降低了备件维护费用,又稳定了轧机运行质量,同时也减轻了职工劳动强度,取得了良好的经济效益和社会效益。
连轧机;锁紧缸;优化设计;分体式;销轴
1 前言
巨能特钢公司轧钢厂650棒材轧制机组,主要生产φ60-φ150圆钢,轧制生产单元由1台650粗轧机和6台连轧机组成。其中连轧机由4台550轧机和2台450轧机平立交替组成,轧机固定采用液压锁紧机构方式,每台轧机安装4件锁紧缸。
2 问题提出
原设计轧机锁紧缸杆和轧机固定销轴为一体式机构,轧件在轧制过程中轧机所受径向力以及咬钢时的冲击力直接作用在锁紧缸缸杆,极易引发锁紧缸密封损坏造成漏油浪费或锁紧缸发生内泄,导致轧机机架不稳,影响生产和轧机使用寿命。另外轧机作业区域空间狭小,锁紧缸维护及更换难度大,增加了职工劳动强度。
3 改进措施
为解决上述存在问题,经讨论研究,决定对连轧锁紧缸从以下两个方面进行优化改进。
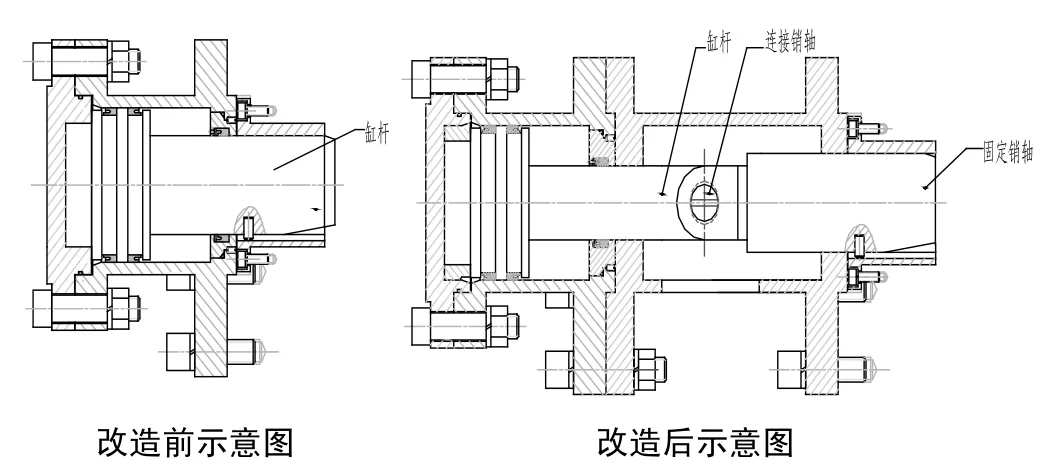
(1)轧机机架锁紧机构由一体式改为分体式结构(见下图),即在锁紧缸与轧机机架之间增加长度为250mm连接过渡支架,同时将轧机固定销轴连接处设计为椭圆孔。经过改造,轧机固定销轴所受到的轧机径向力通过活动销轴得以释放,有效地保护了锁紧缸密封部件。
(2)将锁紧缸杆径由80mm调整到为60mm,增大缸杆后退时活塞有效面积,在液压系统压力不变的情况下锁紧缸后退力可提高30%,解决了轧机拆卸过程中由于压力不足或轧机卡住后缸杆退不出的现象。
轧钢厂随月度物资计划分批次进行了提报,并且利用设备计划检修机会逐步对连轧机架锁紧机构进行了更换,全面达到预期目的。
4 取得效果
(1)提高换辊工作效率。根据统计每月按平均出现5次因锁紧缸卡住轧机退不出故障,每次按处理时间15分钟测算,平均小时产量按80吨计算,则年可增产1200吨,吨钢效益按200元测算,则年可增加效益24万元。
(2)锁紧系统漏油的现象得到了根除,降低了锁紧缸损坏的几率,节约了液压油的消耗。据测算每年可节约5桶液压油,10件锁紧缸,年可节约维护费用:170kg/桶*5桶*30元/kg +4000元/件*10件=6.55万元。
(3)提高了轧机锁紧缸的可靠性和锁紧的稳定性,延长了轧机的使用寿命,保障了生产的顺行,同时也一定程度上稳定了产品质量。
(4)减轻了职工的劳动维护强度,增加人员稳定性。
5 结束语
通过对轧机锁紧缸优化设计,解决了漏油和轧机不稳定现象,对生产实践中提高轧机锁紧缸的可靠性和缩紧的稳定性,具有重要意义。不仅可以降低备件维修费用、减轻职工劳动强度,而且能够增加生产时间,减少不合格钢材的发生,因此直接和间接效益都非常明显。
[1]李浧,杨松鹏.轧机锁紧缸的可靠性分析与改进[J].《冶金设备》,2010.
[2]成大先主编.机械设计手册(第四版)[G].化学工业出版社,2002.
[3]廖世堡.悬挂式轧机拉杆予紧力的探讨[J].特殊钢,1982(02).
[4]俞仲庆.中小型轧机机架的组合加工[J].机械制造,1983(10).
[5]陈敬常,李友荣.预应力轧机机架静力分析[J].重型机械,1983,(06).
[6]赖之琰.斜楔联接的开式机架优化设计[J].昆明理工大学学报(理工版),1986(04).
[7]杨康乐,王建平,蒋幼君.φ100mm穿孔机机架的有限元分析[J].上海金属,1992,(05).
[8]罗正声.钢管斜轧机机架的有限元分析[J].钢管,1996,(06).
李国印(1984—)男,山东高唐人,本科,助理工程师,从事设备管理工作。
