普通车床车内圆刀具夹持装置的设计
2014-04-25蒋晓刚
蒋晓刚
(九江职业技术学院,江西 九江332007)
普通车床车削加工内圆时,劳动强度大、效率低且精度差。为了克服这些弊端,笔者设计出这一套普通车床加工内圆刀具夹持装置[1](如图1 所示)。该刀具夹持装置可以应用于普通车床加工轴类内圆[2],只要调整好刀具的切削半径就能在普通车床上操作进行内圆加工。现在市场上未发现此类型刀具夹持装置,该刀具夹持装置可以降低加工难度,保证加工精度,便于批量生产。具有动作可靠、结构简单、操作方便的优点。下面阐述一下该刀具夹持装置的结构设计过程。
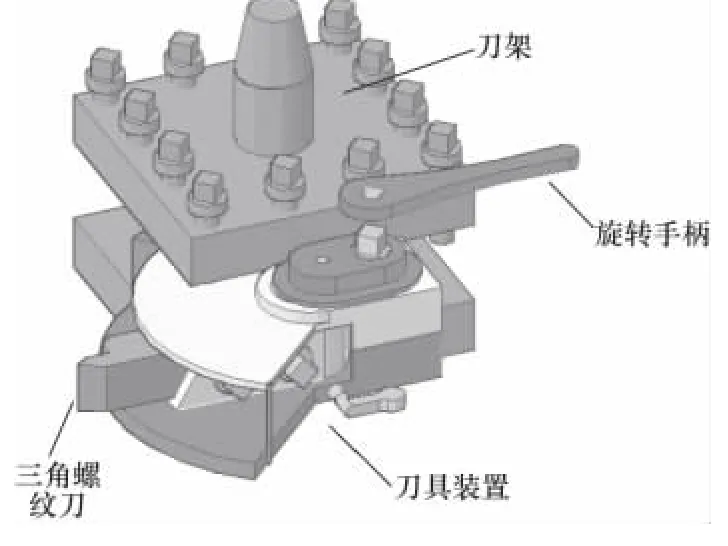
图1 刀具夹持装置示意图
1 刀具夹持装置的结构组成
刀具夹持装置(如图2 所示)是根据圆弧形成原理,由手柄控制三角螺纹刀[4]的切削角度来进行内圆弧切削加工。刀具夹持装置由手柄1、齿轮3(主动齿轮)、齿轮4(从动齿轮)、齿轮盖2、装刀旋转滑块10、上夹块5、下夹块11、左极限挡块9、夹紧螺钉7、8和锁紧曲杆6 等零件组成。此刀具夹持装置的齿轮4 的螺母、夹紧螺钉7 螺母、夹紧螺钉8 的螺钉头的螺母和刀架上刀架钥匙的螺母规格一致,使用旋转手柄即可方便、快速、有效夹紧三角螺纹刀。锁紧曲杆是根据夹具的锁紧装置设计,能有效锁紧装刀旋转滑块,从而锁紧三角螺纹刀。

2 刀具夹持装置的工作原理
使用刀具夹持装置,转动旋转手柄[3],手柄带动齿轮螺母,螺母通过平键与主动齿轮3 相连,主动齿轮3 与从动齿轮4 相啮合传动。从动齿轮4、轴和装刀旋转滑块10 三者通过平键相连,刀具用夹紧螺钉固定于装刀旋转滑块10 中,从而带动刀具进行切削加工。而且需要时可以定角度进行锁紧,固定角度后进行切削加工。
3 刀具装夹的操作方法
刀具装夹时把装刀旋转滑块转动到左极限位置(如图3 所示),然后装夹三角螺纹刀。因为左极限挡块内侧面到装刀旋转滑块圆心的距离为65 mm。为了测量方便,所以装刀时以左极限挡块内侧为基准面进行装夹。测量计算时,是测量值加上65 mm 为切削顶点到切削圆心的半径。本刀具夹持装置可在普通机床上加工直径160 ~220 mm 的内圆弧。加工切削时(如图4 所示)以中心线为0°线(左右极限角度为±45°,在上、下夹块上有角度刻度)。旋转手柄带动齿轮3、4转动,旋转手柄的转动方向与三角螺纹刀的旋转方向相反。即手柄逆时针旋转时,刀具顺时针旋转;手柄顺时针旋转时,刀具逆时针旋转,且在规定内任何角度都可以旋紧锁紧曲杆,将刀具锁紧固定。在切削加工时,刀架左边的刀架钥匙夹紧中间两个,左上角的刀架钥匙不能往下旋死,防止装刀旋转滑块逆时针旋转时摩擦阻力增大。


4 结语
本刀具夹持装置组装完成后,经过实际使用,证明该装置可以降低加工难度、提高加工精度、减少加工时间和有效地提高了加工效率。经测试,一名普通车工使用本刀具夹持装置就可以熟练地加工内圆弧,单件生产效率提高大约30%。市场上尚未有此类刀具夹持装置,填补了普通车床加工内圆弧的夹具空白。
[1]巩云鹏.机械设计课程设计[M].沈阳:东北大学出版社,2000.
[2]陈宏均.实用机械加工工艺手册[M].2 版.北京:机械工业出版社,
2004.
[3]冯辛安.机械装备设计[M].北京:机械工业出版社,2006.
[4]陆剑中.金属切削原理与刀具[M].北京:机械工业出版社,2006.
