一种多功能椭圆磨削机
2014-04-25刘建元陈裕和李炳
刘建元 陈裕和 李炳
(广东科技学院机电工程系,广东东莞 523083)
一种多功能椭圆磨削机
刘建元 陈裕和 李炳
(广东科技学院机电工程系,广东东莞 523083)
目前,市场上的磨削机(研磨器)只能磨削圆形及方型的冲头,还没有一种能磨削椭圆的磨削装置,本文介绍的多功能磨削机不仅能磨削方形冲头、圆型冲头、还能磨削椭圆外形冲头。
椭圆靠模 万向节 浮动滑块 定位分度孔 引用集 布尔运算
1 磨削机新颖性简介及市场前景(图1)
模具小冲头加工及维修是一般工厂经常碰到的问题,小冲头的体积小,需用专用机械加工,一般此类专用机械结构复杂,造价适中,对于企业购置很不合算,除此之外,目前也有一些结构简单的小冲头研磨器,但是只便于加工圆形冲头,不便于加工其它形状的冲头。一般的正多边形,椭圆等异形冲头的加工过程复杂,周期长,成本高。
市场需要一种适用于一般工厂,加工修理店对煞尾小冲头及加工维修的装置,其结构简单,应具备多种功能,不但能作圆径加工,还能方便的加工方形、其它正多边形、扁形及椭圆等其它异形件。
本作品旨在克服现在技术上的缺陷,提供一种多功能小冲头研磨装置,其结构紧凑,将磨削机放置于磨床台面上,可以方便的对各种形状的小冲头,如圆形,方形,其它正多边形,扁形及椭圆等进行研磨加工。
加工不同大小形状的椭圆只需更换椭圆靠模即可,椭圆靠模很方便用数铣及线切割加工而成。

图1 研磨器总装原理图
2 多功能椭圆磨削机结构及工作原理
该多功能磨削机(研磨器)是在原有的研磨器上进行改进,能实现磨多种冲头之功能,有效解决原冲头研磨器只能单一研磨圆形冲头,作品所述研磨器不仅能磨圆形冲头、还可以磨正方形、六边形及三角形、椭圆等各种不同形状的冲头。
工作原理:多功能冲头研磨器的主要工作部件有:左右方向设置的主轴,其轴线可随滑块作规律运动;滑块的下方设有支承预紧弹簧,上方被压紧螺钉压紧,浮动的压紧螺钉紧固在杠杆上,杠杆的另一端通过一球面与靠模相连,靠模的外形为椭圆,磨椭圆时靠模的右端的球面保持紧密接触,从而使得球面的中心作规律的上下移动,通过杠杆带动(比例5:1)使得压紧螺钉作规律的上下移动,由于压紧螺钉与滑块一直保持紧密接触(滑块下方设有弹簧),于是滑块作规律的上下移动,由于与被磨削冲头连接的主轴安装在滑块内,于是主轴便带动冲头作上下规律的运动,所以冲头在磨削过程中会被磨成按靠模椭圆缩小5倍的椭圆(冲头的主轴会按将冲头表面磨削成椭圆作规律的上下移动,这是椭圆靠模通过杠杆传递过来的运动规律)。
在传动轴与主轴间安装有一万向节,保证与冲头连接的轴能自如的作上下移动(如图2)。

图2 研磨器主轴结构图
3 磨削机磨削各种外形的工作原理
3.1 磨椭圆形冲头的工作原理
转动手柄,椭圆靠模推动杠杆的滚轮球面上下移动,则杠杆使压紧螺钉推动滑块作上下移动,(由于滑块下方安装有支承弹簧,因此滑块与压紧螺钉一直保持接触),由于磨削冲头的主轴安装在滑块内,于是冲头的主轴中心线作有规律的上下移动,在磨床上磨削时冲头将被砂轮磨成比椭圆靠模小5倍的椭圆。杠杆运动比例为5:1,磨削椭圆时冲头与手柄等角速转动,如果磨削时需加快冲头的转动,可在手柄与椭圆靠模间增设齿轮副即可。
3.2 磨多边形冲头的工作原理
如图3所示,与冲头固定的轴上绕圆周共设有12个孔(30度间隔)。当磨3边形时,则轴每转过4个小孔(转过120度)将轴用定位钉锁紧;同理磨4边形则轴每转动3个小孔(转过90度)锁紧一次,磨6边形时则轴每转过两个小孔(转过60度)锁紧一次。需注意将冲头磨成多边形时在磨削的过程中不需转动手柄,磨削时冲头是固定不转动的(只有磨另一个面时才需转动手柄适当角度并锁紧定位钉)。
3.3 磨圆形冲头的工作原理
磨圆形冲头时松掉浮动压紧螺钉,则滑块在弹簧的作用下保持在最高位,此时滑块保持不动,主轴与传动轴同轴旋转,磨削主轴的轴心线不作上下移动,操作者手摇手柄,在磨床砂轮的磨削下就将冲头磨削成圆形冲头。
4 磨削机的UG设计方法思路及运动结构仿真
多功能椭圆磨削机涉及应用UG的关键技术如下:
(1)采用自顶向下的设计方法
先构建装配体,大量采用引用集,确保设计能正确的装配,大量应用布尔运算,提升设计的效率。
(2)对于一些关键零件的设计采用能数字化功能的草图,可确保效率,设计变更及修改的快捷性,作品具有参数功能特性。
(3)大量使用布尔运算。对于装配体结构大量采用布尔运算,一方面可确保设计的零件结构能装配,另一方面还可大大提升设计效率。
本作品应用的UG的运动仿真功能进行仿真。
(4)在用UG完成本作品时同步建模技术与参数化建模技术同时使用提升了效率。
(5)使用UG装配建模功能进行装配建模。
(6)用动画仿真功能进行运动仿真。
应用UG运动仿真可达到如下的目的:
利用UG的运动仿真功能给三维模型的各个部件赋予一定的运动学特性,再在各个部件间设立一定的连接关系,既可建立一个运动仿真模型,应用UG运动仿真模型可以对运动机构进行大量的装配分析工作,运动合理性分析,诸如干涉检查,轨迹包络,得到运动机构的运动参数,通过对这个运动仿真模型进行运动学或动力学运动可以分析该运动机构的合理性,并用可以利用图形输出各个部件的位移,坐标,加速度,速度和力和变化情况,对运动机构进行设计优化。
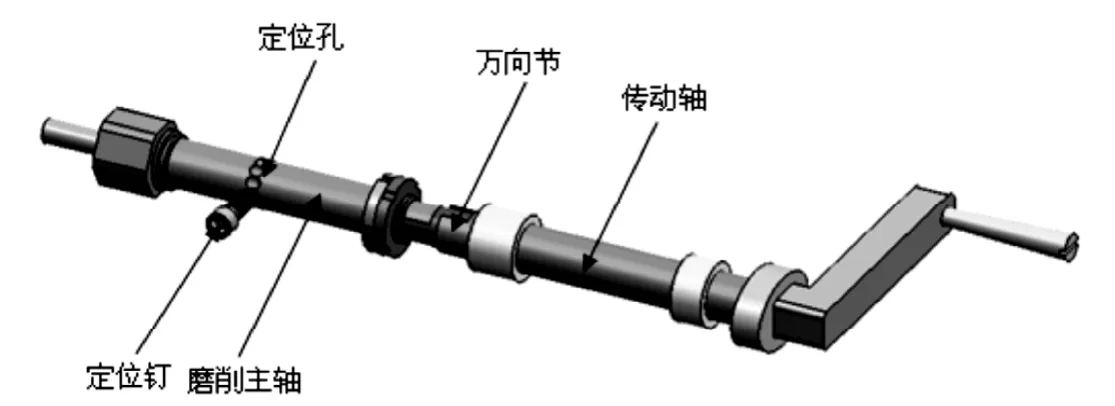
图3 研磨器传动轴与磨削主轴结构图

图4 滑块的3B线切割程序

图5 滑块座的3B线切割程序
5 磨削机主要零件的加工工艺及数控加工程序
5.1 滑块及滑块座的线切数控加工程序(图4、图5)
5.2 椭圆靠模加和程序
磨削椭圆冲头时,因传动杠杆的比例为5:1,因此将被磨削冲头的椭圆长半轴及短半轴扩大5倍即可求出椭圆靠模的长半轴及短半轴,椭圆靠模的外形加工用线切割或数控铣床加工均可。
6 结语
本文所述磨削机(研磨器)成功用椭圆靠模和杠杆传动研磨椭圆,在车间的实际生产加工中被证实具有很高的可靠性,能保证加工精度,具有较高的效率,更换椭圆靠模即能磨削不同尺寸的椭圆;此多功能研磨器还将磨削三边形,四边形、六边形等多边形磨削功能集成在一起,具有较强的实用性和推广价值。
[1]杨珍.数控铣床加工特殊零件的夹具[J].金属加工,2008(2):47-48.
[2]全晓春,刘晓花.基于机床夹具的设计[J].甘肃科技,2012(2):72-73.

表1 120t转炉煤气净化干湿法除尘对比分析
7 结语
干法除尘中电除尘器可以有效消除小于等于2.5μm的烟尘,对PM2.5的防控有显著效果。转炉烟气干法除尘净化效率超过99.98%,回收干粉尘20~25kg/t钢,相比湿法OG可以减少21g/t钢的排放量,环北京地区可减排约8万t的粉尘,也即多回收约8万t的烧结造球原料,除此之外,炼钢厂运行费用可减少4.7元/t钢。 因此湿法改干法是大势所趋。湿改干项目改造难度大,尤其是对工程负责单位工厂设计要求特别高,施工难度也很大,同时需要具有较强的系统掌控能力以及设备集成能力。困难和机遇并存,根据国家最新环保排放要求,2015年元旦之前,现有企业转炉一次除尘排放标准必须达到50mg/Nm3以下,随着国家对于冶金行业环保排查工作的贯彻推行,未来几年转炉一次除尘湿改干工程肯定会出现高峰期。随着干法使用单位的增加,相信随着干法除尘的运行维护经验的增加,系统的优化完善改进工作势在必行,该系统的优势将进一步突出。
参考文献:
[1]成立良,等.炼钢转炉烟气的回收利用技术[M].北京:中国环境科学出版社,1990年l2月出版.
广东科技学院2012年院级科研立项课题“椭圆形零件磨削加工工艺研究”(GKY—2012KYYB—B)。
刘建元(1974-),男,工程师、讲师、高级技师,研究方向计算机辅助设计与制造及快速成型。
