Dry Grinding of Titanium Alloy Using Brazed Monolayer cBN Wheels Coated with Graphite Lubricant*
2014-04-24ChenYan陈燕DingLanying丁兰英FuYucan傅玉灿
Chen Yan(陈燕),Ding Lanying(丁兰英),2,Fu Yucan(傅玉灿)*
Su Honghua(苏宏华)1,Wu Jie(吴杰)1,Xu Jiuhua(徐九华)1,Xu Hongjun(徐鸿钧)1
1.College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing,210016,P.R.China;2.College of Engineering,Nanjing Agricultural University,Nanjing,210031,P.R.China
1 Introduction
Titanium alloys are used extensively in aerospace,automobile and defense industries owing to their excellent combination of properties for high specific strength(strength-to-weight ratio),fracture resistance and superior corrosion resistance[1-2].Unfortunately,the unique physical and chemical properties which make titanium alloys suitable for many applications also contribute to it being both difficult and expensive to machine[3-5].There has been ample research into improving the machinability of titanium alloys.Today,superabrasive grinding wheels have become one of the most popular tools to machine titanium alloys[6-9].The monolayer brazed cubic boron nitride(cBN)grinding wheel provides better grit retention,higher crystal exposure and bond uniformity in comparison with electroplated grinding wheels.Then the inter-grit chip space is more and the grits are hardly to be pulled out from the tool substrate while grinding[7-11].
Most research today employs fluid coolants to control the heat generated in the grinding zone,in order to ensure workpiece quality;however,relatively few studies have been dedicated to investigating dry grinding titanium alloys using superabrasive grinding wheels.Although fluid coolants have been the conventional choice to deal with this problem,they are not always recommended in the light of ecological and economic manufacturing constraints.Further,sometimes dry grinding is the only feasible method.Due to special properties of the workpiece material and lack of cooling,temperatures in the grinding zone can become very high and to the extent of causing workpiece burn as well as possible chips adhesion during dry grinding of titanium alloys.Employing a solid lubricant is often a feasible solution to address these issues owing to the ability of solid lubricants to form lubricant films between the grinding wheel and the workpiece,which reduces friction related heat generation that in-turn decreases the grinding temperature.
Research in the scientific literature has also revealed the use of the solid lubricants in grinding zone without fluid coolants.Shaji et al[12]designed and built a special attachment to apply graphite in a suitable paste form to the working surface of a grinding wheel,which included a pneumatically operated piston,a nozzle and a small soft rubber wheel,to reduce the heat generated at the grinding zone.Venu Gopal et al[13]developed an experimental set-up to apply fine graphite powder to the grinding zone,using a funnel pipe attached to the cover plate of the grinding wheel,with the goal of reducing heat generated at the grinding zone.Alberts et al[14]sprayed a graphite and isopropyl alcohol dispersion into the grinding process using common hand pump spray bottles,with similar motivations.Additionally,grinding wheels integrated with lubrication materials which reduce frictional heat generation at the grinding zone[15-18]are being developed.
The purpose of this study is to investigate the lubricating behavior of graphite in improving the dry grinding performance of Ti-6Al-4Valloy,using brazed monolayer cBN wheels coated with polymer-based graphite lubricant.The polymerbased graphite lubricant coatings are applied by means of ultrasonic oscillation and adhered strongly to the surface of brazed monolayer cBN wheels.The performance of graphite assisted grinding is compared against the dry grinding performance of uncoated brazed monolayer cBN wheels.
2 Experimental Details
2.1 cBN wheel manufacture
Our patented,in-house designed and fabricated cBN wheel coated with polymer-based graphite lubricant is shown in Fig.1[19].This technology offers three critical properties:(1)Realization of the better grit retention;(2)higher grit protrusion;and(3)more uniform grit distribution.The brazed monolayer cBN grinding wheel is manufactured using Ag-Cu-Ti filler alloy as the bonding material at 920°C for 5min under high vacuum(pressure is below 1×10-2Pa).A mean size of 80/100US mesh cBN grit is achieved.The diameter and width of the grinding wheel are 150mm and 8mm,respectively.The lubricating suspension composed of fine graphite power and polymer binder,applied by means of ultrasonic oscillation for even deposition onto the surface of brazed cBN wheels.The used polymer binder is polyvinyl butyral,which offers the desirable properties of high cohesive strength between graphite lubricant coating and brazed monolayer cBN grinding wheel.Since the uniformity of the suspension is known to affect the performance of the lubricating coating,this suspension uniformity is guaranteed based on quality checking for both the particle size of graphite as well as the weight ratio of graphite to polymer binder.The particle size of graphite in the suspension is 25μm.A powder to polymer binder ratio of 1∶4(by weight)is maintained during preparation of the suspension.

Fig.1 Self-designed and prepared cBN wheel coated with polymer-based graphite lubricant
2.2 Experimental set-up and grinding conditions
The grinding experiments are carried out on a horizontal spindle surface grinding machine(HZ-Y150),in the down-grinding mode.The grinding wheels used in the experiments are brazed monolayer cBN wheels coated with the polymer-based graphite lubricant(described in Section 2.1)as well as uncoated brazed monolayer cBN wheels.Ti-6Al-4Valloy workpieces(30(l)mm×30(w)mm×5(h)mm in dimension)are used for the experiments,under annealed conditions.The wheel surface speed vsand the table speed vware kept constant at 24m/s and 4m/min respectively.The depth of cut apis chosen as 0.01mm and 0.02mm.
2.3 Measurement procedure
During grinding,the temperature in grinding zone is measured by the constantan-workpiece semi-artificial thermocouple method[20].Thermoelectromotive force(emf)signals are captured and recorded using a NI USB-621Xdynamic signal analyzer.The thermocouple is calibrated using a high precision quick calibrator.The relationship between thermo-electromotive force and temperature is as follows

where Uis the thermo-electromotive force,i.e.the electric potential pulsed by the thermocouple(mV),and Tthe measured temperature(°C).
Grinding forces are simultaneously measured using a data acquisition system comprising of a dynamometer(KISTLER type 9272),a dual mode amplifier(KISTLER type 5070A),an A/D converter,and a recording computer system.The experimental setup and data acquisition system are illustrated in Fig.2.The chosen sampling frequency is 2 000Hz.

Fig.2 Experimental setup and data acquisition system
The microstructure of specimen is observed using a KH-7700 3DViewer optical microscope.The corrosive used on the microstructure is aqueous solution with 2%HF and 4%HNO3.A QUANTA-200(FEI Co.,USA)type scanning electionmicroscope(SEM)coupled with an energy-dispersive X-ray spectrometer(EDS)is used for regional micro-morphology visualization followed by element energy spectrum analysis of the grit after grinding.
3 Results and Discussion
3.1 Grinding temperature
Fig.3shows the recorded thermo-electromotive force signals using uncoated and coated brazed monolayer cBN wheels at conditions of vs=24m/s,ap=0.02mm,vw=4m/min.The peaks of the pulses on the signal curves are produced by the active individual cBN abrasive grit,while the troughs of the pulses correspond with the temperature distribution in the contact zone of workpiece surface.In this study,the grinding temperature is measured on the workpiece surface during grinding.The peak thermo-electromotive forces during grinding using uncoated and coated wheels are approximately 29mV and 17mV,respectively.Translating thermo-electromotive force signals into their corresponding temperatures using Eq.(1),this corresponds to 580°C and 340°C,respectively(Fig.4).
The temperature variation with time for the two studied grinding conditions is shown in Fig.4.As shown in Fig.4,the grinding temperatures associated with both uncoated and coated wheels increase with increasing ap.As the force of chip deformation and the friction between the wheel and workpiece increase,more heat generates,leading to increased grinding temperatures[21].However,an important distinction is that the grinding temperatures of the coated wheel are significantly lower than the uncoated one,under the same condition.In comparison with dry grinding using the uncoated brazed cBN wheel,grinding temperatures decrease by 42%—47%using the proposed novel coated brazed cBN grinding wheel.Further,with increasing of ap,the amplitude of grinding temperature increase is found to decrease.This may be attributed to the reduction in frictional heat generated at the interaction zone.
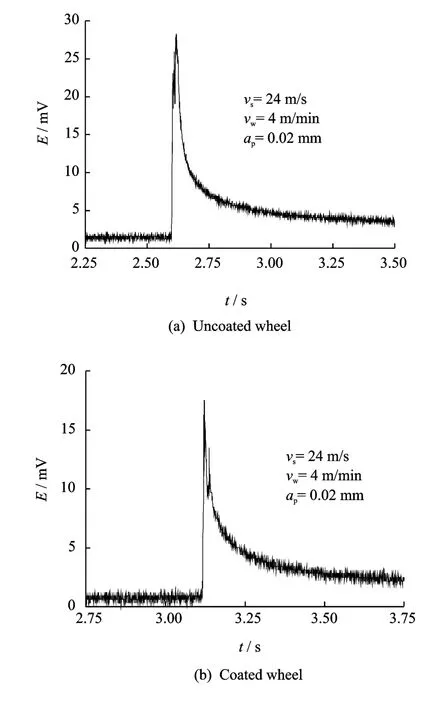
Fig.3 Thermo-electromotive force voltage characteristic signals
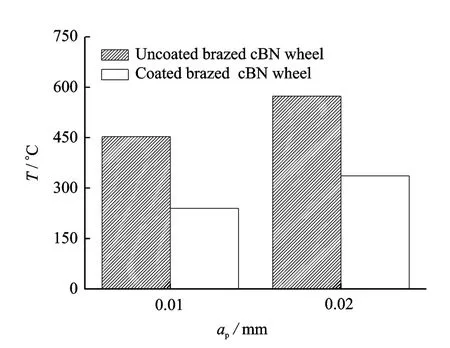
Fig.4 Grinding temperature variation with depth of cut under different operating conditions(vs=24m/s,vw=4m/min)
Under conditions of vs=24m/s,ap=0.02mm,and vw=4m/min,dry grinding Ti-6Al-4Valloy temperature is noted to be below 450°C using coated brazed cBN wheel,which is lower than the burn temperature of the workpiece.The micrographs of the surface layer of titanium alloy after grinding are shown in Fig.5.No obvious distortion of crystal lattice is observable on the titanium surface layer.The similarity of the microstructure of the surface layer with the parent material(Fig.5(a))indicates that the lubricating property of the graphite is effective in reducing the frictional forces at the wheel-workpiece interface and also in reducing deformation of the surface layer of the workpiece.A very thin layer(<5μm)of plastic deformation(Fig.5(b))is observed to be formed in the immediate subsurface of the workpiece.

Fig.5 Microstructure of surface layer of Ti-6Al-4V using coated brazed cBN wheel(vs=24m/s,vw=4m/min,ap=0.02mm)
3.2 Effect of self-lubricant
During grinding,interaction between a grinding wheel and the workpiece takes place in various levels,for example owing to grit-chip,chip-bonding and bond-workpiece,therefore justifying the need for tribo-coating.Brazed monolayer cBN wheels(Fig.6(a))play a very important role here because of their higher crystal exposure,which provides greater chip storage space.Average crystal exposure is 70%—80%of the grit height.Thus,the scope of creating a large inter-grit space makes polymer-based graphite lubricant coating remarkably advantageous,as visualized in Fig.6(b).
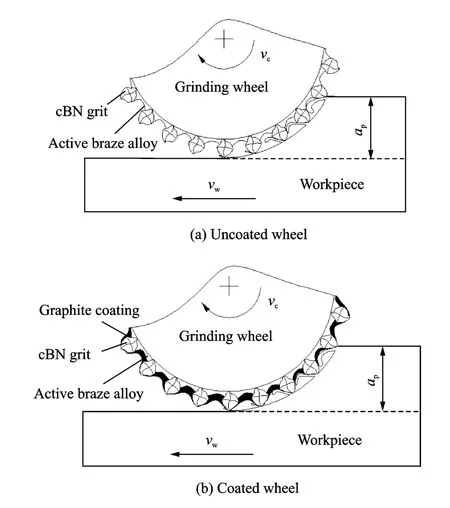
Fig.6 Architecture of two different brazed monolayer cBN grinding wheels
Fig.7shows the morphology of the cBN grit of the coated brazed cBN wheel after grinding and the element energy spectrum analysis of the labeled point,″A″,on the grit(Fig.7(a)).During the grinding process,graphite lubricant on the top surface of cBN grits is gradually destroyed(Fig.7(a))as a result of the friction between the wheel and the workpiece.However,owing to the unique lattice structure of graphite,the direct frictional contact area between the abrasive grits and the ground workpiece is decreased,as has been evidenced by the lower grinding temperatures using coated brazed cBN wheels.The ele-ments at point Aare C and O(Fig.7(b)),which evidence that the graphite material coating still exists on the wheel surface after grinding.
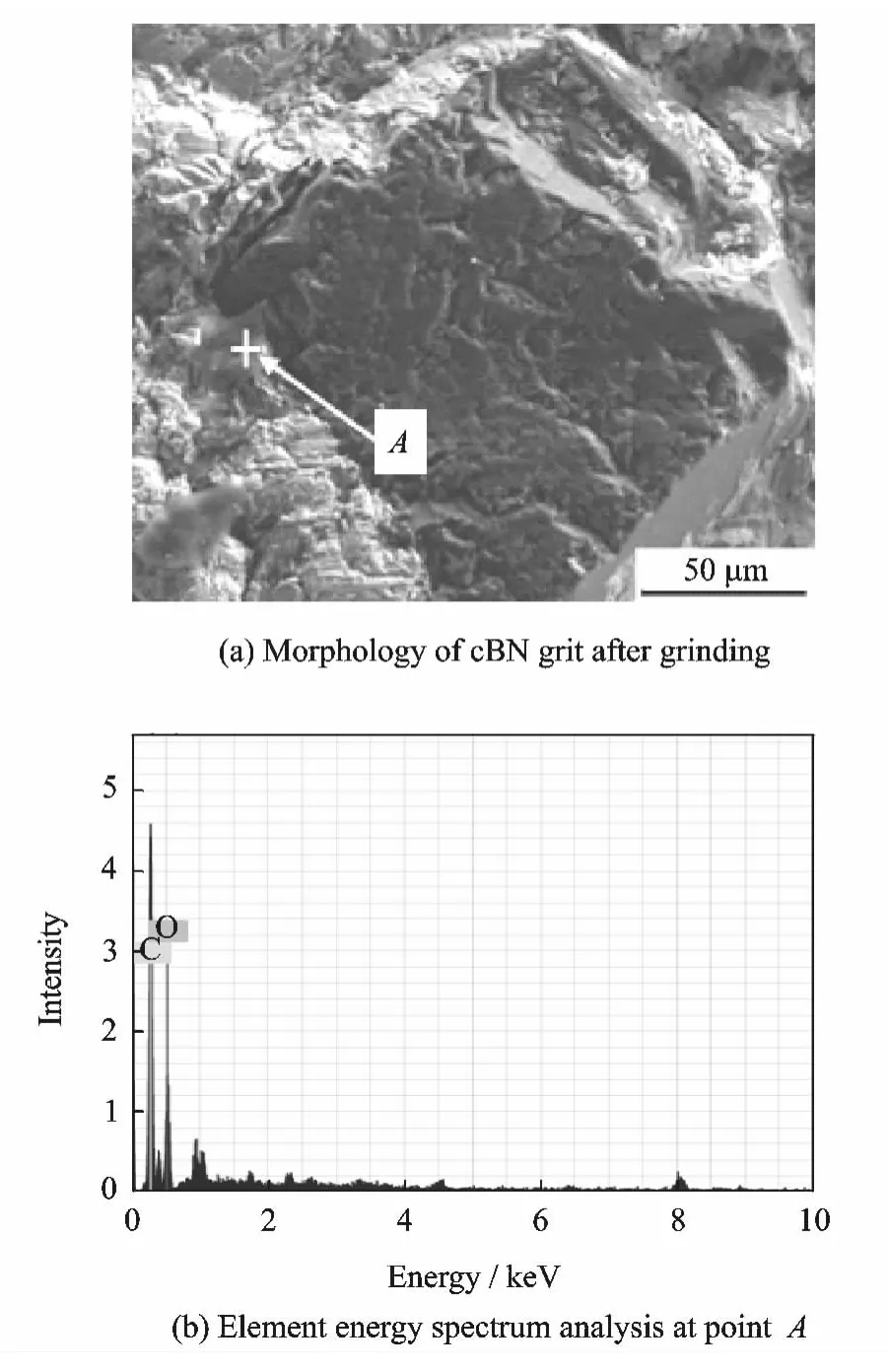
Fig.7 Morphology of cBN grit and element energy spectrum analysis
3.3 Grinding force ratio with respect to volume of material removal per unit width
To characterize the machining behavior of the coated brazed cBN wheel,grinding forces are measured during surface grinding at vs=24m/s,ap=0.01mm,vw=4m/min.Fig.8shows the characteristic time variation of grinding forces when the material removal rate(i.e.volume of material removal per unit width V′w)is 700mm3/mm.The measured forces are used to calculate the grinding force ratio(Fn/Ft).The variation of grinding force ratio with respect to the volume of material removal per unit width is shown in Fig.9.The grinding force ratio remained in range from 1.45to 1.85until the material removal rate reaches 1 950mm3/mm.The steady grinding force ratio by graphite grinding can be attributed mainly to the retention of grit sharpness due to lower wear at reduced temperature.This also substantiates the effectiveness of solid lubrication using graphite with the proposed method of coating.

Fig.8 Grinding force characteristic
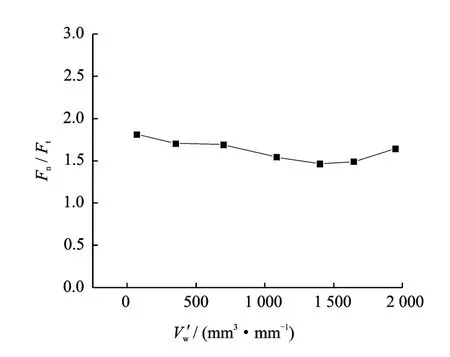
Fig.9 Variation of Fn/Ftratio with V′w
4 Conclusions
Based on the experimental work presented in this study,the following conclusions are drawn:
(1)The concept of reducing or eliminating the usage of cutting fluid during grinding is attempted by replacing fluid lubricant with a solid lubricant,graphite,applied using a novel method.A comparative performance analysis is conducted to quantify the improved grinding performance of cBN wheels prepared using the proposed method,in grinding Ti-6Al-4Vunder dry conditions.
(2)Compared with the dry grinding using uncoated brazed cBN wheels,grinding temperature is observed to decrease by 42%—47%using coated brazed cBN wheel,under conditions of dry grinding.The microstructure of the surface layer of titanium alloy using coated brazed cBN wheel is found to be similar to the parent material,without obvious distortion of the titanium crystal lattice.
(3)The grinding force ratio remained within the range of 1.45to 1.85until a material removal rate of up to 1 950mm3/mm.
[1] Qi Baoyun,He Ning,Li Liang.Effect of cooling/lubrication medium on machinability of Ti6Al4V[J].Transactions of Nanjing University of Aeronautics &Astronautics,2011,28(3):225-230.
[2] Yang X P,Liu C R.Machining titanium and its alloys[J].Machining Science and Technology,1999,3(1):107-139.
[3] Xu X P,Yu Y Q,Huang H.Mechanisms of abrasive wear in the grinding of titanium(TC4)and nickel(K417)alloys[J].Wear,2003,255(7/8/9/10/11/12):1421-1426.
[4] Teicher U,Ghosh A,Chattopadhyay A B,et al.On the grindability of Titanium alloy by brazed type monolayered superabrasive grinding wheels[J].International Journal of Machine Tools &Manufacture,2006,46(6):620-622.
[5] Huo Wenguo,Xu Jiuhua,Fu Yucan,et al.Dry grinding of Ti6Al4Valloy with flap wheels[J].Transactions of Nanjing University of Aeronautics &Astronautics,2010,27(2):131-137.
[6] Xu Xipeng,Xu Hongjun,Dai Yong,et al.Creep feed grinding of Titanium alloy with resinoid bonded CBN wheel—The application of CBN wheel in creep feed grinding[J].Journal of Nanjing University of Aeronautics &Astronautics,1993,25(5):631-637.(in Chinese)
[7] Ghosh A,Chattopadhyay A K.Performance enhancement of single-layer miniature cBN wheels using CFUBMS-deposited TiN coating[J].International Journal of Machine Tools &Manufacture,2007,47(12/13):1799-1806.
[8] Ding W F,Xu J H,Shen M,et al.Development and performance of monolayer brazed CBN grinding tools[J].International Journal of Advanced Manufacturing Technology,2007,34(5/6):491-495.
[9] Yang C Y,Xu J H,Ding W F,et al.Dimension accuracy and surface integrity of creep feed ground titanium alloy with monolayer brazed CBN shaped wheels[J].Chinese Journal of Aeronautics,2010,23(5):585-590.
[10]Chattopadhyay A K,Hintermann H E.On performance of brazed single-layer CBN wheel[J].Annals of the CIRP,1994,43(1):313-317.
[11]Fu Y C,Xu H J,Xu J H.Optimization design of grinding wheel topography for high efficiency grinding[J].Journal of Materials Processing Technology,2002,129(1/2/3):118-122.
[12]Shaji S,Radhakrishnan V.An investigation on surface grinding using graphite as lubricant[J].International Journal of Machine Tools &Manufacture,2002,42(6):733-740.
[13]Venu Gopal A,Venkateswara Rao.Performance improvement of grinding of SiC using graphite as a solid lubricant[J].Materials and Manufacturing Processes,2004,19(2):177-186.
[14]Alberts M,Kalaitzidou K,Melkote S.An investigation of graphite nanoplatelets as lubricant in grinding[J].International Journal of Machine Tools &Manufacture,2009,49(12/13):966-970.
[15]Shaji S,Radhakrishnan V.An investigation on solid lubricant moulded grinding wheels[J].International Journal of Machine Tools &Manufacture,2003,43(9):965-972.
[16]Krueger Mark K,Yoon Soo C,Forney Ken G,et al.Impregnated grinding wheel[P].US Patent 6500220,2002.
[17]Kenji Ito.Vitrified abrasive solid mass having pores filled with resin,and solid lubricant agent[P].US Patent 6428587,2002.
[18]Rossetti Jr George A,Fox Stephen E,Tricard Marc J M.Bonded abrasive articles filled with oil/wax mixture[P].US Patent 6086648,2000.
[19]Xu Hongjun,Fu Yucan,Xiao Bing,et al.Technological method of single-layer soldered diamond consolidated abrasive tool with optimized configuration[P].Chinese Patent CN 1281377,2006.(in Chinese)
[20]Xu H J,Tong X C,Zhao X S,et al.Investigation on high heating rate and precision calibration of thermoelectric characteristics of the tool and work materials[J].Annals of the CIRP,1983,32(1):47-51.
[21]Ren J X,Hua D A.Principle of grinding[M].Beijing:Electronic Industry Press,2011.(in Chinese)
猜你喜欢
杂志排行

Transactions of Nanjing University of Aeronautics and Astronautics的其它文章
- Lattice Boltzmann Flux Solver:An Efficient Approach for Numerical Simulation of Fluid Flows*
- Experimental Investigation on Flow and Heat Transfer of Jet Impingement inside a Semi-Confined Smooth Channel*
- Flapping Characteristics of 2DSubmerged Turbulent Jets in Narrow Channels*
- Critical Length of Double-Walled Carbon Nanotubes Based Oscillators*
- Identification of Time-Varying Modal Parameters for Thermo-Elastic Structure Subject to Unsteady Heating*
- Optimal Delayed Control of Nonlinear Vibration Resonances of Single Degree of Freedom System*