乘用车发动机出水管压装专机优化改造分析
2014-04-24徐国庆周海军
徐国庆 周海军
(广东鸿图科技股份有限公司,广东 高要 526108)
汽车工业的迅速发展,对发动机零件的设计和制造提出了更高的要求,高集成、高可靠性、低成本是其显著的特点。为了实现该目的,大量采用压管工艺,应用于汽车发动机的出水管、节温器罩、油底壳等铝合金零件,以实现减少发动机总成装配零件,减小发动机的体积和重量的目标。
图1 为某汽车公司全球供应的多款乘用车发动机使用的出水管(Outlet -water)组件产品成品图,此类产品亦是笔者公司的主力产品,应用于1.6~2.0 L 的多款汽车发动机。此产品安装在发动机上,是连接在发动机与车头前部的水箱散热器和冷却水储液罐之间的一个专门的功能部件。出水管的主要功能是分流,冷却流经发动机缸体和缸盖之间的水道而产生的热水,按照功能要求流到车头前部的风扇水箱散热器,实现降低水温的冷却功能,以及与驾驶室相连,按需要(冬季)实现对驾驶室内的供热的功能。出水管上安装有温度传感器,可以实现对发动机的出水水温进行监控,使发动机处在一个适合的温度之内,是发动机的整个冷却循环系统的一个重要的组成部件。
零件是典型的压铸件,材料为日本标准材料牌号ADC12(对应中国标准材料牌号为YL113),轮廓尺寸210 mm×125 mm×95 mm,重量0.68 kg。此产品是系列产品的基本型号,属同一款毛坯,根据功能需要增加压装不同的管件,成为不同的零件组件,适应不同排量发动机的功能要求,客户需求产量为120 万件/年。生产线分为CNC 加工生产线和总成装配生产线两部分,总成零件的工艺流程为:熔炼→压铸→除浇口及毛刺→CNC 加工→清洗→压装→试漏→包装→入库。

1 零件压装工艺分析
如图1 所示,出水管零件需要压装的配件共3 个,有2 个φ19 mm 的直管配件和1 个φ35 mm 的直管配件。出水管零件φ19 mm 部位的尺寸为mm,直管配件配合部尺寸为,配合面长度为17 mm;出水管零件φ35 mm 部位的尺寸为mm,直管配件配合部尺寸为,配合面长度为27 mm。为保证压装后的后续试漏工序的密封效果质量,压装前需要在管压入端的圆周配合部位手工均匀涂胶,密封胶牌号1373B。压装后放置8 h 后,密封胶干透凝固后,方可进行清洗和试漏工序的操作。零件的2 -孔平行,垂直于底部大平面,孔与底部大平面空间角度17°~19°,零件底部大平面的平面度要求为0.05 mm,有比较严格的密封要求,产品在196 kPa 的空气压力下,不允许泄漏。产品冷热循环前后,管的拔出力>1470 N。产品加热到120 ℃,管的拔出力>785 N。
由于3 个配件均为直管配件,形状比较简单,压装方式和受力状态相比较良好,从质量和经济性考虑,零件的压装工艺初始方案为2 台压装机,1 台压装2 -φ19 mm 管,1 台压装φ35 mm 管,1 名操作员工开2 台压装机,可以比较圆满地达到零件设计的技术和质量要求。由于压装2 -φ19 mm 和压装φ35 mm 管的专机为2 台,将会造成员工工作过程中,由于移动距离过大容易疲劳,导致劳动效率降低;如果采用2 名操作员工,又会出现单位时间工序内,人力成本升高的弊端。经过技术和经济性的反复评估,以及参照过往的压装工艺经验,将压装2 -φ19 mm 管和压装φ35 mm 管,集成在1 台专机内,分2 个操作工位,这样既保证了专机结构空间的紧凑,又方便员工操作,整个气动液压控制和电气控制等集成在一起通过PLC 进行控制,实现设计所需的技术要求的功能,比单独的2 台专机具有更好的经济性。
2 压装专机设计方案
2.1 压装专机结构设计
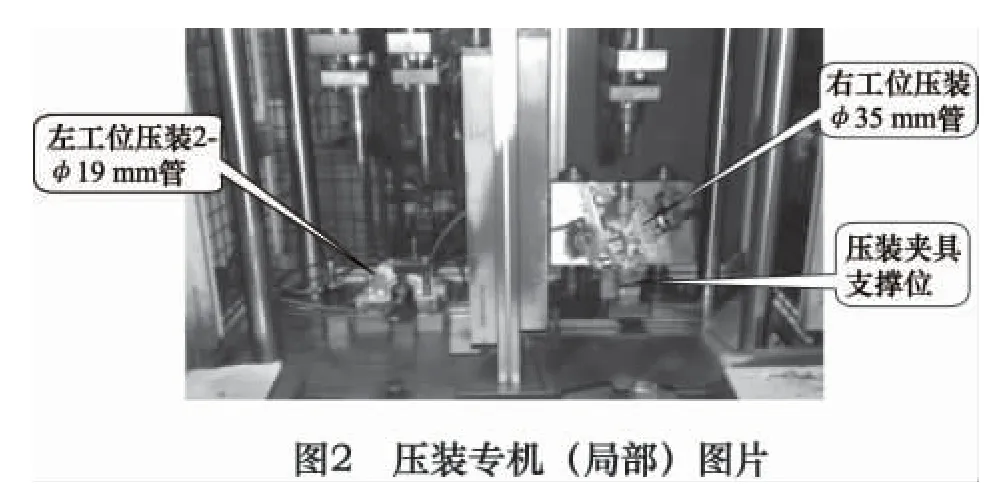
根据出水管零件压装工艺分析,将压装2 -φ19 mm 管和压装φ35 mm 管,集成在1 台专机内,分2 个操作工位。专机按照一般操作习惯采用配件垂直向下压装的受力方向的框式龙门结构,通过6 根立柱组成,实现2 个框式龙门合并的结构,分2 个操作工位的功能。具体专机结构(局部)图片见图2。
压装专机的构成由底座、6 立柱机架、左工位压装夹具、左工位压装组件、右工位压装夹具、右工位压装组件,以及液压站组成。整个自动化电器控制系统采用PLC 控制,在机器的左右手位,分别布置了左右2个工位控制面板;在控制器面板上,布置了手动调节钮和指示灯,设计了自动和手动2 种工作模式。自动模式用于正常生产,手动模式可对所有程序的每个动作进行单独调节,方便出现异常状态时,对设备进行调试维修。2 个工位可分别独立工作,互不干扰。
工件的夹具设计装夹方案,采用了随行夹具的方案,就是在工件和夹具之间,增加了一个过渡板作为随行夹具,随行夹具过渡板仿造工件外形,采用一面两销定位,两个内六角螺钉压紧的设计,随行夹具过渡板与压装夹具,也采用一面两销定位,液压转角缸压紧的结构设计。这样设计减少了工件与压装夹具装夹的次数,内六角螺钉压紧和液压转角缸同时压紧的设计,也改善了工件压装的受力情况,对减小工件装夹底部大平面的压装变形和压划伤,有极大的改善效果,特别是工件上压装配件越多,改善效果越明显。随行夹具过渡板经过热处理,用于装夹的上下大平面,经过磨制后具有光洁的表面,使随行夹具过渡板具有较长的寿命和较好的表面粗糙度。随行夹具与安装工件的图片见图3。

由于零件产量很大,为使设备在各种异常情况下工作可靠,保证工件压装的质量,设计了一些防错功能。①压装夹具设置了感应器,当没有安装工件时,启动自动工作程序后,程序将自动进行工件检测,当检测不到工件信号时,设备将无法运行自动程序进行工作,同时显示报警提醒操作工,防止压装出现漏工序操作。②为了保证压装过程中的意外发生,在专机前方操作位,安装了安全光幕,防止压装过程中,员工的肢体进入设备的运行空间而发生意外。③随行夹具过渡板与压装夹具之间设置了气检装置,保证随行夹具的安全,避免出现由于随行夹具安装不到位,启动操作所造成的压装夹具和随行夹具损坏的情况的发生。
2.2 专机的压装夹具设计和液压/气压系统设计
整个专机设备是由2 台独立的压装部分(左工位压装2 -φ19 mm 管,右工位压装φ35 mm 管)组合而成,各自拥有独立的压装夹具和控制操作系统,2 个部分互不干扰,可独立工作。
左工位压装2 -φ19 mm 管,2 -φ19 mm 管的安装方向垂直于工件底部定位安装面,工作时压装力垂直于随行夹具定位面,随行夹具与压装夹具采用一面两销的定位方式直接进行压装。夹具具体结构见图2。
右工位压装φ35 mm 管,φ35 mm 管与零件底部定位安装面有空间角度17°~19°,压装夹具的设计需要旋转2 个空间角度,使φ35 mm 管压装力垂直于底部大平面,为保证压装的精度,在工件下部设计了压装工件受力的独立的支撑位,使工件以及随行夹具的定位销不受φ35 mm 管压装力的影响,而造成定位销变形。其工作原理如下:启动φ35 mm 管自动压装程序后,旋转压紧油缸,将工件压紧可靠地固定在随行夹具上,压力继电器检测到压力后,气动夹具带动压装夹具动作,使工件接触下部的独立的支撑位,实现工件压装过程中,φ35 mm 管压装力由独立的支撑位承受,可以避免定位销造成变形,影响压装精度。
压装专机的液压/气压系统设计采用1 台液压站提供能源,气动和液压相结合的控制方式。由于压装过程中受力比较大,工件在夹具上固定和压紧采用液压转角缸实现,使压装受力过程更可靠。为了使压装的效率和质量达到最优的效果,对各个影响压装速度的流量和影响压装质量的压力,都设计成可以调节的方式,方便在调试使用过程中进行优化,是本台专机液压控制系统设计的特点。
3 生产加工过程中遇到的问题及专机优化改造分析
3.1 生产加工过程中的问题
压装专机设备在产品投入量产的生产过程中,生产了约一年的时间后,陆续出现了一些问题,其主要体现在以下几个方面:
(1)在工件压装生产过程中,偶尔会出现重复压管的现象,造成工件和配件报废,有时甚至导致专机设备的压装配件夹具损坏而停产修理的情况发生,存在着不可预知的安全和质量隐患。
(2)零件总成在国外客户的装配线上,曾经出现发动机试车过程中,φ35 mm 直管脱落,导致客户库存和货运途中的产品约6 万件需要甄别的情况,给公司造成了比较大的经济损失。
3.2 问题产生的原因分析及解决方案
(1)针对在工件压装生产过程中出现重复压管的现象,通过在生产现场花了大量时间观察,经过分析后,操作员工为长期操作的熟练员工,排除了员工不熟练的因素,从人体工程学角度分析,此为人工操作所难以避免出现的现象,必须从专机设备的设计方面加以考虑和解决。
为防止在压装工序出现重复压装损坏设备和报废工件,在每个压装配件的位置设置了红外线检测功能装置。当启动自动工作程序后,程序将自动开启红外线检测进行工件是否已进行了压装的检测;当已经压装的配件挡住了红外线信号时,系统将出现报警,程序将无法启动专机设备进行压装工作,保证了不会出现配件重复压装、造成专机设备损坏和工件报废的情况。通过增加了红外线检测功能的设计,从根本上解决了重复压装所造成的安全和质量隐患。
(2)针对零件总成的φ35 mm 直管在客户处脱落的情况,与客户沟通将不良品寄回笔者公司,对不良品进行分析。经测量后,直管配件的装配位置的尺寸符合图纸要求,出水管零件孔尺寸超差,尺寸为,孔的形状为椭圆形。经分析和不良现象的加工再现以及后续装配试漏的情景再现,判断出工件重复装夹加工了2 次,由于存在装夹和加工误差,所以造成了零件孔的形状为椭圆形,后续压装和试漏工序均无法发现此状态的不良品,经过测试此状态φ35 mm 压装的压入力仅为100 N。找到不良现象产生的原因后,需要对现有的压装设备进行优化和改造,使之具备识别此种不良现象而报警的功能。
为识别此种不良现象,需要对压装过程中的压入力进行控制,通过实验确认最大压入力和最小压入力。在压装油缸活塞杆和压头之间,安装压力传感器,通过PLC 电器系统对压力传感器拾取的压入力的信号进行处理,并将处理后的信号实时转化成压入力数据,显示在位于操作面板上的压入力显示屏上,方便操作员工观察每个工件的具体的压入力数据,并可根据技术要求在显示屏上设定具体的压入力报警的上限和下限,对压入力超出技术要求的情况,进行报警提醒,并将具体压入力数据在显示屏上显示出来,从而实现设备对此种不良的识别。为保证设备使用的过程中,压入力数据设定的安全性,设置了一定的操作权限,设备操作工只具有查看的权限,设备设计和维修人员才具有修改权限,可以修改压入力报警的上限和下限的设定数据,操作时需要输入设定的密码,才可进入压入力数据设定界面。经过反复实验,φ35 mm 直管和2 -φ19 mm 直管的压入力数据相同,最小压入力为800 N,最大压入力为4500 N,压装压入力超出此范围,设备将报警识别出异常,有效地控制了工件压装过程的过盈量,避免了不合格的产品零件和压装配件直管混入合格产品中所可能产生的质量隐患,实现了不合格品零件和配件的自动识别功能,保证了压装的质量。
4 结语
φ35 mm 直管和2 -φ19 mm 直管压装专机设备,经过优化改造后重新投入生产中,增加了红外线检测功能和不合格品零件和配件的压装过程质量的自动识别功能,有效地避免了生产中潜在的质量隐患所可能产生的经济损失,降低了人为因素对产品质量的影响。此优化改造方案对公司后续类似产品压装专机的设计方案和相关类似问题的处理,有一定的参考作用。
[1]成大先.机械设计手册[M].4 版.北京:化学工业出版社,2002.
