浅析运用凹坑理论处理在用压力容器裂纹缺陷的方法
2014-04-18尤桂群
尤桂群,刘 捷
(赤峰市特种设备检验所,内蒙古 赤峰 024000)
浅析运用凹坑理论处理在用压力容器裂纹缺陷的方法
尤桂群,刘 捷
(赤峰市特种设备检验所,内蒙古 赤峰 024000)
本文对一单位使用的储罐进行磁粉探伤检验,通过对其存在问题的分析及解决办法的阐述,简要介绍了在用压力容器检验中进行凹坑缺陷无量纲参数G0的计算的方法。
裂纹;凹坑缺陷;无量纲参数G0
2006年5月,对某使用单位的储罐进行磁粉探伤检验中,发现筒体纵焊缝内表面熔合线附近有一处表面裂纹,打磨消除裂纹后,运用TSG R7001-2004《压力容器定期检验规则》(简称《容检规》),对此凹坑缺陷进行安全状况等级评定。
以下就如何运用凹坑理论来判断打磨后的凹坑是否允许存在进行一些探讨。
1 容器基本情况
该容器为卧式,其结构如图1所示。容器的设计压力为1.77MPa,最高工作压力为1.63MPa,设计温度为50℃,腐蚀裕度为1.0mm,内直径为2400mm,长度为12086mm,主体材质为16MnR,筒体厚度为16.0mm,封头厚度为18.0mm,工作介质为液化石油气。
该容器于1993年3月制造,1993年10月投入运行,一直按期进行全面检验。
本次检验依据《容检规》、《质量手册》及“检验方案”进行,在对容器的焊缝内表面进行磁粉探伤时发现一处表面裂纹,如图2所示,打磨消除裂纹后,形成一个凹坑,经过硬度测定和金相分析确认该处材料未发生劣化现象。但是外观检查发现此处存在对口错边和强力组装现象。
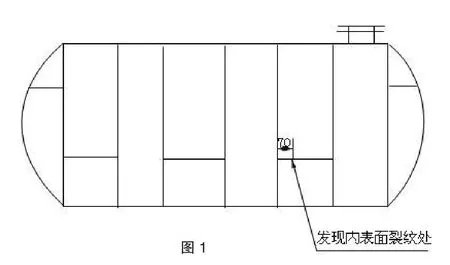
图1
2 裂纹的形成原因
在拉应力和特定腐蚀环境联合作用下,金属构件发生的脆性开裂的过程称为应力腐蚀开裂。裂纹一般发生在焊缝区域和冷作加工区。进一步研究表明,主要是由于在这些部位存在淬硬组织、形变硬化以及残余应力,使得焊缝区域硬度过高所致。从检验情况、制造质量和使用情况分析,裂纹的产生既有使用不当造成的,也有制造时遗留下的。检验过程中发现的裂纹属于典型的焊趾裂纹,焊趾裂纹起源于母材和焊缝的交界处,是明显应力集中的部位。而且此处存在对口错边和强力组装的情况,有可能产生比较大的拘束应力。该储罐曾经盛装过硫化氢严重超标的液化石油气,时间长达几个月。当硫化氢的浓度增加时,电离出的H+在金属表面放电产生氢原子,氢原子扩散进入钢中,在钢的内部聚集形成过饱和的氢,过饱和的氢能够在钢中显微孔隙中形成分子氢,氢压升高到大于临界值就会产生裂纹。只要硫化氢介质不断地补充,经过足够长的时间,就容易产生应力腐蚀裂纹。也就是说该裂纹的产生的原因应该是,在拉应力和腐蚀介质共同作用下,在一定的时间周期内,产生的应力腐蚀裂纹。对于含硫化氢环境中引起的应力腐蚀,如果控制硫化氢的浓度在极限浓度之下,就控制了进入钢中的原子氢的量,就会使得钢中氢浓度在一定条件下不能达到极限浓度,氢压达不到临界值,因此就可以防止应力腐蚀裂纹的产生。也就是说,在储罐使用的过程中,严格控制液化石油气中硫化氢的浓度,使其小于规定值,是避免产生应力腐蚀裂纹的非常重要的因素之一。
由于应力腐蚀裂纹的复杂性,而且影响的因素很多,涉及的学科也很广。所以,真正搞清楚应力腐蚀开裂的原因还有很多疑难问题需要进一步解决。
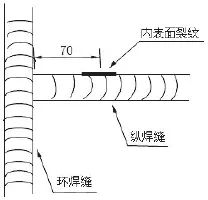
图2
3 安全状况等级评定
根据《容检规》第四十条,内、外表面不允许有裂纹,如果有裂纹应当打磨消除,打磨后形成的凹坑在允许范围内不需要补焊的,不影响定级。裂纹打磨后形成凹坑的深度如果在壁厚余量范围内,则该凹坑允许存在。否则,将凹坑按其外接矩形规则化为长轴长度,短轴长度及深度分别为2A(mm),2B(mm)及C(mm)的半椭球形凹坑,计算无量纲参数G0,如果G0<0.1,则该凹坑在允许范围内。
凹坑尺寸如下表所示:

缺陷 长度(mm)2A深度(mm)δ深度(或者C)宽度(mm)2B缺陷处实测壁厚(mm)δ实测凹坑 60 5.0 40 16.0
首先,确认裂纹打磨后形成凹坑的深度是否在壁厚余量范围内。
假定下一检验周期不超过5年,考虑到内壁腐蚀,保守估计年腐蚀速率为:0.1mm,则下一周期均匀腐蚀量C2=0.5mm。16MnR的许用应力[σ]=163MPa。焊缝系数φ=1.0。
最高工作压力Pc=1.63 MPa。内直径Di=2400mm。
校核厚度:δ校=[PC×Di/(2×[σ] ×φ-PC)]+C2=[1.63×2400/(2×163×1.0-1.63)]+0.5=12.56mm
凹坑底部厚度δ计算:

由上述计算结果可知,凹坑深度超过了壁厚余量,凹坑不能存在。因此,还必须按《容检规》计算无量纲参数G0,评定凹坑是否在允许范围内。
根据《容检规》,进行无量纲参数G0计算的凹坑,应当满足8个条件,逐条分析如下。
(1)凹坑表面光滑、过渡平缓,并且其周围无其他表面缺陷或者埋藏缺陷;消除裂纹,且经修磨后,对凹坑表面,底部及周围一定范围内,进行了外观检查,磁粉探伤和超声波探伤,确认满足该条件。
(2)凹坑不靠近几何不连续区域或者在尖锐棱角的区域;经外观检查,确认满足该条件。
(3)容器不承受外压或者疲劳载荷;由于该容器介质我液化气体,仅承受内压,其内压的大小与环境温度的变化有关,压力变化相对平稳,所以满足该条件。
(4)T/R小于0.18的薄壁圆筒壳或者T/R小于0.10的薄壁球壳;由于该容器的外径与内径之比,即(2400+16×2)/2400=1.013<1.2,所以该容器为薄壁圆筒壳。T为凹坑所在部位容器的壁厚(取实测壁厚减去至下次检验期的腐蚀量),R为容器平均半径。
已知T=δ实测-C2=15.5mm;R=(Di+δ实测)/2=1208mm,所以T/R=0.013<0.18,满足该条件;
(5)材料满足压力容器设计规定,未发现劣化;经过硬度测定和金相分析确认该处材料未发生劣化现象。
(6)凹坑深度C小于壁厚T的1/3并且小于12mm,坑底最小厚度(T- C)不小于3mm;经计算δ深度(或者C)=5.0mm<T/3=5.17mm,满足该条件;计算T-δ深度(或者C)=10.5mm>3mm, 满足该条件。
(7)凹 坑半长A≤1.4(R×T)1/2;经计算, 凹 坑半长A=30mm≤1.4(R×T)1/2=1.4(1208×15.5)1/2=191.57mm,满足该条件;
(8)凹坑半宽B不小于凹坑深度C的3倍;经计算,凹坑半宽B=20mm≥3×δ深度=3×5=15mm, 满足该条件;
经过上述分析,确认该凹坑满足进行无量纲参数G0计算的8个条件,可以进行凹坑缺陷无量纲参数G0的计算。
即:

所以,该缺陷修磨后的凹坑在允许的范围内可以不作处理。
4 结论
对于在定期检验过程中,发现的一些比较严重的裂纹性缺陷,通过凹坑缺陷无量纲参数G0的计算,可以避免简单地采用剩余壁厚进行强度校核,校核不能满足强度要求的就补焊返修的现象,为容器的使用单位节约了时间和资金。也避免了补焊返修过程控制不当造成的返修部位产生更多缺陷的问题。
需要注意的是,在裂纹打磨消除前,一定要制定打磨方案,在打磨的过程中不断地进行试算,即按照进行无量纲参数G0计算的凹坑应当满足的八个条件逐一进行分析,确认是否满足,如果凹坑缺陷无量纲参数G0的计算结果在不允许的范围时,要按补焊返修方案打磨。
为了避免产生应力腐蚀裂纹,制造过程中,应注意焊前预热,减少热影响区的淬硬倾向。避免可以引起应力集中和氢损伤的制造缺陷,还应该避免冷矫、锤击等强力组装所引起的形变硬化倾向。可以通过热处理将硬度降低到规定值以下。在使用过程中,应严格控制液化石油气中硫化氢的浓度,使其在允许范围内。
该容器在使用一个检验周期后,对凹坑部位进行了外观检查和无损检测复查未发现超标缺陷,符合《容检规》要求。
[1]TSG R7001-2004《压力容器定期检验规则》[S].
[2]GB150-1998《钢制压力容器》[M].
