高速激光切割机床数控系统探究
2014-04-14潘冬
潘 冬
(陕西国防工业职业技术学院,710300)
0 引言
文章对嵌入式激光切割机数数控系统的基本模块的基础上来分析,对切割系统的硬件和软件机构设计,与此同时还对系统实行调度分析和数据的转化分析,为了各个模块协调和高效工作打下了好的基础。还探讨了激光加工的参数对切割质量的各种影响,根据切割中产生的能量的平衡方程建立相应的模型。
1 激光热切割技术工作原理与研究热点
激光切割作为目前市场上一种先进的切割方法,因其加工精度极高、工作效率高、污染较低的原因,现如今此技术广泛应用在航天行业和汽车的制造业中,诸如飞机机件的切割,车体的轮廓修整等。激光自身具有能量热度高、工作效率高、作用明显的特点,人们可以利用这些特性来加工一些钢板固件,加工出的固件就会有边框轮廓鲜明,热影响作用较小等特点;并且在加工过程中,激光切割不像磨轮和电锯一样噪声很大,激光切割也具有辐射小、切割过程产生的废物较少的优点;激光切割适用于对许多种类的材料进行加工。
2 激光热切割技术工作机理
2.1 激光切割的原理
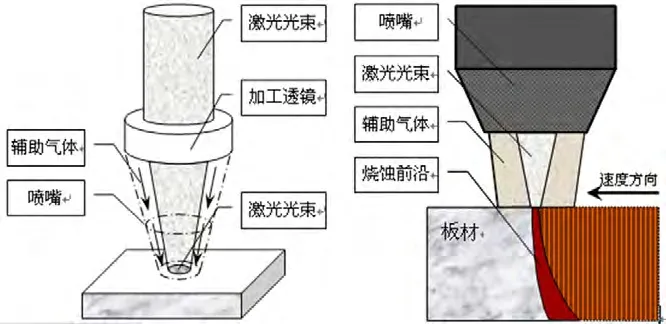
要了解激光的切割原理,就要知道激光是怎么来的。激光是经过高精准度的对焦来使光束所有的能量集中在一点,从而使激光拥有高度聚集的能量;激光切割是借助这种高强度的能量对材料进行照射,使被照射的材料在照射点处短时间内迅速达到燃点,让材料产生明显的形变来达到热切割的目的。其中需要借助辅助气体吹除杂物使整个过程更加的精确,还要通过加工透镜来加大光束的做功量。切割过程中,所有的热力做功都作用在光束与材料接触的一点,烧灼前沿是所做工的‘‘场所’’,激光与辅助气流通过烧灼前沿进入作用点,激光所做的功耗,一半在烧灼前沿处被消耗,一半通过切孔进入切孔内部进行反射(如下图1)。
2.2 激光切割的主要方式
不同的材料所用的激光加工形式也是不尽相同的,要达到同样的效果,对不同的物质材料就要进行不同的加工切割方式。而最为常用,被我们熟知的几种激光切割方式分别是:汽化切割、熔化切割、氧助熔化切割以及控制断裂切割这四种。对类似于木材汽化切割有机材料的加工就要用到汽化切割,使用激光照射材料便面,材料受照射产生高温在短时间内汽化,所产生汽化的材料处形成裂缝,从而达到切割的目的。值得一提的是,在这个汽化过程中,所产生的高温能量是熔化切割的十倍左右,用来处理那些不能使用融化切割来进行加工的物件。其次是熔化切割:熔化切割同样是借助激光束对物件进行照射产生高温来熔化材料,使材料形成孔洞或是裂缝,再使用辅助气流将所熔化的杂物吹走,以此来使切割出的裂缝保持平整。氧助熔化切割是利用热激光的加工使工件照射点处温度升至燃点,利用氧等催生物促使气体燃烧,提高工件的表面温度,从而提高切割的效率;这种方法适用于厚度大于熔化切割的所能达到的最大限度的工件,但是由于其操作难度较高现在仍然不被广泛使用。通过激光光束的照射使工件在可控范围内产生断裂的操作手段称为控制断裂切割,其主要原理是:在加热到一定程度时使工件产生物理形变,即断裂,使材料产生裂纹。但是现阶段我国大量使用的热激光切割方式仍是熔化切割。
2.3 激光热切割技术的研究热点
在制造业中,金属制造业是与热切割技术的发展始终联系在一起;企业之间的相互合作,有利于相互之间的技术交流和经验共享,给激光热切割业界带了许多充满新意的生产观念和创造性的思维观点。金属制造业开始向更加实用经济、提高效率方面迈进,使自身更具有竞争力;但是想要在原有的基础上达到产品的结构性能最优化,还是需要对自己的技术层次和生产方式上进行创新。而在制造方面的创新,最容易让人联想到的就是要在切割工艺上进行创新,这就对切割行业提出了新的要求。一般说来,要想提高切割行业的效率,就要从提高工件原件的质量和对切割工具进行改进这两大方面进行。尤其是对钢制材料的生产加工,材料在切割之前就该对其表面进行大致的加工。对于工件的切割程序,首先要对轮廓线进行处理,并且在后面的几道工序中还要做到划线定位的过程,也正因为此,必须在做准备工作时,就对工件进行除锈工作,确保接下来的工作顺利而且无误的进行;如果有铁锈等杂志的存在,则会大大影响切割效果,一般会使切割效率下降,甚至还会出现切割面产生缺陷,在电焊过程中产生超出规格的情况,使工件产生形变甚至整体产生歪曲的视觉感受,这种情况下需要进行修补,过程将会是及其麻烦的。
现代切割额方式已经由原来的单一改为‘‘多元化’’,在原有的基础上又增加了无限旋转变坡口割炬、等离子变炬口割炬等专用的切割工具。切割软件种类的增加,也使切割的过程变得简单快捷,而且让使用者有更多选择的余地,可以根据需求进行选择,大大加强了工作效率和加工条件。在自动化的今天,只要在程序中输入材料的厚度和倒角的度数,就可以由机器自动的选择最优方式进行加工,切割程序还能依据切割的角度方位以及要切割的准确位置,在材料上设置割炬的旋转点。
3 高速激光切割机床的发展概况与趋势
最近几年最为流行,销售量最快的加工设备就是数控激光切割机,在多数工业科技发达的大国,尤其是美国、日本、欧洲这些工业大国,数控激光切割机的销售数量仍然是逐年递增、有增无减,将数控激光机床投入使用的领域、应用规模也是不断扩大,数控激光机床的使用前景也是一片大好。早在二十世纪八十年代我国就开始了第一台数控激光机床设备的引进和使用,在国内也有多达数十家企业生产了各种型号的数控激光切割机,从国外引进的数控激光切割机也有超过三百台以上的数量,国内的激光切割机总数量也高达一千多台;即便如此,这些数量的数控激光切割机也仍不能满足我国制造业发展过程中对其庞大的需求量,而且在未来需求量可能还会再上升一个高度。
与数控转塔冲床相比,数控激光切割机有自己无可比拟的优势:数控激光切割机加工效率更高,加工效率快,加工精准度也远高于数控转塔冲床。同时数控激光切割机适用于多种材料的加工,可以加工金属类的材料,也可以加工非金属类的材料,加工的工件厚度甚至可以达到二十五mm 厚,有远超于数控转塔冲床的优势。
4 嵌入式数控系统的发展概况与趋势
嵌入式系统,这是一种被定义为专用计算机系统,是以计算软件的运行为核心内容,以计算机运行技术为主要依据,软硬件可以进行裁剪,用来适用多种系统对不同版本的的功用所作出的不同要求的专用系统。嵌入式系统的整体结构主要有以下几个部分:嵌入式处理器、嵌入式外围设备、嵌入式操作系统和嵌入式应用软件。嵌入式系统应用范围和使用度都很广泛,在各种各样的电子产品中都能看到嵌入式系统的身影;小到MP4,大到信息化的家用电器、车用定位系统等。
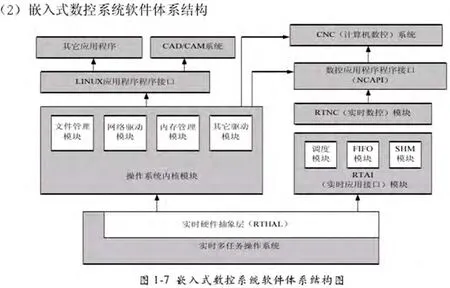
图2
在此基础上,根据数控激光设备的应用特性,融入嵌入式系统,称为嵌入式数控系统。嵌入式数控系统利用更改,增设或者减少结构对象,将使用者较为特别的使用要求反映到处理系统中,来实现不同层次的数控系统,主要作用是提高系统的性能和可靠性,减少运行成本,增大做功率,提高数控激光系统本身的竞争力(如下 )。
嵌入式数控系统将对动态物体的控制形态以运行软件的形式展现出来,更加的直观形象。同时采用计算机的运行模式,使系统更加方便快捷的结合了计算机的优点,降低了系统的实现难度,也增强了系统的可行性,使系统更具使用弹性,进一步使系统的推广更大程度的变为可能。将这一成果应用到激光切割机床的数控系统中,也是一种创新之举。
在现实的生产过程中,激光的切割程度的好坏都跟切割尺寸精度的高低和材料本身的表面光滑度有紧密的联系,同样对于切割程度产生影响的还有切割工作进行之前得到的数据误差的大小,以及激光照射密度的大小,还有就是在切割过程中产生的废屑,有时候产生的废屑得不到及时的清理,会影响切割效果。
5 小结
随着世界工业向前的大跨步发展进程,催动着激光切割技术不断的去完善和发展,激光切割设备也在进行着改进:机器成本下降的同时,效率却在不断的提升,这也使得我国的热切割技术在此行业发展势头更足。但是在这样大发展的情况下却受到了技术因素的制约,我国现代激光切割系统采用的是通用范围的数控系统,不能够很好的满足现代工业的发展要求。为了实现目标,我国在此方面不断的进行着尝试,开发功用齐全的产品,更好地服务于我国的制造业,为经济发展添一把薪。
[1] 刘文强.数控切割及其在切割中的结构开发研究[J]机械.2009.09
[2] 邓英健. 开放性高速切割技术的发展[J] 机电工程.2011.07
