数控精密微孔电火花加工机床燃油电喷片自动加工系统研究
2014-04-14庄昌华叶秋琴王文浩陆晓华李金林郑湘
庄昌华,叶秋琴,王文浩,陆晓华,李金林,郑湘
(苏州电加工机床研究所有限公司,江苏苏州215011)
数控精密微孔电火花加工机床燃油电喷片自动加工系统研究
庄昌华,叶秋琴,王文浩,陆晓华,李金林,郑湘
(苏州电加工机床研究所有限公司,江苏苏州215011)
针对数控精密微孔电火花加工机床研发设计了一种片式工件的自动上下料机构,是构成数控精密微孔电火花加工机床燃油电喷片自动加工系统的重要部分,实现了汽车发动机燃油电喷片的高效、低成本及自动化加工。
电火花加工;电喷片;微孔加工
随着国内外汽车行业的飞速发展及对汽车排放要求更高的欧Ⅴ、欧Ⅵ标准的实施,对汽车发动机燃油电喷片的喷孔加工要求越来越高。本公司研制生产的精密微孔电火花加工机床能很好地满足燃油电喷片的加工,除需人工上、下料以外,已能实现汽车发动机燃油电喷片的自动加工,加工效率和质量稳定性均得到了用户的充分认同。但随着汽车行业对燃油电喷片的需求量过速增加,电喷片加工过程中人工上、下料的问题日渐突出。虽然精密微孔电火花加工机床的加工效率较高,平均每半分钟可加工一件电喷片,班产可达500~600件/台;但由于工件小,安装的位置要求较高,操作工的劳动强度及劳动力成本较大。针对该问题,成功研制了精密微孔电火花加工机床自动上下料机构,从而实现了燃油电喷片加工过程的自动化生产,大大减少了人工成本,总体加工效率得到了有效提高。
1 自动上下料系统设计及具体实施
1.1 自动上下料总体机械结构
燃油电喷片自动加工系统由数控精密微孔电火花加工机床主体与自动上下料系统二部分组成。精密微孔电火花加工机床已能很好地实现燃油电喷片各种不同位置分布的微孔自动加工,故只需增加与自动上下料系统的通讯及加工节拍控制即可,而机构工作重心在于自动上下料系统的研发。
自动上下料机械结构见图1。由料筒、上料机构、下料机构、工件夹固机构及自动上下料专用数控系统组成。其中,上料机构、下料机构驱动部分通过旋转气动机构和直线气动机构实现上料及下料悬臂的回转与直线运动;采用“定位挡块”和“定位传感器”实现机械手的精确定位;通过控制机械手(取件嘴)的“正压”或“负压”,实现微小电喷片工件的释放及吸取;通过控制工件夹具弹性压片的开合,实现微小电喷片工件的夹持。图2是自动加工系统实物图。

图1 自动上下料机械结构

图2 燃油电喷片自动加工系统实物图
1.2 料筒
料筒又称为电喷片弹夹,用于放置工件。由于工件是一个直径为6~10 mm、厚度为0.4~0.5 mm的圆盖型小薄片,体积、厚度均较小,易被吹动,因此,料筒的设计利用了子弹弹夹的原理,被设计成一个中空直径为12 mm的圆柱筒,工件一片片地叠加在筒内,在圆柱筒底部加装一个向上顶起的步进电机,即可顶送工件,还能通过指令脉冲对工件进行计数。料筒一次可装约300个待加工电喷片。通过料筒夹紧气缸固定料筒,只有在料筒夹紧的情况下,上料悬臂才能动作,并在料筒下方由一个受步进电机控制的顶杆控制料筒顶部的待加工电喷片的高度(图3)。

图3 上料料筒实物图
1.3 工件夹固机构
工件夹固机构设计成中空的、带有一个与待加工电喷片工件尺寸相匹配的工件安装腔,腔的底部通一小孔,使其与夹固机构内腔连通。当机械手将待加工电喷片释放至工件安装腔的同时,向夹固机构内腔通以负压,能使工件更好的落位;在吸取工件的同时,通过负压检测电路检测是否吸取到工件,从而确保吸取工件的可靠性。通过对工件夹固气缸的控制,使弹性压片平移,实现微小电喷片工件的夹持。
此外,为了保证加工区域少受冲液的影响,对加工区域进行了吹气处理设计,片状工件表面吸附的工作液被吹离,使每次下料时更可靠。由于工件体积小、厚度薄,在用气缸吸取工件的过程中易出现粘片的现象,即多个工件一起被吸出,造成实际加工出现异常。因此,结合后续工序的需要,将电喷片改成带棚状的薄片,这样叠加起来就存在空隙,从而尽可能地避免吸取工件时的粘片现象。
1.4 上料机构
上料机构示意图见图4。抓取待加工电喷片的机械手为一中空吸盘(取件嘴),通过向其通以负气压,可吸取微小电喷片工件;而通以正气压,则可释放电喷片工件。

图4 上料机构示意图
上料机构的设计包含上料旋转气缸、上料升降气缸、上料平移气缸等3个运动部件。通过对其进行有序控制,实现了对安装于上料悬臂端部的机械手(取件嘴)的空间位置控制。自动上料控制流程见图5。
1.5 下料机构
下料机构示意图见图6。与上料机构原理类似,设计下料机构时,使其下料悬臂带动机械手的取料位置正好位于工件夹具上方,去掉下料平移气缸,简化了机械结构。自动下料控制流程见图7。
1.6 自动上下料控制系统
数控精密微孔电火花加工机床主体通过专用数控系统控制燃油电喷片多分布微孔的自动加工;而自动上下料系统采用单片机构成的自动上下料专用数控系统,控制燃油电喷片的自动上料及下料。二者通过通讯接口相互握手通讯,简单可靠,且相互自锁,保证整个加工过程不干涉,从而实现燃油电喷片的全自动加工。系统联系框图见图8。
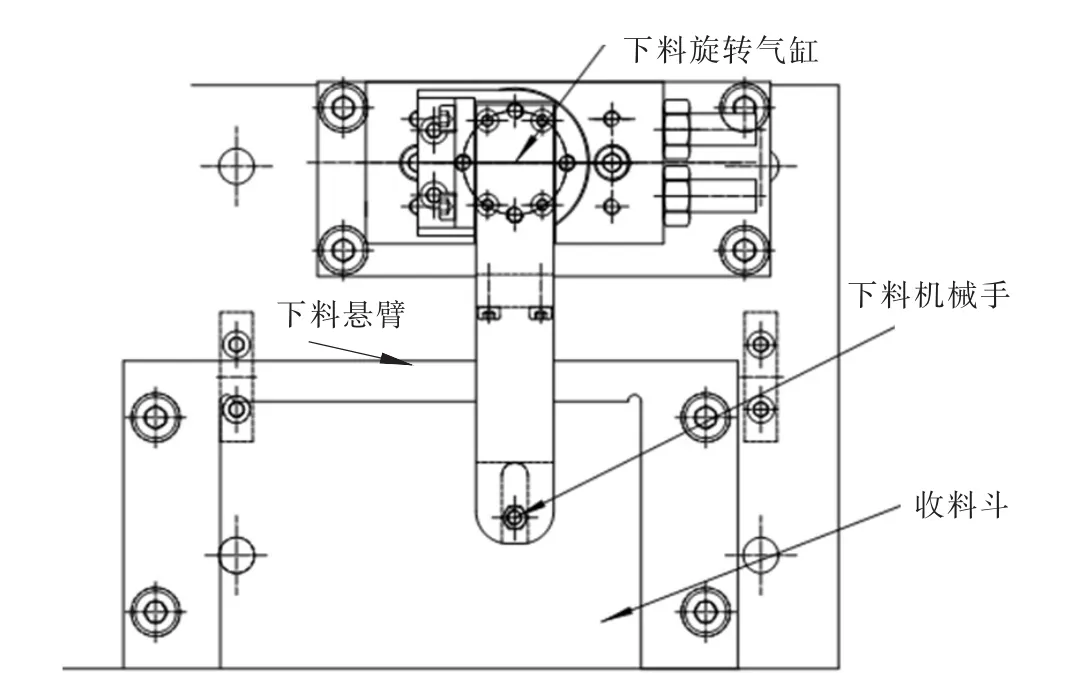
图6下料机构示意图

图7自动下料控制流程图

图8自动上下料控制系统联系框图
对于上下料的整个控制流程,采用C语言编写完成整个数控系统专用核心控制软件的开发。根据燃油电喷片电火花微孔加工对数控系统的特殊要求和自动上下料控制的整体要求,按模块化开发设计,具有条理性强、可方便地进行逐块开发调试和扩展功能的优点。
2 实际加工效果
经过对燃油电喷片电火花微孔自动加工系统的实际使用,系统运行稳定、可靠,达到了设计要求。与之前未采用自动上料系统相比,每个燃油电喷片的加工周期大致相当;但以往人工操作机床必需每台机床、每班都配备一名操作工,劳动强度大,失误率高,单片燃油电喷片微孔加工的成本高;配置自动上下料系统后,除每隔1.5 h人工更换一次电喷片弹夹及定时更换电极以外,加工过程不需另外人工干预,每班只需一名操作工就可管理10多台机床,大大降低了劳动成本,且提高了成品率。
3 结语
在数控精密微孔电火花加工机床上研发自动上下料机构,开发燃油电喷片自动加工系统数控软件,形成数控精密微孔电火花加工机床燃油电喷片自动加工系统,可实现汽车发动机燃油电喷片精密微孔的高效、低成本、自动化电火花加工,大大降低了操作人员人工失误的影响和燃油电喷片的加工成本,提高了成品率。
Study on the Automatic Processing System for Fuel Efi Tablets of CNC Precision Micro-hole Drilling EDM Machine Tool
Zhuang Changhua,Ye Qiuqin,Wang Wenhao,Lu Xiaohua,Li Jinlin,Zheng Xiang
(Suzhou Electromachining Machine Tool Research Institute Co.,Ltd,Suzhou 215011,China)
A kind of automatic hole plate up-down workpiece mechanism is designed for the CNC precision micro-hole drilling EDM machine tool.It is a important composition of fuel efi tablets automatic processing system on CNC precision micro-hole EDM machine tool.It is realized that the fuel efi tablets on engine of car is high efficiency,low-cost,automatically processed.
EDM;efi tablets;micro hole machining
TG661
A
1009-279X(2014)06-0056-03
2014-09-23
庄昌华,男,1982年生,工程师。
