铜冶炼炉渣选矿自动化技术的现状
2014-04-13胡国军
胡国军
(中国瑞林工程技术有限公司,江西南昌 330031)
铜冶炼炉渣选矿自动化技术的现状
胡国军
(中国瑞林工程技术有限公司,江西南昌 330031)
总结了目前国内铜冶炼炉渣选矿厂的自动化水平,重点介绍了渣包喷淋无线控制系统,炉渣破碎及输送控制系统,半自磨给料控制系统,旋流器给料压力控制系统,浮选液位、充气量控制系统等一些应用成熟的典型自动化控制系统,并分析了铜冶炼炉渣选矿自动化未来的发展方向。
炉渣选矿;自动化控制;渣包喷淋无线控制;半自磨机给料控制;旋流器压力控制;发展方向
随着我国铜冶炼工业的发展,铜冶炼炉渣逐年增加,据不完全统计,到2013年底,各种铜冶炼炉渣产量达12 000 kt/a,铜金属量在150 kt/a左右,铁金属量在4 800 kt/a。为了利用这些宝贵的资源,许多冶炼厂相继配套建设了铜炉渣选矿厂,获得了良好的技术指标和经济效益。中国瑞林工程技术有限公司(以下简称中国瑞林)多年来为国内几家大型铜冶炼厂配套设计的铜炉渣选矿厂,大都采用渣包缓冷、粗碎、半自磨、球磨、浮选、精尾矿脱水工艺流程。经过不断地摸索和经验总结,现已开发出1套比较完善的自动化控制系统,主要包括渣包喷淋无线控制系统,炉渣破碎及输送控制系统,半自磨给料控制系统,旋流器给料压力控制系统,浮选液位、充气量控制系统等[1]。以下分别予以介绍。
1 渣包喷淋无线控制系统
炉渣的冷却方式对选矿回收指标起决定性作用。铜炉渣的冷却方式主要有5种:水淬冷却、铸渣机冷却、自然冷却、槽坑缓慢冷却和渣包缓冷,其中渣包缓冷的效果最好。生产实践中还发现,渣包缓冷的效果受缓冷的时间、缓冷温度下降速率的影响,经过一段时间的缓冷后必须喷水加速冷却,达到改变炉渣可磨性的目的[2]。
由于渣包位多,且处于高温、水雾等恶劣环境,操作失误时存在高温炉渣“放炮”的可能,威胁人身安全,若靠人工操作喷淋水阀,不仅浪费人力资源,也很难按要求在最佳时间点开闭阀门。在此背景下,设计人员经过反复论证和经验总结,开发了一套先进的渣包喷淋无线控制系统,如图1所示。

图1 渣包喷淋无线控制系统
自动化控制如下:1)每个渣包位编有唯一的三位数字编号,如101(编号中使用的数字为0、1…9,共10个数字)。每台渣包车配套1套无线发射端,当渣包车司机将渣包放置到预定的渣包位置后,由司机在无线发射端输入渣包位编号(具有确认功能),接收器接收指令后采用通讯方式(Modbus)送给DCS控制系统接收命令后自动启动渣包喷淋系统,并给司机返回一个确认信号表示程序已经启动。喷淋结束后在渣包车上显示(触摸屏)待倒包的信息。2)喷淋水控制选用隔膜阀,可有效防止固体颗粒导致阀门关不死的情况出现。选用的阀门带有阀位反馈开关,当反馈阀位与程序里阀门应有的阀位不同时可报警,提醒该阀门可能出现故障。DCS系统会自动将渣包位的状态发送到渣包车上的触摸屏上,之后渣包车司机可及时将已经冷却好的渣包拉走。司机送热态渣包时也可根据空渣包位提前选择合适的路线,做到节省时间和降低油耗,实现渣包车的智能化管理。目前已有多家炉渣选矿厂采用了渣包喷淋无线控制系统,取得了良好的效果。
2 炉渣破碎及输送控制系统
由于炉渣密度大、硬度大、帮德功指数高、尾矿沉淀等特点,目前炉渣破碎用得最多的是颚式破碎机,破碎后通过皮带输送到粉矿仓。控制系统主要对各设备的运行状态、皮带的跑偏进行监视和报警。颚式破碎机的控制要点是保证平衡的给料速度,使其达到最大的工作效率,又不超负荷运转损伤设备。如图2所示,主要是通过对其给料量进行计量,然后经过PID运算,对铁板给料机的速度进行调节,达到平稳给料的目的。

图2 鄂式破碎机给料控制系统
3 半自磨给料控制系统
半自磨机是碎磨的关键设备,长筒型半自磨机物料在磨机中停留时间相对较长,物料性质变化较小,生产较稳定,适于细磨。铜冶炼炉渣的性质相对原矿变化较小,磨机的负荷相对于给矿变化较小,一次调好后只要保证给料、给水的稳定,即能保证生产的正常运转,如图3所示。

图3 半自磨给料控制系统
1)给渣量控制。半自磨机的给渣量由两部分组成,一部分来自粉矿仓的新给渣量,一部分是经过直线振动筛的返砂量,两者都直接影响半自磨机的实际给渣量。采用电子皮带秤测量直线振动筛的返砂量(WIQ-03-02),该信号送入DCS系统,与给渣量设定值相减,得出新给炉渣流量;DCS系统输出控制信号至粉矿仓下振动给料机的变频调速器,控制振动给料机的转速以达到要求的新给炉渣流量,这样就保证了半自磨机入口给渣量恒定。
2)磨矿浓度的控制。合理的磨矿浓度是提高磨机磨矿效率的关键条件,根据半自磨机给渣量实现给水量的比例控制方法是一种有效的控制手段。半自磨机入口给水量控制(FfICQ-03-01)通过电磁流量计、DCS系统的PID回路、调节阀构成一个恒定给水闭环控制系统。由于半自磨机的磨矿产品需要满足一定的浓度要求,所以给水量必须与给矿量成比例,因此给水量的设定值需要受给渣量的控制。
4 旋流器给料压力控制系统
稳定分级旋流器进料压力(PICA-03-01)是保证分级效果的关键。由于旋流器压力受旋流器进料流量的影响,而矿浆池液位(LIA-03-04)受控于矿浆流量,要使旋流器进料压力稳定在一定范围内,必须放宽对泵池液位的约束。因此,用超声波物位计测量泵池液位并送入DCS系统,设置液位的上限、上上限、下限、下下限等报警状态(可根据生产实际情况决定)。采用分段(改变压力设定值)控制策略,控制渣浆泵的转速确保分级旋流器进料压力稳定,如图4所示。
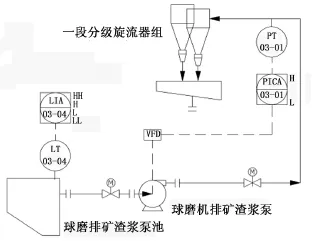
图4 旋流器给料压力控制系统
5 浮选液位、充气量控制系统
浮选机的浮选液位、充气量自动控制系统主要是对浮选的整个流程进行集中控制,以确保浮选流程的工作稳定性。该系统还可实现对多槽浮选作业的液位、充气量进行自动调节,能有效地控制精矿品位和回收率。浮选机的浮选液位检测是实现自动控制的关键,必须消除泡沫对液位测量的影响。因此浮选液位检测主要是通过在浮选槽中安装消泡桶,在消泡桶中央安装一个可上下移动的浮球,消泡桶顶端安装一块浮动的圆盘,通过连杆与浮球相连,使浮球与圆盘可同时上下浮动。消泡桶的底端稍稍收口且与矿浆相通,使消泡桶内外的矿浆液面始终保持在同一平面,通过测量圆盘的液位就能精确测量浮选液位。浮选机的浮选液位、充气量控制器一般位于浮选机边上,操作工可现场根据浮选的工况对液位、充气量进行设定,同时将液位值、充气量值送DCS系统进行监控。
6 铜冶炼炉渣选矿自动化发展方向
除了上述铜冶炼炉渣浮选的几个重要控制系统,还有自动加药控制系统、精尾矿脱水控制系统等。通过这些控制系统才能实现整个铜冶炼炉渣选矿的生产自动化。但是,铜冶炼炉渣选矿的生产自动化跟目前一些大型原矿选矿厂的自动化相比,仍有一定的差距[3],主要体现在以下几个方面:1)磨机负荷的模糊控制。目前国内的炉渣选矿厂还没有过此类应用。2)浮选泡沫的模糊控制,即通过泡沫的成像,利用先进的模糊控制技术对充气量值进行自动设定,不再需要人工现场操作。3)旋流器溢流粒度的检测和控制。目前国内的炉渣选矿厂基本上都设计了粒度分析仪,但是由于各方面的原因,大都使用效果不好,需要探讨和总结经验,分析其中的关键因素。
当然,以上系统的投入需要一定的投资,铜冶炼炉渣选矿的规模虽说越来越大,但与原矿选矿厂相比,还是有不小的差距。鉴于渣选厂的规模小、炉渣物理性质变化较小的特点,目前是否需要这些先进的系统和仪表尚需根据经济效益和使用情况进行探讨,但随着未来自控技术的成熟和成本的下降,定会得到合理的应用。
[1]雷存友,吴彩斌,余浔.铜冶炼炉渣综合利用技术的研究与探讨[J].有色冶金设计与研究,2014(1):1-4.
[2]胡国军,严明.浅淡铜炉渣缓冷自动喷淋系统的设计[J].有色冶金设计与研究,2011(4/5):95-96.
[3]杨琳琳,唐秀英,宁旺云.选矿自动化发展现状及趋势[J].现代矿业,2012(4):23-25.
版权声明
本刊已许可中国学术期刊(光盘版)电子杂志社在中国知网及其系列数据库产品中以数字化方式复制、汇编、发行、信息网络传播本刊全文。作者向本刊提交文章发表的行为即视为同意我社上述声明。
本刊编辑部
Present Situation of Automation Technology for Flotation of Copper Smelting Furnace Slag
HU Guojun
(China Nerin Engineering Co.,Ltd.,Nanchang,Jiangxi 330031,China)
The paper summarizes automation level of domestic copper smelting furnace slag flotation plant at present,and introduces many typical automatic control systems,such as slag ladle spraying wireless control system,furnace slag crushing and delivery control system;SAG feeding control system,cyclone feeding pressure control system,flotation level,aeration volume control system and so on,meanwhile,the paper also analyzes the future development direction of copper smelting furnace slag flotation automation.
furnace slag flotation;automation technology;slag ladle spraying wireless control;SAG feeding control;cyclone pressure control;development direction
TD928.9
B
1004-4345(2014)06-0051-03
2014-09-24
江西省科技支撑计划项目(20132BBG70016)。
胡国军(1981—),男,工程师,主要从事过程自动化设计。
