用电解铝液铸轧生产1235双零箔坯料的质量控制
2014-04-12飞尚才赵霞年王金贵
飞尚才,赵霞年,王金贵
(青海鲁丰鑫恒铝材有限公司,青海 西宁 810000)
用电解铝液铸轧生产1235双零箔坯料的质量控制
飞尚才,赵霞年,王金贵
(青海鲁丰鑫恒铝材有限公司,青海 西宁 810000)
摘要:概述了用电解铝液铸轧生产1235双零箔坯料的生产工艺及产品质量的控制方法,介绍了熔体配料、熔炼、在线除气除渣、工艺参数的细节,指出了以上因素对产品质量的影响。
关键词:电解铝液;铸轧;1235合金;坯料;质量控制
0 前言
随着铝箔应用领域及需求量的不断增加,国内铝箔工业不断发展,市场竞争越来越激烈,企业研制开发高端产品势在必行,我公司利用优良的设备装备,开发用电解铝液铸轧生产1235双零箔坯料,以此来提高市场竞争力。但双零箔对坯料质量要求比较苛刻,通过两年的生产实践,攻克1235双零箔坯料质量的关键技术,产品质量不断提高。我公司铸轧生产的铝箔坯料(7.0mm)可生产0.0065mm厚的铝箔,铝箔性能、针孔数等质量问题都得到了解决,产品质量良好。本文主要介绍熔炼到铸轧整个生产过程的质量控制,供同行参考。
1 铝箔坯料的化学成分
用电解铝液铸轧生产1235双零箔坯料的化学成分见表1。
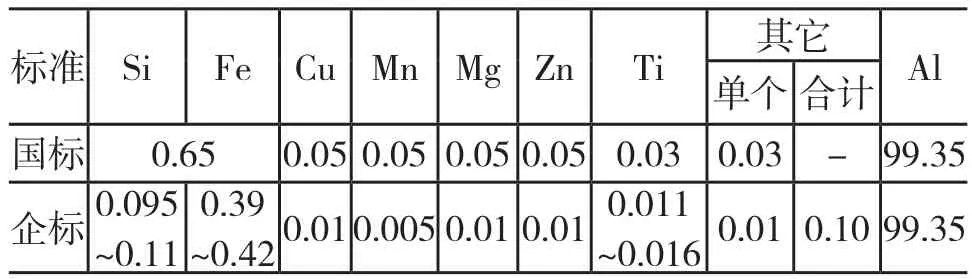
表1 1235铝合金各合金元素(质量分数 / %)
2 熔炼质量控制
2.1 配料
由于电解铝水具有“三高一低”特点,即温度高、含氢量高、含渣量大及晶核活性少,对产品质量影响较大,因此在熔炼之前必须进行相关的处理。我公司装炉时,电解铝水加入量为70%,冷料(铝锭及本合金一级废料)加入量为30%,电解铝水装炉时在包口使用过滤网对铝液进行过滤,保证装炉的铝水具有一定的洁净度。装炉时先加入冷料后再加入热料,其目的,一是降低电解铝水温度,二是节约成本,减少天然气消耗量。在温度达到720~740℃时进行配料,中间合金采用ω(Fe)=75%,ω(Si)=95%的速溶硅,配料后静置10min,再进行电磁搅拌,搅拌时间不小于30min,保证熔体中合金元素的均匀性。在导炉前熔体的温度控制在735~745℃方可导入保温炉。
2.2 熔炼
由于我公司采用燃气熔炼炉,熔体表面温度较其他部位高,因此熔体温度达到700~720℃之间时进行三次搅拌,保证冷料不爬底、熔体温度均匀,然后进行第一次四氯化碳加氩气的方式进行精炼除气、除渣,精炼完毕后加入打渣剂,静置一段时间使渣子充分燃烧,然后将熔体表面的浮渣扒出。配料成分合格后再次进行精炼与扒渣,当温度达到要求温度时进行转炉。
2.3 静置炉除气、除渣
熔炼炉向静置炉导入熔体时,在入料口加入氩气进行除气,导炉时间控制在30min之内,防止导炉过程中吸气及温降,导炉完毕后进行四氯化碳加氩气进行精炼,精炼时气泡高度不能大于150mm,精炼完毕加入打渣剂,静置后进行扒渣。在整个生产过程中静置炉内的熔体温度控制在720~730℃。
3 在线除气除渣
经熔炼、静置后的铝液通过流槽进入除气箱,为了保证前箱铝液中的氢含量不大于0.12mL/(100gAl),我公司在除气箱中通入高纯氩气,通入氩气流量标准为除气箱内熔体表面有轻微气泡及氢闪,在整个生产过程中石墨转子的速度保持在200~250r/min,每卷下线之前进行除气箱扒渣。
过滤是整个生产过程处理熔体洁净度的最后一道关,从除气箱流出的熔体经过陶瓷过滤板,最大限度地减少熔体中残余的夹渣,更进一步保证生产产品的质量。我公司采用双级过滤方式进行过滤,过滤片安装前必须进行烘烤。安装时过滤片与除气箱壁之间的缝隙必须严密并将过滤片安装牢固,防止生产过程中过滤片漂浮,起不到过滤效果。过滤片的目数为30~40,一般熔体通过量达400t时进行更换过滤片。
4 晶粒细化
我公司采用Al-5Ti-1B钛丝进行细化。为了保证钛对晶粒起到最大化的细化,我公司通过严格的计算,将钛丝加入点设置为静置炉炉眼口,此处温度高,流速快,能保证钛丝的充分熔解及流速的冲刷使钛不沉淀,然后进入除气箱进行搅拌,保证钛的均匀性,这样最终才能保证产品晶粒度为一级。
5 铸轧工艺参数
由于铸轧的特殊性,需在几秒的时间内完成凝固及轧制的过程,因此设定的工艺参数必须合理。我公司设定的工艺参数为:前箱温度695~700℃;铸轧线速度为980~1000mm/min;冷却水温度控制30~35℃;工艺润滑采用火焰喷涂;辊缝为5.5~5.8mm。
6 坯料质量
铸轧板的板厚控制在7.0±0.2mm,板宽控制在产品规格+10~15mm,中凸度控制在0.2%~0.8%,两边厚差小于0.03,坯料板面清洁、无腐蚀、无油污、裂纹、热带等影响产品质量的缺陷,酸洗后晶粒度一级并且晶粒均匀,无纵向条纹。
7 结论
对于我公司生产的1235双零箔坯料发至下游客户进行0.0065mm的箔轧,轧制后根据客户的反馈,我公司用电解铝液生产的1235双零箔坯料完全符合要求,轧制效果良好。
(编辑:张为宾)
中图分类号:TG146.21,TG292
文献标识码:B
文章编号:1005-4898(2014)06-0009-03
doi:10.3969/j.issn.1005-4898.2014.06.02
作者简介:飞尚才(1982-),男,青海乐都人,硕士研究生,工程师。
收稿日期:2014-03-21
Quality Control of Casting & Rolling Stock of 1235 Double Zero Aluminum Foil with Electrolytic Aluminum Liquid
FEI Shang-cai ZHAO Xia-nian WANG Jin-gui
(Loften Environmental Technology Co.,Ltd,Xining 810000,China)
Abstract:The process and way to control quality of products when producing 1235 double zero aluminum foil stock by casting & rolling machine series are introduced in the paper , the details of melt ingredient, melting, degassing, deslagging, process parameters are introduced, above factors which effect on product quality are put forward as well.
Keywords:electrolytic aluminum; casting & rolling;1235 alloy; aluminum foil stock; quality control
