钢结构焊接变形的控制
2014-04-11夏秋萍唐照国王贤军
夏秋萍,唐照国,王贤军
(1.天台县宏达机械设备安装有限公司,浙江天台317200;2.新昌德力石化设备有限公司,浙江新昌312500;3.浙江临东工贸有限公司,浙江临海317015)
0 引言
焊接是种热加工,加工过程中就会存在焊接应力和焊接变形,焊接变形的产生不仅影响了钢结构的外观,降低装配质量,增加制造成本,还会降低焊接接头的性能和降低结构的承载能力,如果严重的话会导致焊件报废,还可能在使用过程中造成人身财产安全隐患。因此,焊接施工前必须对焊接变形不同类型和产生原因进行全面分析,并采取有力的措施控制焊接变形量,以确保钢结构工程质量。
1 焊接应力和焊接变形
焊接过程中,对焊件进行局部不均匀的加热是产生焊接应力和焊接变形的主要原因。焊接应力和焊接变形既同时存在又相互制约。如果焊接应力减小则焊接变形会增大,如果焊接应力增大则焊接变形会减小,一般焊接应力和焊接变形都减小是不可能的。在实际制造过程中,往往焊后的焊接结构既存在焊接应力,又产生焊接变形。如果要使焊接应力和焊接变形都减小,就不得不采取一定的工艺措施,比如焊后消除应力热处理,锤击焊缝等可以减少焊接应力,采取合理的焊接工艺可以减少焊接变形。
2 焊接变形的分类和产生的原因
1)焊接变形的分类。焊接变形通常指的是焊接残余变形。焊接残余变形是影响焊接质量的主要因素。焊接残余变形对结构的不同层次的影响分为整体变形和局部变形;根据变形的不同特点则可分为:角变形、弯曲变形、收缩变形、扭曲变形、波浪变形和错边变形。钢结构发生较多的变形类型是整体变形。
2)焊接变形产生的原因。①钢结构刚度:刚度是指结构体对拉伸方向和弯曲变形的抵抗能力。钢结构的刚度主要取决于结构截面形状和尺寸的大小。例如工字钢截面和纵向桁架变形量,主要取决于其横截面积的大小,横截面积大刚度好,抗变形能力强。②焊接连接缝的位置和数量:从经济上考虑,一般会尽量选用尺寸规格小的型钢,当钢结构刚度不足时,就应在设计焊接连接缝位置和数量时,尽量减少焊缝数量,考虑在结构上对称安排,使得构件只能产生线性变形;当焊缝为不对称的安排,则会产生弯曲变形和角变形。③装配顺序:一般焊件整体刚性比零部件的刚性大,从增加刚性减小变形的角度考虑,对于截面对称、焊缝对称的焊件,采用整体装配焊接,产生的焊接变形较小。然而有时因为结构复杂,不能整体装配,而是边装配边焊接。④焊接工艺方面:焊接线能量对焊接变形的影响也比较大,随着焊接线能量的增加,加热宽带增加,引起的焊接变形也增大。断续式焊缝与连续焊缝相比收缩变形量小。焊接变形还与坡口形式有关,坡口角度越大,则产生的角变形大。因此,在焊接施工过程中必须制订合理的焊接工艺措施。
3 钢结构焊接变形防治措施
3.1 焊接节点构造设计
1)控制焊缝的数量和大小。钢结构焊缝数量多、尺寸大,焊接时的热输入量也越多,造成的焊接变形也更大。因此,在钢结构焊接节点构造设计时,应设法控制焊缝的数量和大小,尽可能减少焊接变形。钢结构所使用的工字钢、槽钢、角钢等结构材料尽可能长、尽可能少拼焊以减少焊缝数量。
2)根据焊接工艺选择适合的焊缝坡口的形状和尺寸。对焊缝坡口形成与大小合理的选择应能够确保钢结构整体的承载能力充分。板厚14 mm以上的对接焊缝采用X坡口如图1,采用双面焊,角焊缝采用对称焊缝如图2。
3)焊接节点的位置应处于构件截面的对称处,结构中性轴焊接节点的位置应尽可能在构件截面的中性轴对称位置,同时应避免在高应力区。
4)对于节点形式的选择,应选用的刚性小的节点形式。避免由于焊缝集中而导致的高温和焊缝应力集中,从而减少焊接变形。

图1 坡口示意图
图2 角焊缝示意图
3.2 焊接工艺措施
1)组装和焊接顺序。钢结构的制作、组装应该在一个标准的水平台上进行。该平台应确保所受的自重压力的程度足够大,不会出现钢构件失稳和下沉的现象,以满足构件组装的基本要求。在焊接小型构件时可一次完成,即在焊接固定好位置后,用合适的焊接顺序组装完毕。而大型钢结构组装与焊接需要先将小件组焊接完毕,然后再进行最后的组装和焊接。
2)预留收缩余量。由于在冷却过程中焊缝会产生收缩反应,结果减少了工件焊接后的尺寸。在大型构件焊接时常用预留收缩余量的方法。预留收缩余量就是在焊接前特意将构件长度加长一点点,或者组装时留一些间隙,防止构件尺寸焊后缩短,留间隙会增加填充量,焊接热量加大,又会另外增加了焊接变形,所以通常是将构件尺寸放长一点点,留有收缩量,焊后便保证了构件的尺寸。
3)反变形。由于在冷却过程焊缝会产生收缩产生拉应力,使得构件发生变形,在大型构件焊接时常用反变形的方法。例如为了防止工字钢梁上下盖板的焊接角变形,可以在焊前用油压机或折边机在相反方向预先压弯盖板;为保证扁钢与工字钢焊后保持垂直,可先将扁钢向后焊一边倾斜一个小角度(通常2°左右),焊后变形会垂直(如图3)。
4)刚性固定法。大型结构件在焊接接头时各个工件和零件在自重和焊接应力的作用下,要想使其位置固定是比较困难的。所以,每件焊接工件和零件除了要用焊接平台固定位置外,还需要用一些焊接夹具将构件夹紧以使得焊接过程中构件得以固定,可使结构件的水平度和垂直度得到保证。
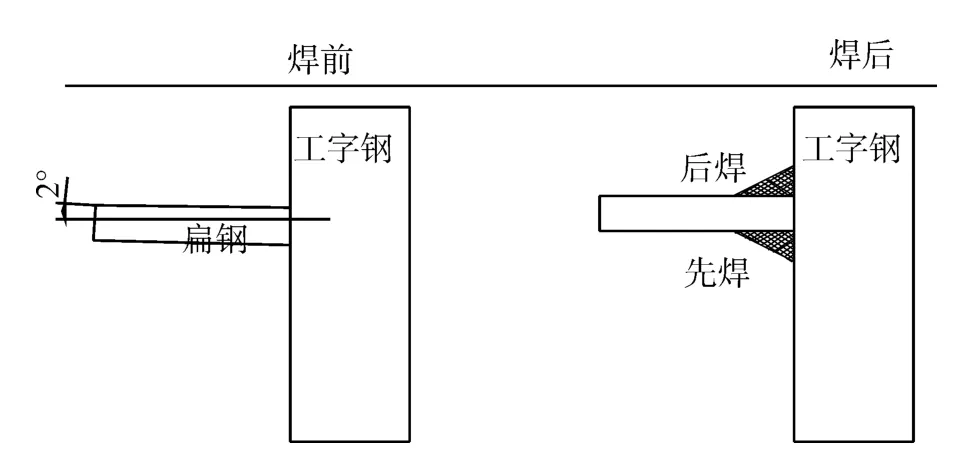
图3 扁钢与工字钢焊接的反变形示意图
4 结语
通过采取适当的焊接节点构造设计措施和焊接工艺技术措施,可以有效地控制钢结构的焊接变形,达到确保工程质量和进度的目的。并在实践中不断总结和积累焊接经验,以提高控制焊接应力和焊接变形的技术水平,确保钢结构工程质量,并提高工程施工效率,为人身财产安全提供可靠的保障。
[1]王国凡.钢结构焊接制造[M].北京:化学工业出版社,2004.
[2]焊接材料、工艺及设备手册[M].北京:化学工业出版社,2001.