胀块的加工
2014-04-09西安航天第四研究院7414厂陕西710025李秀华
西安航天第四研究院7414厂 (陕西 710025) 李秀华
胀块的加工
西安航天第四研究院7414厂 (陕西 710025) 李秀华
胀块是变压器硅钢片横剪生产线上重要的功能部件,是开、收卷机的关键零件之一。随着金属制造业的发展,生产线的速度也越来越快,相应的对开卷机和收卷机的零部件精度的要求也就越来越高,如何高效地完成高精度零件胀块的加工,对提高质变压器硅钢片横剪生产线的质量起到关键作用。
1.产品简介
胀块产品形状如图1所示,长为1440 mm,材料为QT60-2,从图中可以看出,形状不规整。在弧段内型中心上有3个8°的斜面,此斜面为外圆扩大缩小的滑动面,8°尺寸的精度关系到外圆夹紧的力量和外圆的圆柱度。4件胀块组成一个整圆,总装图如图2所示。胀块的尺寸影响整圆筒胀缩的一致性的好坏,由此得出结论,胀块尺寸精度对总装的影响很大。

图1

图2
2.加工方法
零件图如图3所示,从图3可看出,加工无基准,无定位面,角度精度要求高。基于上述特点的分析,确定了在底面圆弧顶点处增加加工定位基准面A(见图4);为保证角度的精确度,利用数控铣做了角度工装,确保4件胀块角度一致性。

图3
(1)加工定位基准的确定 此件外圆是圆弧,无平面用于工件定位,而圆弧面大,没有合适的V形铁,造成装夹不牢固。因外圆为组合后加工,现工序有加工余量,因此在外圆上做一平面作为定位基准面 (见图4A面),确保定位平稳,解决了加工定位基准问题。

图4
(2)找正基准的确定 如将工件定位在弯板上,除了要有定位基准A面外,还需要另一个方向的定位,为此增加侧面基准C(见图5)。辅助基准B的建立,一是用于压板的压紧面,二是作为检查底面定位是否贴平的依据,用百分表检查B面,查看2个B面是否在同一平面,检查长度方向 (1440 mm尺寸方向)的直线度情况。检查C面与工作台的间隙,配合用百分表检查两个B面,就可确定定位是否准确,即X、Y方向是否定位。

图5
(3)角度工装的设计 解决了定位问题,下一步就是关键尺寸8°的控制。普通镗床的回转盘精度差,角度刻线粗,二次定位误差大,为保证角度的精度,设计了一个简单的角度工装 (见图6),通过在弯板上找正角度工装,保证4件胀块的角度一致,才能确保整圆筒胀缩一致。
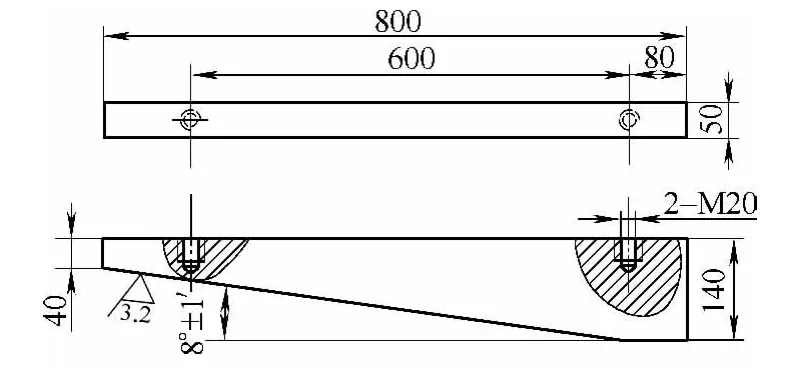
图6
(4)加工过程 将弯板固定在ZA656镗床的回转工作台上,再将工件定位在弯板上,工件的A面要求贴平弯板面,C面贴平等高垫铁后,将工件压紧在弯板上。同时将角度工装固定在弯板上,如图7所示。

图7
工件定位好后进行找正加工。首先拉直B面,为保证工件上3个斜面的一致性,先加工 (240±0.1)mm及 (450±0.1)mm尺寸,控制斜面的轴向尺寸,加工完成后,旋转工作台直到角度工装的斜面与主轴垂直,即是保证了8度斜面。锁死回转台,粗加工斜面,精加工时用百分表量出3个斜面的高差 (Z轴方向),用块规、百分表来控制Z轴的进给,就可控制3个斜面的一致性。
经过工艺试验,产品均能达到图样要求,确保了装配后的滑动尺寸,经试车成功,满足了用户要求。
3.结语
(1)充分利用了现有设备的加工能力。该方法简易、可靠,实用性高。
(2)利用普通设备替代数控设备,有效地提高了生产效率,降低了制造成本。
(3)此加工方法对操作者的技术要求相对不高,产品的加工质量可控,只需严格按每一步操作来进行,降低了人工成本。经生产实际证明,能提高生产效率、降低生产成本、保证加工精度。
20131209)