航空航天领域中数字化模具制造技术的应用
2014-04-09西安航空动力控制公司刘文义赵兴龙
西安航空动力控制公司 刘文义 赵兴龙
航空航天领域中数字化模具制造技术的应用
西安航空动力控制公司 刘文义 赵兴龙

刘文义
近年来随着国家对模具产业发展的高度重视及人才的培训,航空航天领域的模具技术也有了飞速发展,航空航天产品不断向多样化和高性能化发展,也就是要求模具制造单位在短时间内为生产单位开发和投产提供高精度的模具。为了适应这一要求,公司充分利用数控加工及模具计算机辅助制造等技术,将数字化应用到了模具制造的全过程,包括数字化设计、加工、分析以及制造过程中的信息收集,从而实现快速原型设计、高速加工,保证产品任务的完成。
薄壁件的铣削加工
在模具的生产过程中,薄壁件的数控铣削是一种常见的加工方式。通过对薄板支架零件的数控加工工艺分析,并在UG软件中生成了走刀路线,总结了薄壁铣削加工变形的规律,提出了薄壁件加工变形的补偿方法。薄壁结构零件主要由侧壁和腹板组成,由于其结构简单、加工余量大以及相对刚度较低,故加工工艺性差,在切削力、切削热和切削振动等各种因素影响下,容易发生加工变形,致使其加工精度难以保证,且效率低下,成为薄壁模具件加工的重要约束。图示零件为一种薄板状支架,材料为锻造铝合金LD5,结构形状较复杂,是适合数控铣削加工的一种典型薄壁类零件。
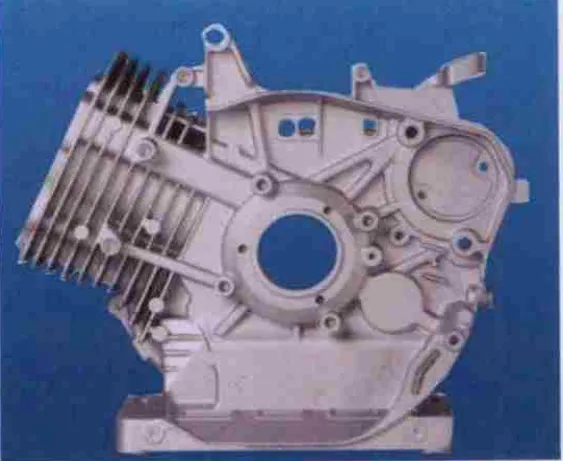
薄壁类零件
该零件的加工轮廓由列表曲线圆弧及直线构成,其结构较为复杂,几何公差等级为IT14,表面粗糙度值为Ra=6.3 μm,在加工时极易产生振动,导致零件的壁厚公差和表面粗糙度等难以达到要求。产品的毛坯与零件相似,各处均有不小于5 mm的加工余量,零件在加工前后尺寸相差较大,加工时刚性也不好,在加工过程中,铣削前后都会产生较大的变形误差,因而在切削刀具材料选择时应使用耐磨、抗冲击能力好、硬度高以及与工作材料亲和力小,能适应在更高的切削速度下工作的、采用了化学气相沉积涂层的硬质合金刀具。在切削时对刀柄的动平衡特性、几何精度、重复装夹精度和装夹刚度等要求都很高,所以选用1∶10的HSK的真空刀柄;在铣削加工时,使用一面两孔的定位方式,夹具使用专用的过渡真空平台,利用真空吸紧工件,夹紧面积大,刚度好,铣削时不易产生振动,尤其适用于薄板件装夹,并加辅助夹紧装置,以避免工件松动。
对于薄壁件的铣削加工变形问题,通常的办法是在精加工后,在无进给量的情况下切削几次,这种方法能够将部分残余材料去除,但影响了零件的加工效率。本例产品在加工时使用主动优化刀具路径来补偿铣削加工变形的方法,通过有限元模型计算工件的变形量,将变形量数据加载至UG软件中,形成带有补偿功能的数控加工程序。而所谓的刀具路径补偿功能就是在有限元分析的基础上,根据加工变形量的大小,在数控编程时让刀具在原有走刀路径中按变形量附加,补偿因为变形而产生的让刀量,通过刀具补偿,可以去除让刀残余材料,一次走刀就可以保证薄壁件壁厚的精度要求,从而达到加工薄壁件的目的。由于薄壁件加工是一个动态的复杂过程,影响加工的因素还有很多,所以有关薄壁件加工变形问题还需进一步研究。
数控电火花加工
数控电火花加工技术在模具制造、电子、仪器等部门用来处理各种复杂外形零件和难加工材料的加工问题。模具零件在制造前,根据本身的特性、加工要求来确定合理的加工工艺。为了使模具零件在尽量短的时间内加工出来,减少加工本钱,提高加工效率,应尽量选用铣削加工、线切割加工等工艺来加工零件。当在铣削加工、线切割加工等加工不到或工件有特殊要求的情况下会使用电火花加工,如刀具难以够到的复杂外表,需要深度切削的中央,长径比特别大的中央,精细小型腔、窄缝、沟槽和拐角,不便于切削加工装夹,材料硬度很高等,根据加工对象、精度及外表粗糙度等要求和机床功用选择采用适宜的电火花成形工艺方法。
采用快速装夹定位系统来制造电极是电火花加工的一种先进工艺方法,它是将电极坯料装夹在加工机床的装夹系统上来制造,制造完成后,可直接将电极装于电火花加工机床的快速装夹系统上停止放电加工,给加工操作带来了很大的便利,提高了电极的制造效率,也保证了电极的装夹、定位精度。
电火花加工首先要进行电极的设计、制造。当前计算机辅助设计与制造(CAD/CAM)技术已普遍应用于模具制造行业。本公司使用UG、MasterCAM软件提供的强大的电极设计、编程功能,采用线切割加工电极,非常适宜2D电极的制造,可用来单独完成整个电极的制造,或者用于铣削制造电极的清角加工。另外,薄片类电极用机械切削加工很难停止,而运用线切割加工可以获得很高的加工效率和加工精度;运用慢走丝线切割机床,可以加工有斜度、上下异形的复杂电极,获得很高的加工精度和外表质量。
在电火花的加工过程中,电参数选择的好坏直接影响加工的各项工艺指标。选用电参数最终目的是为了达到预定的加工尺寸和外表粗糙度要求。选用电参数时,从根本上要考虑电极数目、电极损耗、工作液处置、加工外表粗糙度要求、电极缩放量、加工面积和加工深度等要素。粗加工参数选择的主要根据是电极缩放尺寸的大小。粗加工电极的缩放尺寸普通都比拟大,可以选用安全间隙实现接近电极缩放尺寸的电参数。精加工参数选择的主要根据是最终的外表粗糙度要求,选用多组电参数,放电能量从大到小停止平动加工,达到外表粗糙度和加工尺寸要求。数控电火花加工机床有许多配置好的最佳成套电参数,自动选择电参数时,只需把所需要输入的条件精确输入,即可自动配置好电参数。
模具制造技术在航空航天制造中的应用
随着航空航天事业的发展,已经将先进的数字化技术应用于模具制造,而且近几年发展迅速,有了较好的业绩,已开始从欧美市场承接订单。但是数字化技术的普及还有待深入,模具行业发展水平尤其是复杂、大型的高精尖模具与欧美一些国家、日本相比还有很大差距。应当大力开展模具数字化制造技术的研究开发,使数字化制造技术普遍应用于模具产业,用来改造传统的模具产业。
20140410)