机床主轴箱孔系位置公差的标注与位置误差的检评*
2014-04-09
(沈阳机床(集团)有限责任公司设计研究院,辽宁 沈阳 110142)
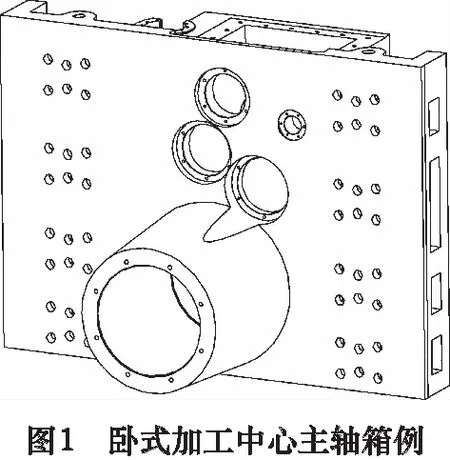
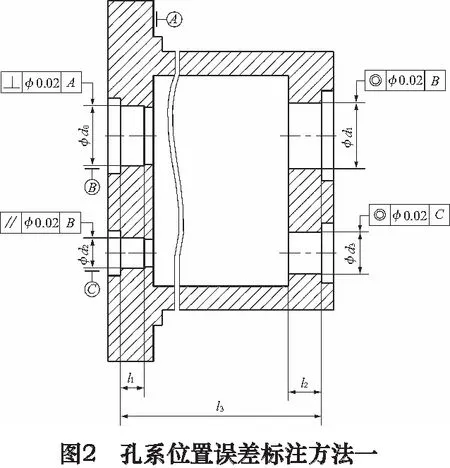
机床主轴箱是机床主轴组件及主传动系统的支撑框架,其上孔系支撑着主轴及齿轮轴传递运动与力,所以孔系的位置精度直接关系到主轴系统的精度、转速、噪声及无故障运行时间。如图1所示为一大型卧式加工中心的主轴箱,主轴电动机的动力经若干级齿轮变速传递到主轴。主轴箱上孔系的位置精度主要包括主轴轴线对导轨面的垂直度、各轴支撑孔之间的平行度和各轴前后支撑孔的同轴度。类似件的孔系位置公差很多人的标注方法如图2所示。而实际上,这种标注方法不仅不符合孔系功用要求,而且会对误差检测和评定方法产生误导,是不合理的。下面就从孔系功能和精度检评方法两方面,说明之所以不合理的原因,然后给出合理的标注方法,以使功能要求、设计标注和检评方法相统一。
1 不合理的设计标注及检评方法
根据GB/T1958-2004与JB/T7557-94知适于此类零件孔系位置精度的的检验方法主要有准直法、检具法和坐标法[1-2]。准直法也叫瞄靶法,所用仪器为准直仪,主要用于同轴度检测。检具法也叫模拟法,就是用具有足够形状精度的检棒(心轴)与基准孔和(或)被检孔无间隙配合用以模拟孔的轴线,用百分表进行位置精度的检测。检具法可以用于同轴度、平行度和垂直度的检测,但是如果箱体件较大且不同直径的孔较多时,由于需要不同规格的检棒、大的检验平台等检具,使得该法不太适用。鉴于此,目前多用三坐标测量仪对主轴箱孔系的位置误差进行综合测量,也即上述的坐标法。三坐标测量法通用性强,只要三坐标测量机各轴行程满足测量要求,利用不同的探针几乎可以对一般零件的所有尺寸、形状及位置精度进行综合测量。由于三坐标可以自动测量且对检测人员的操作经验和水平依赖程度低,所以测量效率和精度都较高。当然,最关键的是三坐标检测法可以根据设计图纸及检测项目要求,有针对性地设计一整套高效合理的测量和精度评定方案。如果主轴箱孔系位置公差标注方法如图2所示,检评方法为:首先在导轨面A上采集若干点拟合出基准平面,然后在每个孔的两个(或以上)截面圆上采集若干点,拟合出理想截面圆,找出圆心并构造出孔的轴线,这样就得到了同一坐标系下平面及轴线间的空间相对位置,测量软件就可以按照国标规定的方法自动计算出图中有位置精度要求的各特征的实际位置误差值。
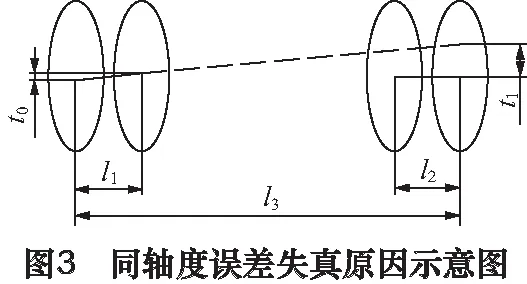
从输出的测量报告会发现采用这种测评方法得到的同轴度误差均会远远大于设计图纸要求。如果据此便作出相对孔间同轴度严重超差的结论,就会将工件误废。实际上,由于孔并非理想的圆柱面,采点的两个截面圆的形状误差、采点和拟合的局限性都会导致最终构造的基准轴线的微小偏差t0,在用被测孔轴线与其进行同轴度计算时就会造成很大失真t1[3-4],如图3所示。图中,
可见l1越小、l3越大,同轴度评定失真越大。
与同轴度测量结果相反的是测得的垂直度和平行度误差却可能非常理想。如果据此便作出垂直度与平行度非常好,就可能误收废件。实际上这是因为图中所示的被测要素太短所致。所以对于远距离浅孔的位置精度,这种检测评定方法是不可行的。
检评方案源于设计图纸,从孔系功能分析可知,图2中标注的位置公差均不尽合理。
2 合理的设计标注及检评方法
从孔系功能上分析,是要求主轴轴线对导轨面A垂直,各齿轮传动轴轴线与主轴轴线平行。主轴轴线和各齿轮轴均是由前后两个孔支撑的,所以也即要求主轴前后支撑孔的公共轴线与导轨面A垂直,各齿轮传动轴前后支撑孔的公共轴线与主轴轴线平行。所以合理的标注方法应如图4或图5所示。

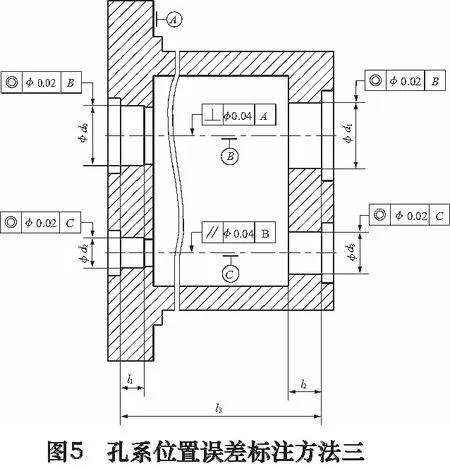
据图4和图5制定的检评方法为:首先在导轨面A上采集若干点拟合出基准平面,然后在每个孔的两个(或以上)截面圆上采集若干点,拟合出理想截面圆,找出圆心并构造出孔的轴线,同时利用相对两孔四个截面圆的圆心拟合公共轴线。最后按照图4和图5要求,计算主轴(公共)轴线对导轨面的垂直度,各传动轴(公共)轴线对主轴轴线的平行度,以及各孔轴线对其公共轴线的同轴度。
3 结语
(1)从机床主轴箱孔系功能分析,笔者认为应采用如图4或图5所示的位置公差标注方法,但在 GB/T1958-2004中没有类似将公共轴线作为基准或公共轴线对基准有位置度公差要求的标注示例,这可能是导致很多人采用图2所示标注方法的原因,但若采用图2所示的标注方法,就会导致上述标注不仅与功能要求不相适应,而且会误导测评方法的问题。
(2)用三坐标对一个较复杂或公差项目较多的零部件进行尺寸和形位误差综合检验时,检测人员需要制定一整套高效合理的测量和精度评定方案,它的主要依据就是设计图纸。所以设计人员应根据零部件及其上几何要素的功用合理选择基准要素及被测要素,合理标注尺寸及形位公差项目及其公差值。依据功能要求、加工及装配工艺进行设计标注,依据设计标注制定检评方案,使功能要求、设计标注和检评方案相统一。
[1]机械工业部机械标准化研究所.JB/T 7557-1994 同轴度误差检测[S].北京:机械科学研究院,1995.
[2]全国产品尺寸和几何技术规范标准化技术委员会.GB/T 1958-2004 产品几何量技术规范(GPS)形状和位置公差检测规定[S].北京:中国标准出版社,2005.
[3]霍占英. 框架类远距离浅孔同轴度误差测量方法的探讨[J]. 航空精密制造技术,2010,46(3):57-59.
[4]王文书. 三坐标对同轴度误差测量方法的实践[J]. 上海计量测试,2011(1):41-44.
