基于PMC的伺服刀塔系统设计与实现*
2014-04-06王更柱梁宏斌王成华
闫 猛 王更柱 梁宏斌 王成华
(①辽宁科技大学机械工程与自动化学院,辽宁 鞍山 114051;②大连机床集团数控研究所,辽宁 大连 116620)
刀塔是数控车床的重要功能部件,其结构性能直接影响机床整体运行的可靠性、稳定性和工作效率。转位精度是衡量数控刀塔的一项重要指标,在电动和液压刀塔中定位是靠检测接近开关来完成的,这种定位方式具有精度低、易损坏等缺点,已不能适应数控机床对核心功能部件的要求。伺服刀塔与传统的液压、电动刀塔相比具有转位速度快、转位精度高、结构简单、维修方便等优点,符合当今机床朝着高速、高精度方向发展的趋势,已广泛地应用于国内外的中、高档数控车床中。
1 伺服电动机的工作原理及其特性
伺服电动机又称执行电动机,分为直流和交流伺服电动机两类,其内部的转子是永磁铁,驱动器控制的U/V/W 三相电形成电磁场,转子在此磁场的作用下转动,同时电动机自带的编码器反馈信号给驱动器,驱动器根据反馈值与目标值进行比较,以此调整转子转动的角度。伺服电动机的特性是在无控制信号时不转动,有效的克服了电动机的“自转”现象,具有良好的控制性。
2 硬件系统设计
本次设计以Fanuc 0i 数控系统的PMC 为控制核心,以意大利巴拉法蒂公司生产的TB120 伺服刀架为被控对象,采用DMS08 -BF 作为伺服驱动装置。
2.1 刀架选型
TB120 伺服刀架是意大利巴拉法蒂公司生产的TB 刀架系列的一款,该系列刀架具有高刚性、高可靠性、能承受大的切削力、接口简单、适用于各种数控车床的特点。TB120 伺服刀架的具体参数为:刀位号8~12;惯量1.2 kgm2;液压系统所需压力3 ±0.3 MPa;允许最大换刀频率800 次/h;最大允许切线扭矩1 100 N·m;最大允许轴向推压扭矩1 200 N·m;最大允许轴向拖拉扭矩700 N·m;不平衡扭矩10 N·m。TB120 伺服刀架的部分结构如图1 所示。
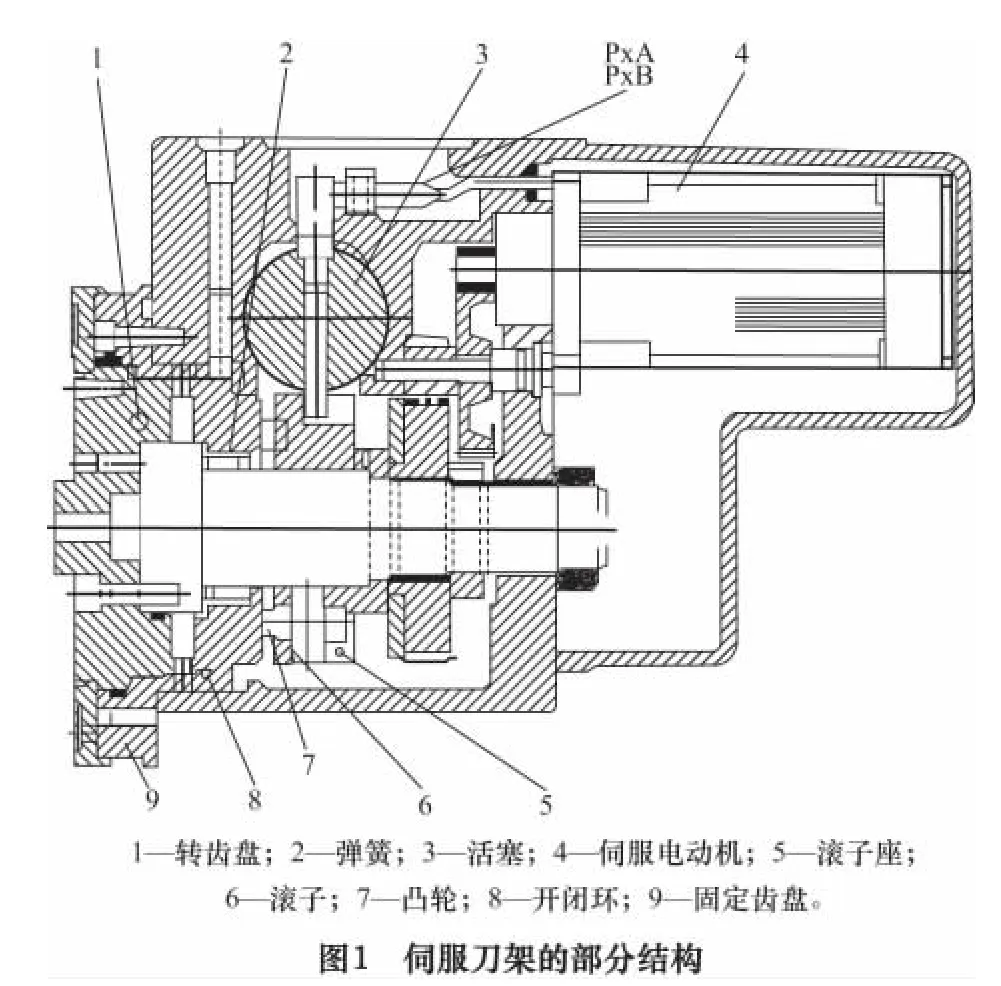
刀架换刀动作原理:刀架处于定位(即离合器闭锁)状况时,滚子(6)处于凸轮(7)顶点处,开闭环(8)与转齿盘(1)及固定齿盘(9)互相啮合实现刀架定位。
当执行换刀指令时,控制系统给电磁阀发出松开指令,液压系统先移动活塞(3)牵动滚子座(5)转动并带动滚子(6)由凸轮(7)高点向低点方向移动,此时开闭环(8)会受到弹簧(2)的推压而往后移动让转齿盘(1)松开。刀架松开接近开关P ×A 发出松开完成信号给控制系统,并由控制系统给伺服电动机发出启动指令,伺服电动机(4)开始转动径齿轮传动带动转齿盘(1)转动至预定位置,并将到位信号反馈给控制系统,然后由控制系统发出电磁锁紧指令,液压系统反向移动活塞再次将滚子(6)推向凸轮(7)的高点,开闭环(8)会受到滚子(6)推压而往前移动与转齿盘(1)及固定齿盘(9)相互啮合,刀架锁紧接近开关P×B 给系统发出锁紧完成信号,刀架完成换刀动作。
2.2 伺服驱动器选型
DMS08 -BF 伺服驱动模块具有功能指令丰富、效率高、安装方便等优点,它能给用户提供多种操作模式,刀位号和报警信息能在驱动面板上显示。该驱动模块内置电动机专用数字处理器,以软件的方式实现了电流环、速度环、位置环的闭环伺服控制,具备了良好的鲁棒性和自适应能力,适用于对转速、位置控制要求较高的场合。具体的电器参数:标称电流:8 A;有效峰值电流:16 A;输出频率:0~400 Hz;输入电压;220~230(+10%/ -15%)V;电源频率:45~60 Hz;刹车电阻:内阻47 Ω/50 Hz;电磁过滤器:内部。
刀位是PMC 进行逻辑运算的重要信息,传统刀架的刀位是靠检测开确定。DMS08 -BF 伺服驱动模块的刀号位置反馈在母接头DB26 -J1(LO.1 -LO.2 -LO.3 -LO.4)上并以二进制的形式反馈当前的刀号位置,如1 号刀位反馈到控制系统中的BCD 码为:0001,具体的刀位反馈信息表如表1 所示。其中,“○”表示输出高电平(+24 V),“—”表示没有输出(0 V)。
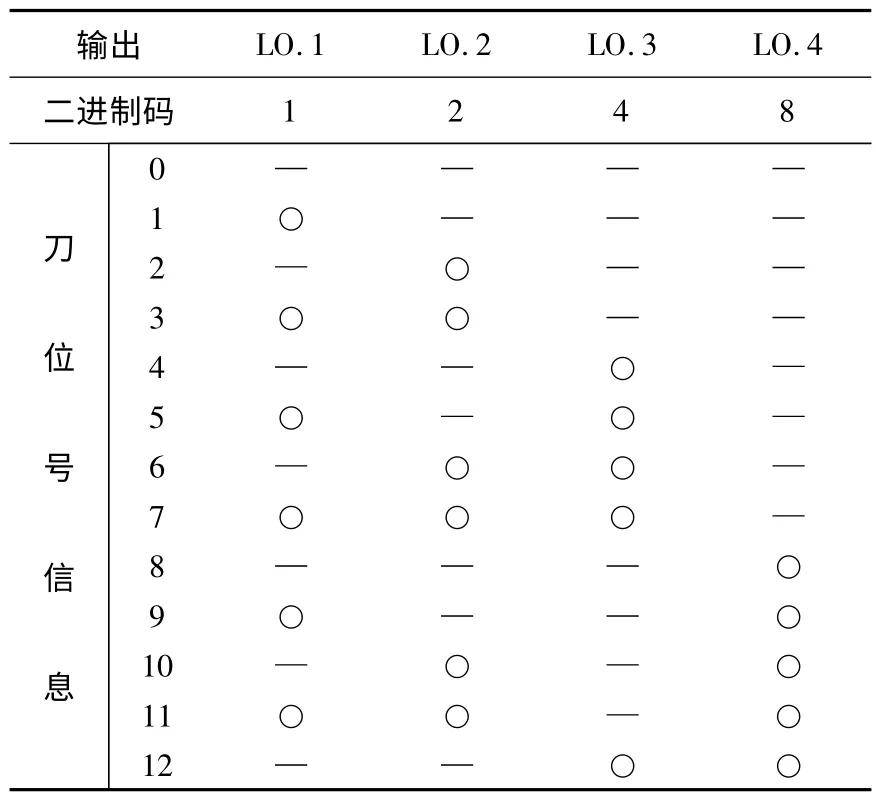
表1 刀位反馈信息表
2.3 伺服刀塔的原理
伺服刀塔从总体上可以分为3 大部分,它们分别为:计算机数控系统、伺服驱动装置和刀架,其中,CNC负责发送换刀指令,PMC 接收换刀指令后进行逻辑运算与判断;伺服驱动器执行PMC 发出的指令并反馈信息给PMC;刀架负责安放加工所需的刀具和具体执行换刀动作。伺服刀塔的原理如图2 所示。

3 软件系统设计
可编程机床控制器(Programmable Machine Controller,PMC)是由FANUC 数控系统主机中PMC 控制模块和外置的I/O 模块单元组成,专门用于对机床的控制。在刀塔的控制中,PMC 根据CNC、伺服系統以及机床控制的需要,有机地协调它门之间的关系,以达到良好的逻辑控制效果。本次设计中用的接口信号有3 类:机床侧↔PMC 信号;CNC↔PMC 信号;伺服驱动器↔PMC 信号。
3.1 运行信号波形
运行信号时序图说明了刀塔在自动换刀方式下换刀过程中各信号动作的情况。系统新的换刀请求与启动指令之间应该有50 ms 的延时,启动指令保持100 ms 以上有效。运动目标位置后,伺服驱动模块将刀架到位信号和锁紧信号反馈给PMC,经PMC 确认后,向CNC 发出换刀完成信号。具体各信号的运动时序如图3,其中Mod.1 为自动换刀方式。

3.2 PMC 控制原理及其软件流程图
当CNC 发出换刀T 指令(TF:F0007.3=1)后,PMC 将接受到T 代码指令数据与刀塔当前刀位数据进行比较判别,若一致时,刀塔锁紧检测(PX.Lock:X0001.1=1),关断伺服驱动器(SVF:Y0000.2=0),完成换刀动作(T.FIN:G0005.3=1);若不一致时,根据目标刀号位置与当前刀号位置,计算出最优路径并接通伺服驱动器发出刀塔松开指令(EV.Unlock:Y000.0=1),待松开检测接近开关发出松开完成信号(PX.Unlock:X0001.0=1)后,令伺服电动机转向指令目标位置运动,目标位置到达后,伺服系统将到位信号(ST.INDEX:X0001.3=1)送给PMC,PMC 经比较确认后命令刀塔锁紧(EV.Lock=1),待锁紧检测接近开关发出锁紧完成信号(PX.Lock:X0001.1=1)后,关闭伺服驱动器并发出T 代码结束信号(T.FIN:G0005.3=1)送给CNC,CNC 在受到T.FIN 后,经过系统参数设定的延时,将TF 选通信号恢复“0”状态,完成换刀动作,CNC 继续执行下一段程序。部分信号地址如表2所示,具体的控制系统流程图所图4 所示。
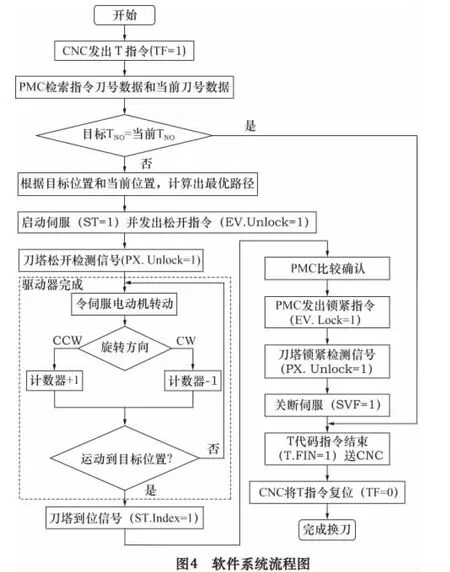

表2 伺服刀塔部分PMC 接口信号地址表
4 结语
本文介绍了伺服刀塔的硬件和软件系统的设计方法,该刀塔采用伺服电动机作为驱动元件,利用驱动器进行位置精确控制,不仅简化了刀塔的机械结构,而且提高了转位速度和精度,使其可靠性增强,有效地满足了数控机床对功能部件的要求,广泛应用在国内外的中、高档数控车床上,具有较高的工程应用价值。
[1]龚仲华.FANUC-0iC 完全应用手册[M].北京:人民邮电出版社,2009.
[2]王立勤,姜立琴.FANUC 数控系统PMC 控制功能在数控伺服转塔冲床中的应用[J].锻压装备与制造技术,2010(3):38 -40.
[3]陈贤国.数控机床PLC 编程[M].北京:国防工业出版社,2010.
[4]龚仲华.交流伺服驱动从原理到完全应用[M].北京:人民邮电出版社,2010.
[5]卢秋霞.用于高速转塔冲床的全数字交流伺服系统[D].济南:济南大学,2009.
[6]颜嘉男,王自强.伺服电动机应用技术[M].北京:科学出版社,2010.
