中小电机换轴工艺探讨
2014-04-02朱惠民唐军军
朱惠民 唐军军
摘 要:南车戚墅堰机车有限公司——电机电器公司承接内燃机车上的大部分交直流电机修理工作,其中包括一些中小电机,如:启动发电机、励磁发电机及空压机电机等,由于此类电机经过多次大修,在检修过程中时常发生转轴尺寸超差、接触面达不到规程要求、轴头螺纹不良等缺陷,更换整个转子成本较高,因此只有更换新的转轴,本文主要描述了此类电机转轴更换工艺方案及要求。
关键词:内燃机车;交直流电机;中小电机;换轴
1 引言
近些年,内燃机车各型中小电机转子转轴更换率明显上升,这与机车使用年限有关,大部份电机经过多次大修,转轴的外形尺寸、接触面等早已偏离原始尺寸,因此更换转轴的相关工作迫在眉睫。中小电机与直流牵引电机虽然结构都差不多,但整体尺寸相差太多,在换轴工艺上不能完全互换,同时工装也无法通用,因此需要重新设计制作相关工装及编制相关的换轴工艺。
2 工艺分析
以ZQF-80型启动电机为例,电机转轴与转子铁芯配合为过渡配合(配合间隙:-0.009~0.016),与前后支架配合为过盈配合(前后端过盈量分别:0.07~0.105;0.01~0.035)。转轴通过矩形键进行扭矩的传递。正常情况下可以采用冷压的方式把电机转轴直接压出,再将新轴直接压进转子。由于修理电机都经过多次真空绝缘浸漆处理,电机转轴与铁芯配合面间隙填满绝缘漆,因此导致转轴在拆卸时不容易拆出。同时要考虑转子在换轴时的定位及固定方式,避免转子偏斜,转轴轴压弯的情况发生,因此还需要制作专用工装。
3 解决措施及工艺方案
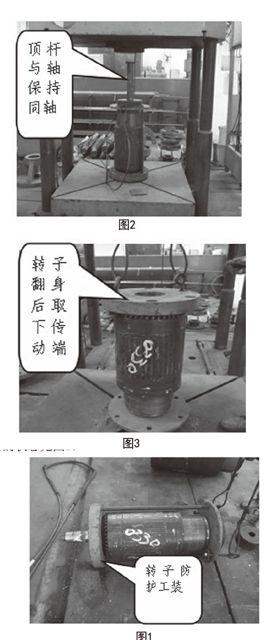
3.1 修理电机换向器及线圈已经装配成一体,所以在压轴时应避免碰损线圈及换向器,因此必须设计工装保护转轴两端,设计的工装及安装后的状态见图1。
3.2由于修理电机都经过多次真空绝缘浸漆处理,电机转轴与铁芯配合面间隙填满绝缘漆,如果直接将转轴与铁芯进行冷压分类,容易导致铁芯内孔拉毛、转轴压弯等故障,从而使得转轴无法拆除,即使拆除转轴也会因铁芯内孔拉毛导致整个转子报废。由于绝缘漆的性能会随温度的变化而改变,在高温情况下绝缘漆的硬度会降低,因此采用整体对转子进行加热的方法。即将转子放入烘箱进行加热处理,一般温度控制在135℃±5℃(加热温度不得高于电机绝缘等级允许的最高温度),待转子整体温度达到135℃左右时进行转轴的拆卸。
3.3 转轴出烘箱后,必须在短时间内吊运至油压机工作台上(换向器端朝上),开启油压机,配合专用顶杆将转轴慢慢压出。整个压轴过程应注意保持压柱、顶杆与轴的竖直相对位置,若三者不在一竖直线上应立即停止,压轴过程中压力表不能超过20MPa,压装示意图见图2。
3.3压出轴后,检查转子内孔无损伤,快速清理去除内孔档边上的毛刺、异物等;同时将转子吊运至橡胶地面上翻身,使换向器端位于下端,再次将转子吊运至液压机工作平台上,并取下传动端工装,如图3所示。
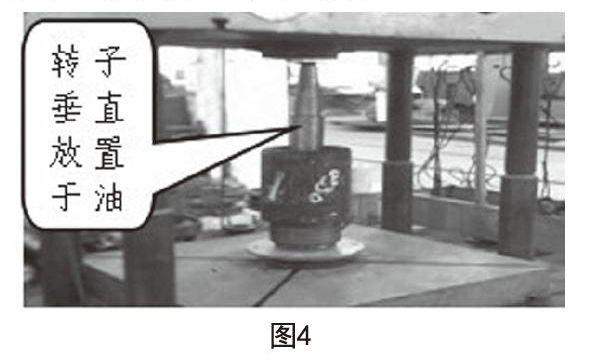
3.4转轴压装准备:在新转轴上装好键(此工作应在压轴前完成,避免压装时间太长,转子冷却后影响压装),将转轴吊运到转子上方(传动端朝上),对准卡槽的位置,缓慢下降,使转轴小端进入转子内。压轴前调整好转子位置,使转子垂直放置于压柱的正下方,并在轴头上方垫一块铜垫保护轴头,如图4所示。
3.5 压装:启动液压机,使油压机压柱缓慢下降,当压柱与铜板接近时,使用点动控制,应确保转轴是竖直状态下压入转子中。整个压入过程中应持续加压,待转轴压装到位后保压,注意观察压力表不能超过15Mpa,压装完成后使用塞尺检测转轴档边密贴转子内孔档边无间隙。压入过程中,若压力表在转轴未压入到位时出现异常升高,应立即关闭油压机排除问题后方可继续加压。(一般发生此类问题有以下几个原因:①转轴偏斜,非垂直状态②键未安装到位卡滞在转轴与内孔之间③内孔清理不干净,有异物卡滞。)。
3.6转轴的变形量复测:转轴压好后需上车床进行校核,以两端顶针孔为基准,复核轴承档位及轴头的径向跳动量符合图纸要求即可,如超出则说明转轴变形,需重新压装换轴。
实施效果:
目前已经按照此工艺方法修复数十个转轴损坏中小电机转子,并装车运行,未发生因转轴压装不当导致的故障。可以推广应用到其他类似的中小型直流电机的转轴更换。为公司节约了一定修理成本。
参考文献
[1]各型机车大检修规程
[2]各型中小电机转子检修技术条件
