烟气循环烧结的数值仿真
2014-04-01张小辉张家元田万一郑敏周孑民王华
张小辉,张家元,田万一, ,郑敏,周孑民,王华
(1. 昆明理工大学 冶金与能源工程学院,冶金节能减排教育部工程研究中心,云南 昆明,650093;2. 中南大学 能源科学与工程学院,湖南 长沙,410083;3. 中冶长天国际工程有限公司,湖南 长沙,410007)
在我国钢铁行业内,铁矿石烧结过程的能源消耗仅次于炼铁和轧钢,居第三位[1],SO2排放量占排放总量的40%~60%[2]。对于铁矿石烧结过程产生的烟气,常规的处理方法是将所有烟气汇合于大烟道进入脱硫系统然后排出。从整体上来看,烧结烟气具有平均温度相对较低、烟气量大、SO2含量低的特点;而从排放过程来看,烟气温度、组成及含量随烧结进程不断变化。因此,针对烧结过程烟气产生的特点,对各部分烟气在综合分析的基础上加以循环利用,对铁矿石烧结和钢铁行业的节能减排具有重要的意义。Ikehara等[3]通过对新日铁户佃3 号烧结机烟气循环烧结的改造,对比改造前后烟气排放温度、成分的变化、操作过程变化以及烧结成品矿的质量变化,发现在烟气循环量为25%时,成品矿质量、产量差异较小,烟气循环使用降低了烟气排放量和脱硫处理量。Jiang 等[4]以SO2的富集和减量排放为目标,通过人工配气的方式模拟了烟气循环烧结工艺,对烟气循环烧结工艺的原理及技术参数进行了研究;李光辉等[5]在实验室条件下,通过模拟烟气循环烧结,对烧结矿产、质量指标及烟气中SO2排放规律进行了研究,结果表明烟气循环烧结工艺相对于常规工艺降低了烟气排放量,实现了SO2的富集。以上学者对烟气循环烧结的研究主要基于实验室条件下的人工配气来实现,配气的温度与实际烟气温度有差距,且实际烧结过程中产生的烟气组成及含量不固定,一些气体如O2等的含量达不到烧结所必须的含量要求。因此,掌握烧结过程烟气温度和成分含量的变化情况,结合烧结过程余热利用和减量排放的目的进行有针对性的改进烧结工艺,是烧结工艺改进的主要途径。本文作者通过对烧结过程热质传输机理的研究,建立烧结过程三维仿真模型;利用CFD 软件FLUENT 对某钢铁企业烧结机常规烧结过程进行数值模拟,根据烟气余热利用和减量排放侧重点的不同提出相应的循环烧结方案,通过对烧结过程的影响和节能减排的对比来探讨和研究烟气循环烧结工艺对常规烧结工艺的改善作用。
1 模型的建立
烧结过程中的热质传输以流动为基础,同时又相互耦合。
1.1 动量方程的修正
将烧结料层视为均匀的多孔介质[6],在此条件下,动量方程需要增加一个源项来描述气体流动过程中的黏性和惯性损失,该源项为

其中:D 和C 为给定矩阵;vmag为速度绝对值。
将式(1)与Ergun 方程[7]相结合,可得到黏性阻力系数和惯性阻力系数的计算式:
1.2 能量方程
铁矿烧结过程气体、料层温度不等,处于局部非热力学平衡状态,始终存在着气、固传热过程,因此,需要对气、固分别建立能量方程,将固相骨架和气体视为2 种不同的连续介质,在任意坐标以及相应的单元格内,定义2 个体平均温度:固相Ts和流体相Tf,分别表征同一特征单元格内每相的热状态,相应的能量方程[8-9]如下。
固相:
气相:
其中:φ 为料层孔隙率;q 为内热源所产生的单位体积热量;Sr为反应热;hv为气、固间体传热系数,采用Achenbach 准则关系式计算[10]。

其中:dp为混合料颗粒当量直径。
1.3 组分传输过程
采用基于容积的通用有限速率模型计算铁矿烧结的组分传输过程。烧结过程的物理、化学反应较多,机理较复杂,对于反应速率的计算,以化学反应动力学方程为基础,采用有限速率/涡耗散的湍流-化学反应相互作用模型以及运用FLUENT 的UDF(用户自定义函数)功能定义组分输运方程源项相结合的方法。
铁矿烧结过程所发生的主要物理化学反应有:水分的蒸发和冷凝,硫化物的氧化,碳的燃烧,碳酸盐分解,铁氧化物的还原、氧化,铁矿石的融化及凝固等。
1.3.1 水分传输过程
以气体边界层质量传输速率rR来判断水分的运输状态(蒸发或冷凝)[11]。

其中:kw为H2O(g)传质系数;ab为料层比表面积;psat为颗粒表面饱和蒸气压;pH2O为水蒸气分压。
当rR<0 时,水蒸气冷凝,冷凝速率rH2O=rR;
当rR>0 时,水分蒸发,利用二阶段模型[12]求解。
第一阶段,恒速蒸发,蒸发速率rH2O=rR;第二阶段,达到临界含水量Wc之后,减速蒸发,蒸发速率[13]为

其中:Mw为H2O 的相对分子质量;ΔH1为水的汽化潜热;W 为料层中含水量。
1.3.2 燃料燃烧过程
烧结过程中燃料的燃烧主要考虑以下反应[14]:
反应(9)和(10)的速率[8]分别为:
其中:dc为燃料颗粒平均粒径;φ(O2)为O2体积分数;Nc为单位体积内燃料颗粒数; φc为燃料颗粒形状系数;φ(CO2)为CO2体积分数;Ef2为反应有效系数;kc*和kc2为反应速率常数。
1.3.3 碳酸盐分解过程
原料中碳酸盐以CaCO3为主,分解反应及速率[11]分别为:

其中:al为石灰石颗粒比表面积;Tl为分解开始温度;Ul为分解度相关系数。
1.3.4 铁氧化物还原
某钢铁企业烧结厂所用原料的含铁氧化物主要为为Fe2O3和FeO,烧结过程中铁氧化物还原发生的反应主要[8]为:
利用三界面反应模型[11]来计算以上反应的化学反应速率:
钢筋本构可采用理想弹塑性模型,双线性(二折线)模型和三折线模型。理想弹塑性模型比较简单,只考虑弹性阶段和屈服阶段,不考虑屈服后的强化阶段。而三折线模型同时考虑了屈服平台和强化阶段的情况,模型相对比较复杂。而二折线模型在钢筋屈服后的曲线比较平缓且呈现一阶线性,本文采用的是二折线模型。如图2所示。模型关键参数由材性试验获得,钢筋的材性试验结果见表1。

其中:Ki为反应速度系数;W3为三界面反应系数;Dp为颗粒粒径。
1.3.5 SO2的生成、吸附和脱附
烧结烟气中SO2主要来源是FeS2、FeS 以及燃料中的单质S,而由燃料中的S 生成的SO2比率可达85%~95%[2]。为简化计算,对SO2的生成来源主要考虑FeS2和S。根据FeS2在在烧结过程中易分解的特点,假定FeS2先分解生成FeS 和S,其后FeS 和S 分别与O2反应[15],反应式如(19)和(20)所示。

对于反应(19),根据随机成核和随后生长动力学模型[16]求解其反应速率。
对于反应(20),反应速率[17]为

其中:SC为燃料颗粒中S 质量分数;Cfix为燃料颗粒中C 质量分数;MC和MS分别为C 和S 的摩尔质量。
上部料层产生的SO2随气流往下,部分溶于下部料层水分中;随着高温层的下移,SO2随水分蒸发而释出。SO2在不同温度及压力条件下的溶解度[18]为

由于烧结过程水分蒸发速度快,对溶于水中SO2的释出速度可作线性化处理,即假定在水分蒸发过程中,SO2溶解度不变,释出速度与水分蒸发量呈正比。
1.3.6 其他气相反应

反应速率分别为[14]
其中:φ(H2O(g)),φ(H2)和φ(CO)分别为料层内H2O(g),H2和CO 的体积分数。
1.3.7 液相形成与凝固
料层相变主要影响气体的流动与热量的传递,烧结过程中熔化和凝固速率[8]分别为:
其中:Tmlt为开始熔化(凝固)温度。
1.4 料层结构变化
烧结过程中料层会产生收缩,料层收缩是料层结构变化的外部表现,反应在料层参数上是孔隙率和颗粒平均当量直径的变化,这2 个参数的变化对于流动和传热计算有直接影响。
料层孔隙率的计算考虑颗粒的形状系数、料层收缩率和燃料颗粒的消耗[19-20],计算式为

其中:φ 为形状系数;λ 为料层收缩率;dc为燃料颗粒粒径;VC为燃料颗粒体积。
固体颗粒平均当量直径变化方程[21]为
其中:dp0为混合料颗粒原始平均当量直径;K 为经验系数。
1.5 计算区域的离散
在烧结机台车中心取与料层等高的长方体作为计算区域,其长×宽×高为0.4 m×0.4 m×0.6 m,使用结构性网格对计算区域离散化,网格尺寸为0.01 m,网格总数10.08 万。
1.6 计算方法和边界条件
利用 k-ε 湍流模型,对压力-速度耦合采用SIMPLE 算法,对湍动能、湍流耗散率的离散采用二阶迎风格式。对能量方程的非稳态项、源项以及反应速率采用FLUENT 的UDF 功能编写程序定义。计算区域进气口定义为速度入口,速度根据实际流量计算得到,烟气出口定义为压力出口,点火阶段为-10 kPa,常温抽风烧结阶段为-15 kPa,侧面为对称边界。
2 烟气循环烧结研究
2.1 常规烧结工艺数值模拟
以某钢铁企业360 m2烧结机和396 m2环冷机为对象,结合实际操作参数,对烧结过程进行模拟计算,初始条件、计算参数及烧结系统运行参数见文献[9]和[22]。
图1 所示为烧结过程中沿台车宽度中心线方向的料层温度分布云图。
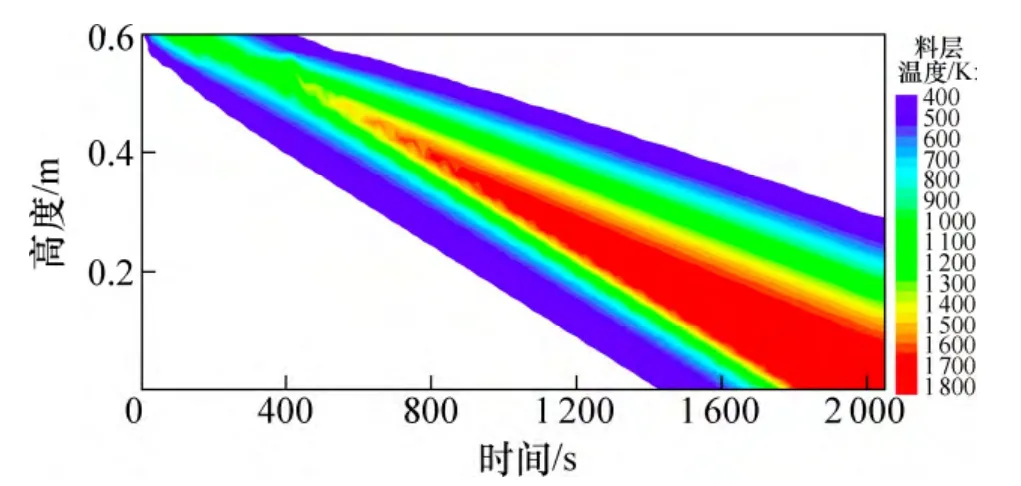
图1 料层温度分布云图Fig.1 Temperature distribution of sintered bed
由图1 可知:随着烧结的推移,料层燃烧区域温度逐渐升高,高温区域厚度逐渐增加。上部料层最高温度为1 200~1 400 K,下部最高温度为1 600~1 800 K,整个料层的最高温度在高度方向上不均匀,呈上低下高,料层上部成矿率低,粉矿量大,下部成矿率好,但烧结过程中容易形成过熔,降低料层透气性。
图2 所示为烟气温度随时间的变化情况。

图2 烟气温度随时间的变化Fig.2 Flue gas temperature versus time
由图2 可知:从点火开始到1 450 s 时,烟气温度变化较小,这是由于上部的高温烟气在下移的过程中不断加热料层,大部分热量用于水分蒸发;在1 450 s之后,烟气温度升高较快,这是因为料层底部水分逐渐蒸发完全,干燥预热带逐渐变窄,在燃烧区域到达铺底料层时,烟气温度快速升高到最大值。
图3 所示为烧结烟气主要成分的体积分数随时间的变化情况。
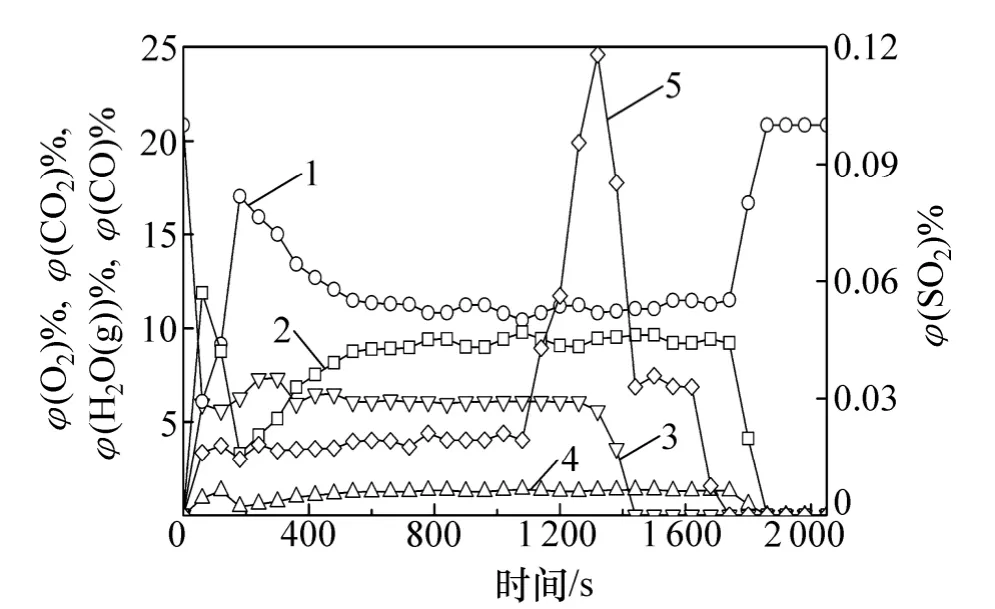
图3 烟气成分含量随时间的变化Fig.3 Components content of flue gas versus time
在点火启动之后,烟气中H2O(g)体积分数快速上升,保温结束之后趋于稳定,约为6.5%;在1 290 s左右H2O(g)体积分数开始降低,在1 410 s 左右料层中水分蒸发完毕;烟气中SO2体积分数从点火到保温结束,达到第1 个高峰,为0.018 1%;进入常温空气抽风烧结之后,SO2体积分数稳定,约为0.020 0%;在1 000 s 时快速升高,在1 320 s 时达到第2 个高峰,随后快速降低,在1 440 s 时达到0.035 0%,维持约180 s 之后,逐渐降低为0;在点火和保温阶段,烟气中O2体积分数较低,CO 与CO2体积分数较高,在点火结束时均达到极值。随着入口处O2体积分数升高、CO 与CO2体积分数降低,烟气中各成分体积分数也有相应的变化,进入常温空气抽风烧结之后,O2,CO与CO2体积分数逐渐稳定;在1 740 s 时,O2体积分数开始增加,CO 和CO2体积分数开始降低,在1 839.5 s 时,O2,CO 和CO2体积分数与入口处一致。
2.2 对仿真模型的验证
需要通过与试验的对比来验证所建立模型的可靠性,结合该钢铁企业烧结机台车的现场条件,以台车出口处风箱内烟气温度和烟气成分含量的测试值对计算结果进行验证。烧结机长度为90 m,底部从烧结机机头到机尾分布24 个抽风风箱,对1,3,5,7,…,21,23 号风箱弯管处进行开孔设测点,测量仪器为TESTO-360 烟气分析仪。在测点的弯管直径方向取3个测点,每个测点测量3 次,取平均值,测点位置示意图如图4 所示。测量工作在烧结机正常运行,各参数维持稳定的条件下进行。计算值的取值位置与测试值的测试位置一致,计算值为相应风箱内的平均值。
表1 所示为参数计算值与测试值的对比。

图4 测点位置示意图Fig.4 Schematic diagram of test points

表1 参数的计算值与测试值对比Table 1 Comparison of calculated and test values of parameters
由表1 可知:参数计算值相对于测试值的最大相对误差小于9%,考虑到一方面台车实际运行过程中存在着与外界的换热,而模拟计算区域是台车中心长方体,忽略与外界的传热和烟气在风箱中的热损失,另一方面实际烧结过程台车内存在一定的漏风。因此,在工程误差允许的范围内,可认为本文所建立的计算模型是合理和可靠的。
2.3 烟气循环烧结研究
在实验室条件下以人工配气的方式通过考察烧结矿的冶金性能指标,确定了循环烧结合理烟气成分含量,如表2 所示。本文以表2 的取值范围作为烧结烟气和冷却废气配比的标准。表3 所示为烧结机24 个风箱中烟气温度及各气体成分含量。
以数值模拟方法得到环冷机非余热利用区废气温度随冷却时间的变化[9]如图5 所示。
进行烧结工艺改进,主要有2 个目的:一是改善烧结过程,二是促进综合利用。烟气循环烧结的目的:一方面是烟气余热的利用,提高上部料层温度,改善烧结过程;另一方面降低烟气排放处理量,富集SO2。根据风箱中烟气温度的变化,提出侧重于提高烧结烟气余热利用量、提高循环烟气量以及烟气余热量和循环量综合并重的3 种烟气循环烧结方案。
对风箱中烟气的选取遵循以下3 个原则:
(1) SO2含量较高的烧结烟气不作为循环使用;
(2) 温度较高的烧结烟气宜作为循环使用;
(3) 不能出现气流短路、重复循环。
以上3 个方案选取作为循环烧结使用的风箱如下。
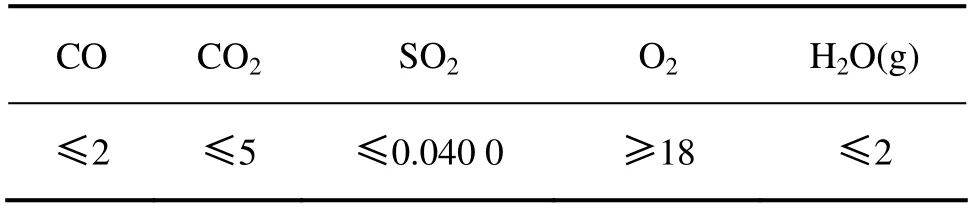
表2 循环烟气各成分体积分数的合理取值范围Table 2 Reasonable range of circulating flue gas volume fraction %
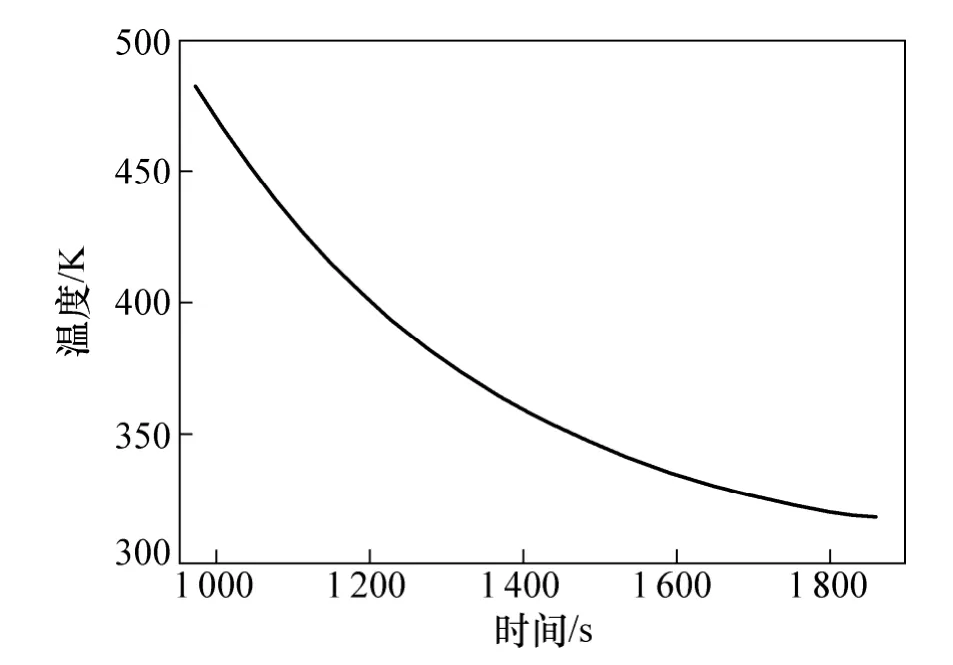
图5 废气温度随时间的变化Fig.5 Exhausted gas temperature versus time
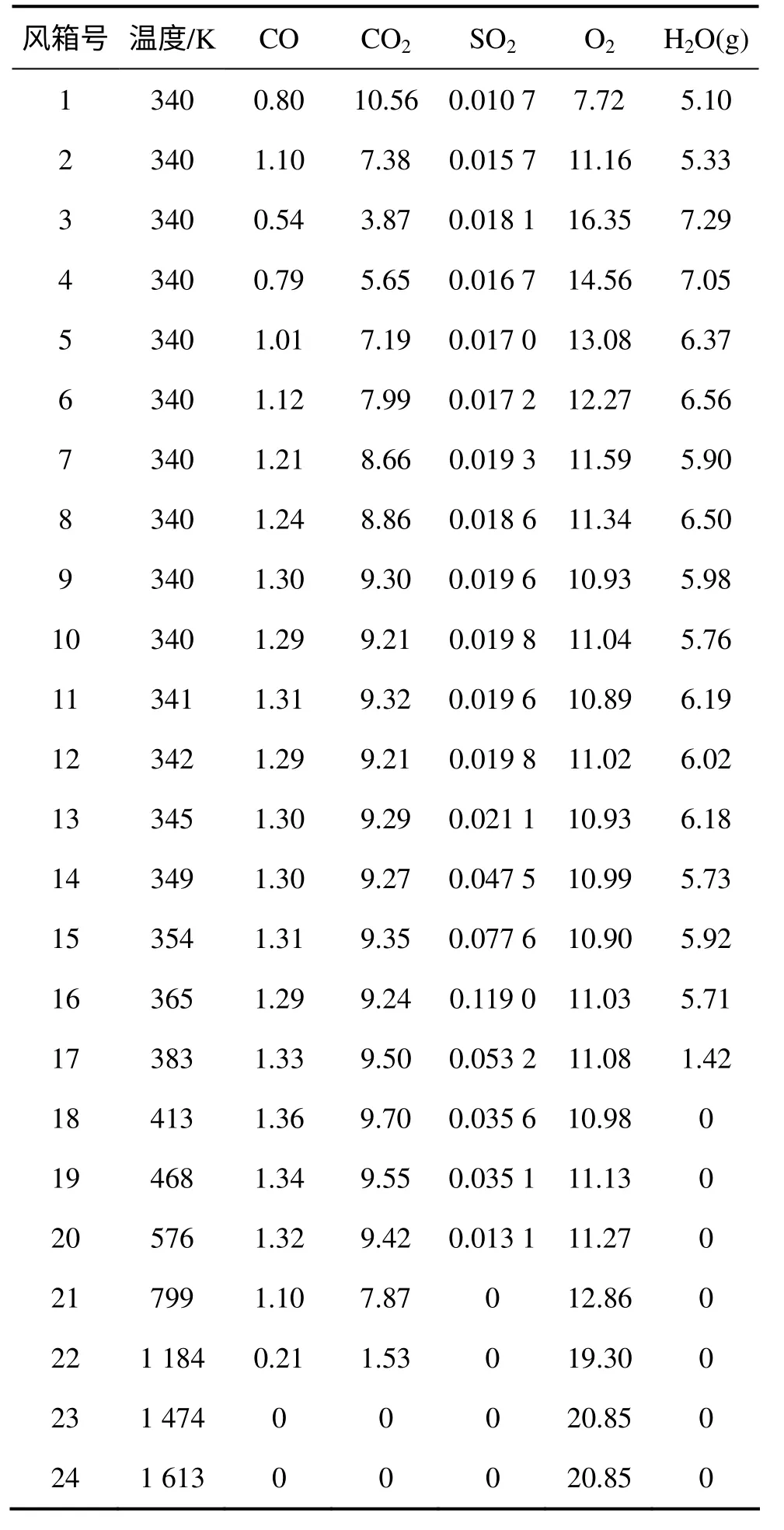
表3 各风箱中烟气温度及各成分含量(体积分数)Table 3 Temperature and components content of flue gas in bellows %
方案一:侧重于提高烧结烟气余热利用量,选取20~24 号风箱。
方案二:侧重于提高循环烟气量,选取1,2,19~24号风箱。
方案三:综合并重,选取1,2,19~22 号风箱作循环使用, 23 和24 号风箱烟气引入环冷机余热锅炉。
在选取了作为循环使用的风箱后,按照表2 的合理取值范围对以上方案进行环冷机废气配比计算。经过计算,以上3 种方案混合后烟气的特性参数如表4所示。
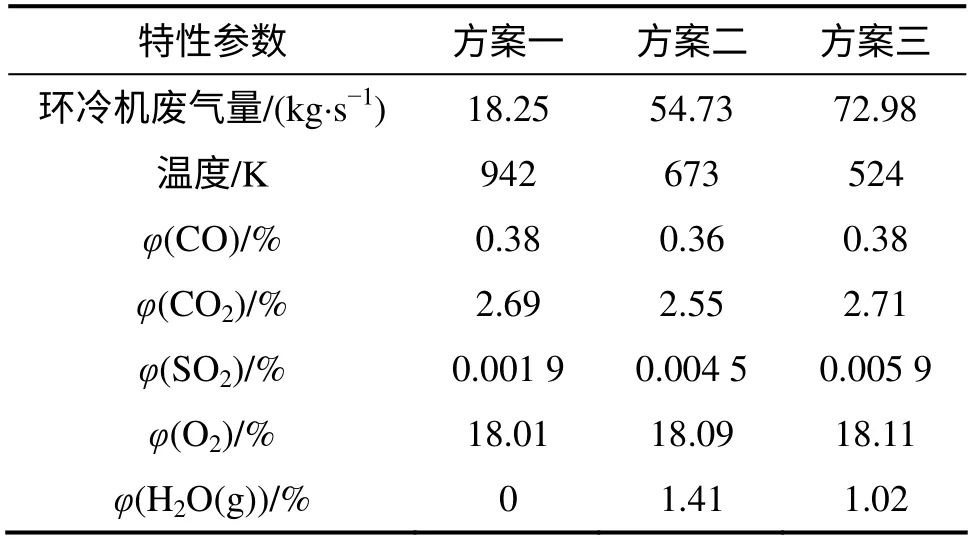
表4 循环烟气特性参数Table 4 Characteristic parameters of circulating flue gas
3 结果及分析
3.1 温度对比
图6 所示为常规工艺及3 种烟气循环烧结工艺条件下,不同深度料层的平均温度随时间的变化;图7所示为4 种烧结工艺条件下料层的最高温度随深度的变化。
由图6 可知:烟气循环烧结工艺对不同深度处料层温度的影响主要表现为:一方面提高了料层的最高温度,尤其是中上部料层提高的幅度较大,如图7 所示,这对上部料层成品矿的质量有较大的提高作用。因为烟气循环烧结工艺使得上部料层温度提高,有利于烧结矿的熔融和结晶;另一方面,烟气循环烧结工艺使得中上部料层达到最高温度的时间点相对于常规烧结工艺有所提前,且循环烟气温度越高,时间点越提前,但随着料层深度的增加,这一时间差异逐渐缩小。
3.2 对烧结过程的影响

图6 不同高度处料层温度随时间的变化Fig.6 Solid temperature versus time in different heights
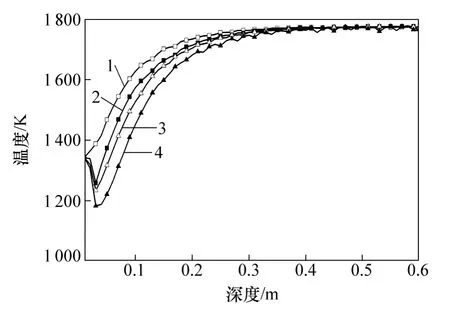
图7 料层最高温度随深度的变化Fig.7 Highest solid temperature versus depth
料层的最高温度、高温持续时间以及冷却速度是影响烧结过程以及成品矿质量的重要因素。下面对烟气循环烧结和常规烧结进行这3 个方面的对比和分析。
(1) 料层最高温度。烧结过程中料层的合理最高温度区间为1 573~1 723 K[15]。表5 所示为各种烧结工艺条件下料层最高温度区间及相应的厚度。

表5 料层最高温度区间及厚度Table 5 Highest solid temperature range and corresponding thickness m
由表5 可知:3 种循环烧结方案和常规烧结工艺的料层最高温度低于合理温度区间的料层厚度分别占总厚度的11.7%,15.0%,18.3%和21.7%,超过合理区间的料层厚度随着循环烟气温度的提高而增加,这表明随着循环烟气温度的提高,烧结料层温度也相应提高,若降低超过合理温度区间料层的燃料含量使其温度位于合理区间内,则循环烧结方案可以降低燃料含量的料层厚度更大,能更好的节约固体燃料使用量。
(2) 高温持续时间。温度在1 573 K 以上,且持续时间为60~240 s 的料层能形成较好的成品矿[15]。图8所示为各种烧结工艺条件下料层高温持续时间随深度的变化。
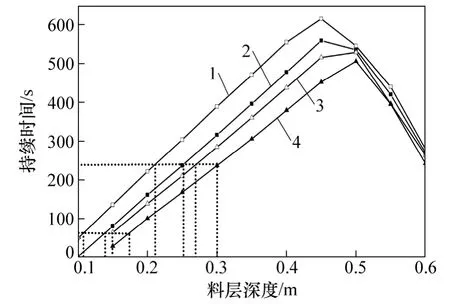
图8 不同深度料层的高温持续时间Fig.8 Highest solid temperature duration time in different depths
由图8 可知:高温持续时间随着料层深度的增加而增加,3 种循环烧结方案和常规烧结工艺高温持续时间位于60~240 s 的料层厚度依次为0.11,0.11,0.12和0.12 m,烟气循环烧结对料层的高温持续时间影响较小。
(3) 冷却速度。指料层从最高温度降低到1 473 K(此温度时料层开始凝固)时的降温速率以不超过120 K/min[15]为宜。图9 所示为各种烧结工艺料层的冷却速度随深度的变化。

图9 不同深度的料层冷却速度Fig.9 Solid cooling rate in different depths
由图9 可知:料层冷却速度随着料层深度的增加而减小;3 种循环烧结方案和常规烧结工艺冷却速度小于120 K/min 的料层厚度依次为0.60,0.45,0.43和0.41 m,可见随着循环烟气温度的提高,位于合理冷却速度范围内的料层厚度增加。
通过以上3 个方面的对比可知:烟气循环烧结方案使料层上部最高温度升高,降低了料层温度的波动性,有利于成品矿质量的提高。
3.3 节能减排对比
循环烧结工艺利用了烟气和环冷废气的余热。表6 所示为3 种烟气循环烧结方案和常规烧结工艺的余热利用量。对于方案三,计入了用于环冷机余热锅炉的烟气余热利用量。

表6 各烧结工艺的余热利用量Table 6 Amount of waste heat utilization in different sintering schemes 1011 J/h
由表6 可知:烟气循环烧结有利于提高余热利用量,余热利用量越高越有利于料层固体燃料的节约使用,可见综合方案的节能潜力最大。
表7 所示为3 种烟气循环烧结方案和常规烧结工艺的烟气脱硫处理量以及烟气中SO2含量。

表7 烟气处理量及烟气中SO2 平均体积分数Table 7 Volume of flue gas to be treated and average volume fraction of SO2
由表7 可知:烟气循环烧结工艺相对于常规烧结工艺不仅降低了烟气脱硫处理量,降低了脱硫工艺能耗,而且对SO2起到了富集作用,有利于SO2的吸收,提高了烟气脱硫效率。即烟气循环烧结工艺可以降低烟气处理系统负荷,提高脱硫效率。
4 结论
(1) 通过对铁矿烧结过程流动、传热、传质机理进行分析,建立了烧结热质分析计算的数学模型。通过对常规烧结工艺的模拟计算,得到了料层温度、烟气温度和成分含量随时间的变化情况,通过与试验测试值的对比验证了计算模型的可靠性和合理性。
(2) 烟气循环烧结能提高上部料层最高温度,降低料层冷却速度,降低料层最高温度在高度方向上的波动性,提高烟气余热利用量,降低固体燃料使用量,降低烟气脱硫处理量,提高脱硫效率,降低脱硫负荷。
[1] 周继程, 郦秀萍, 上官方钦, 等. 我国烧结工序能耗现状及节能技术和措施[J]. 冶金能源, 2010, 29(2): 23-26.ZHOU Jicheng, LI Xiuping, SHANGGUAN Fangqin, et al.Status of energy consumption and energy-saving technical measures of sintering process in China[J]. Energy for Metallurgical Industry, 2010, 29(2): 23-26.
[2] 曲余玲, 毛艳丽, 张东丽, 等. 烧结烟气脱硫技术应用现状及发展趋势[J]. 冶金能源, 2010, 29(6): 51-56.QU Yuling, MAO Yanli, ZHANG Dongli, et al. The application and development of sintering flue gas desulfurization technology[J]. Energy for Metallurgical Industry, 2010, 29(6):51-56.
[3] Ikehara S, Kuba S, Terada Y, et al. Application of exhaust gas recirculation system to Tobata No.3 sinter plant[J]. Journal of the Iron and Steel Institute of Japan, 1995, 81(11): 49-52.
[4] Jiang T, Fan Z Y, Zhang Y B, et al. A simulation study on flue gas circulating sintering (FGCS) for iron ores[C]//Hwang J Y.The 2nd International Symposium on High-Temperature Metallurgical Processing. Sand Diego, 2011: 33-40.
[5] 李光辉, 姜涛, 范振宇, 等. 烟气循环烧结新技术的研究[C]//2010 年全国炼铁生产技术会议暨炼铁学术年会文集. 北京, 2010: 1184-1187.LI Guanghui, JIANG Tao, FAN Zhenyu, et al. Novel process of flue gas circulating sintering for iron ores[C]//Ironmaking Production Technology and Ironmaking Conference Proceedings,Beijing, 2010: 1184-1187.
[6] Majumder S, Natekar P V, Runkana V. Virtual indurator: A tool for simulation of induration of wet iron ore pellets on a moving grate[J]. Computers & Chemical Engineering, 2009, 33(6):1141-1152.
[7] Ergun S. Fluid flow through packed columns[J]. Chemical Engineering Progress, 1952, 48(2): 89-94
[8] Sadrnezhaad S K, Ferdowsi A, Payab H. Mathematical model for a straight grate iron ore pellet induration process of industrial scale[J]. Computation Materials Science, 2008, 44(2): 296-302.
[9] 张小辉, 张家元, 戴传德, 等. 烧结矿冷却过程数值仿真与优化[J]. 化工学报, 2011, 62(11): 3081-3087.ZHANG Xiaohui, ZHANG Jiayuan, DAI Chuande, et al.Optimal and simulation of sinter cooling process[J]. CIESC Journal, 2011, 62(11): 3081-3087.
[10] 刘伟, 范爱武, 黄晓明. 多孔介质传热传质理论与应用[M].北京: 科学出版社, 2006: 28-32.LIU Wei, FAN Aiwu, HUANG Xiaoming. Porous media theory and application of heat and mass transfer[M]. Beijing: Science Press, 2006: 28-32.
[11] 张玉柱, 艾立群. 钢铁冶金过程的数学解析与模拟[M]. 北京:冶金工业出版社, 1997: 95-107.ZHANG Yuzhu, AI Liqun, Mathematical analysis and simulation of metallurgical process[M]. Beijing: Metallurgical Industry Press, 1997: 95-107.
[12] Muchi I, Higuchi J. Theoretical analysis on the operation of sintering[J]. The Iron and Steel Institute of Japan, 1970, 56(3):371-381.
[13] LÜ Xuewei, BAI Chenguang, QIU Guibao, et al. Kinetics of water absorption by the bed of iron ore particles during granulation[J]. Powder Technology, 2010, 204(1): 138-144.
[14] 鞭岩, 森山昭. 冶金反应工程学[M]. 蔡志鹏, 谢裕生, 译. 北京: 科学出版社, 1981: 282-288.Muchi I, Moriyama A. Reaction engineering in metallurgical[M].CAI Zhipeng, XIE Yusheng, transl. Beijing: Science Press, 1981:282-288.
[15] 龙红明. 铁矿粉烧结原理与工艺[M]. 北京: 冶金工业出版社,2010: 97-123.LONG Hongming. Principles and technology of iron ore sintering[M]. Beijing: Metallurgical Industry Press, 2010:97-123.
[16] 赵声萍, 蒋军成, 郑洁. FeS 热分解动力学的热分析[J]. 重庆大学学报(自然科学版), 2011, 34(1): 140-144.ZHAO Shenping, JIANG Juncheng, ZHENG Jie. Thermal analysis on the kinetics of thermal decomposition of FeS[J].Journal of Chongqing University (Natural Science), 2011, 34(1):140-144.
[17] Manovic V, Grubor B, Loncarevic D. Modeling of inherent SO2capture in coal particles during combustion in fluidized bed[J].Chemical Engineering Science, 2006, 61(5): 1676-1685.
[18] 赵伟, 彭乔. 二氧化硫在海水中的溶解性研究[J]. 热力发电,2009, 38(4): 35-38.ZHAO Wei, PENG Qiao. Study on solubility of sulphur dioxide in sea water[J]. Thermal Power Generation, 2009, 38(4): 35-38.
[19] Patisson F, Bellot J P. Mathematical modeling of iron ore sintering process[J]. Ironmaking and Steelmaking, 1991, 18(2):89-95.
[20] 刘斌, 冯妍卉, 姜泽毅, 等. 烧结床层的热质分析[J]. 化工学报, 2012, 63(5): 1344-1353.LIU Bin, FENG Yanhui, JIANG Yize, et al. Heat and mass transfer in sintering process[J]. CIESC Journal, 2012, 63(5):1344-1353.
[21] Strezov V, Evans J T, Zymla V, et al. Structural deterioration of iron ore particles during thermal processing[J]. International Journal of Mineral Processing, 2011, 100(1): 27-32.
[22] 张小辉, 张家元, 张建智, 等. 铁矿石烧结过程传热传质数值模拟[J]. 中南大学学报(自然科学版), 2013, 44(2): 805-810.ZHANG Xiaohui, ZHANG Jiayuan, ZHANG Jianzhi, et al.Numerical simulation of heat and mass transfer in sintering process[J]. Journal of Central South University(Science and Technology), 2013, 44(2): 805-810.
