基于二维激光位移传感器同轴度测量方法研究
2014-03-29张瑛玮朱万彬张歆东姜苏伦王炜辰
张瑛玮,朱万彬,张歆东,姜苏伦,王炜辰
(吉林大学电子科学与工程学院 集成光电子国家重点实验室,吉林 长春130000)
1 引言
同轴度的测量问题,一直是工业加工领域及检测领域经常遇到的问题之一。在装配领域,也经常遇到圆柱形工件在安装于产品上时,要求圆柱的轴心线与基准轴线的同轴度在0.02 mm以内[1-2]。同轴度误差对仪器的性能有很大影响。准确地求得符合定义的同轴度误差测量值,一直是一些学者研究的课题[3-4]。而圆柱形工件在使用一段时间后,会由于外部环境与本身的重力作用产生变形。据美国一项研究表明:大约50%的机械设备损坏是由于轴的同轴度校准不当所致[5]。因此,对其同轴度的检测和校正是非常必要的,否则,会对实际使用时的精度以及安全性造成重大影响。传统的测量方法主要为接触式测量,例如,回转轴线法、准直法、顶尖法、V形架法、量规检验法。不仅测量精度低、速度慢、过程复杂,对大型圆柱体测量困难,而且测量时产品需要脱离生产或装配现场,因此不便在生产车间现场使用。
针对以上情况,提出了一种基于二维激光位移传感器的圆柱内表面同轴度测量方法,通过该方法可以实现非接触及在线同轴度测量。而且此测量方法具有测量精度高、速度快、操作简单、实用性好等优点。
2 同轴度测量的原理
2.1 二维激光位移传感器测量原理
本文是利用二维激光位移传感器所测得的圆柱体内的某一旋转轴线与圆柱内表面的位移来实现圆柱体内表面的同轴度的。二维激光位移传感器是一种用于测量物件位移大小及对动态物件位移量进行实时测量的光、机、电一体化系统。其属于激光非接触在线检测仪器,它采用激光自准直光学系统,应用激光三角测距原理,通过CCD光电器件的接收、控制电路及相关软件进行信号处理与运算,实现非接触高精度距离测量[6-9]。
二维激光位移传感器是通过柱面物镜系统将激光光束整形成为条状光即线结构激光并投射于目标物上,被物体表面漫反射的激光经光学接收系统成像于面阵CCD上,借此测量位移或物体轮廓,如图1所示。
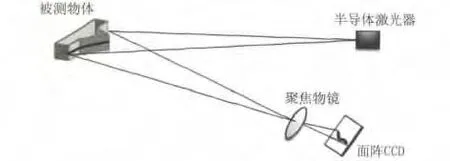
图1 线激光三角法测量原理
2.2 非接触式测量同轴度的方法及原理
本文采用线激光旋转扫描法为测量方法,相比之前利用一维激光位移传感器的螺旋扫描方法,其精度更高,误差更小。由于一维激光位移传感器发出的是点光源,通过螺旋扫描方式提取的截面交线为近似圆形的椭圆,会造成圆柱部分截面信息丢失,从而对于后来圆的中心提取造成较大误差。而本文利用线结构光旋转扫描,可以直接读取圆柱内表面所有坐标信息,提高了测量的精度。
3 实验装置及结构
被测圆柱置于回转工作台上,激光位移传感器固定在圆柱内,只需保证线激光条长度大于圆柱的高度,传感器可以任意位置放置。回转工作台轴线作为基准轴线Z,工作台带着圆柱旋转一周,传感器即可扫描被测圆柱的全部内表面,如图2所示。
本测量系统由周向测量、控制系统、误差校正、数据采集、数据处理系统、显示系统组成。
其中,周向测量系统由二维激光位移传感器及测杆组成,主要目的为确定被测圆柱工件的内表面信息,提供内表面的二维坐标;控制系统由步进电机及其驱动系统组成,主要控制回转工作台的旋转速度和时间;误差校正系统主要针对回转工作台旋转而引起工件本身的振动,使之避免影响数据的采集;数据采集系统的作用是采集圆柱工件的内表面二维坐标信息,随后送入数据处理系统构建圆柱的三维信息,最后由显示系统进行被测量的显示。
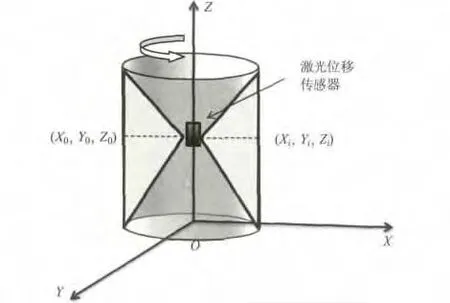
图2 测量系统装置结构示意图
4 数据分析与数学建模
同轴度是指同一零件上圆柱面、圆锥面等的被测轴线与基准轴线应重合的精度要求。同轴度误差由以基准轴线包容被测实际轴线的最小圆柱面内的区域来评定[10-12]。同轴度误差定义为被测圆柱各正截面中心点连线拟合成的直线作为基准轴线,求出各中心点到基准轴线的最大距离。
具体计算方法为,按下式计算实际被测轴线上各点到基准轴线的径向距离di(i=1,2,3…,m),m为实际上被测的测量点数。

其中,Xi,Yi为被测实际轴线上各点的横坐标、纵坐标;xi,yi为按一定方法确定的基准轴线上各相应点(zi=Zi)时的坐标。则di中的最大值的两倍2 dmax即为同轴度误差值f。
4.1 圆柱正截面中心点的求取
二维激光位移传感器置于圆柱内,利用步进电机控制其转动,转动一周即得到内表面所有截面二维信息,编码器用来读取对应的旋转角度。根据最小二乘法计算圆柱一个正截面的圆心坐标为:
其中,Ri为传感器的测量值;θi为各编码器采集的测点所处位置的角度。对应每一个z值,都会得到一组(Ri,θi),其中i=1,2,3…,m。
4.2 同轴度误差的计算
利用已经计算出来的N 个截面的中心坐标,拟合出一条直线,这条直线即作为基准轴。
计算出截面中心点与基准轴的径向距离,比较出最大的距离dmax,则同轴度误差为2dmax。

5 实验
按照图2的结构搭建实验装置,二维激光位移传感器采用基恩LJ-G080型二维激光位移传感器,编码器选用2048脉冲编码器,实验工件的内表面直径为400 mm,转台转速为5 r/min。将二维激光位移传感器的采样时间设为4.86 ms,部分实验数据如表1~4所示。
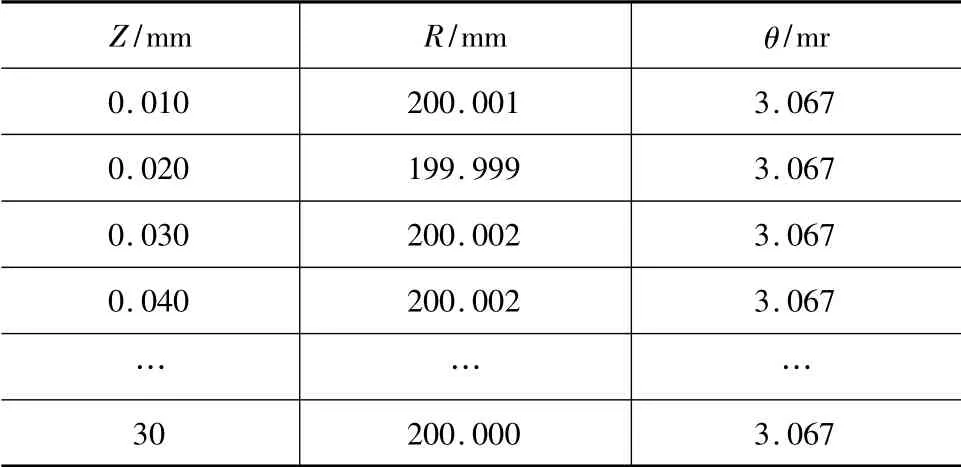
表1 实验数据1
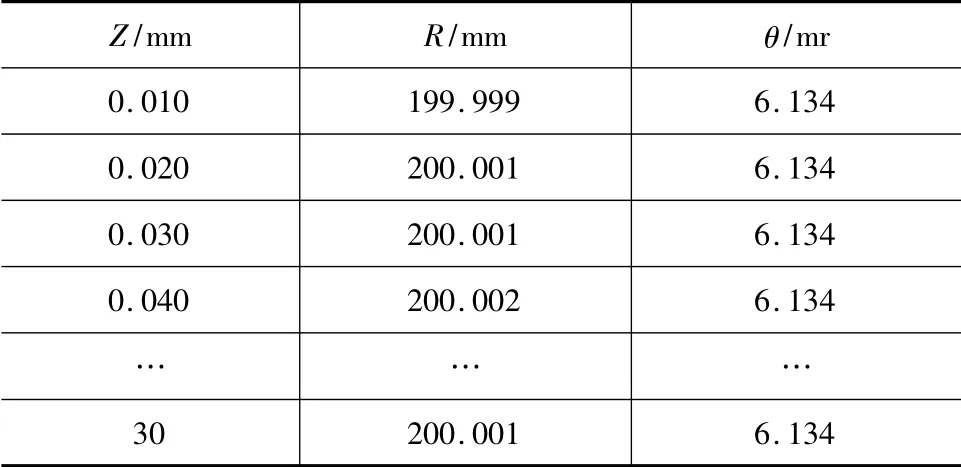
表2 实验数据2
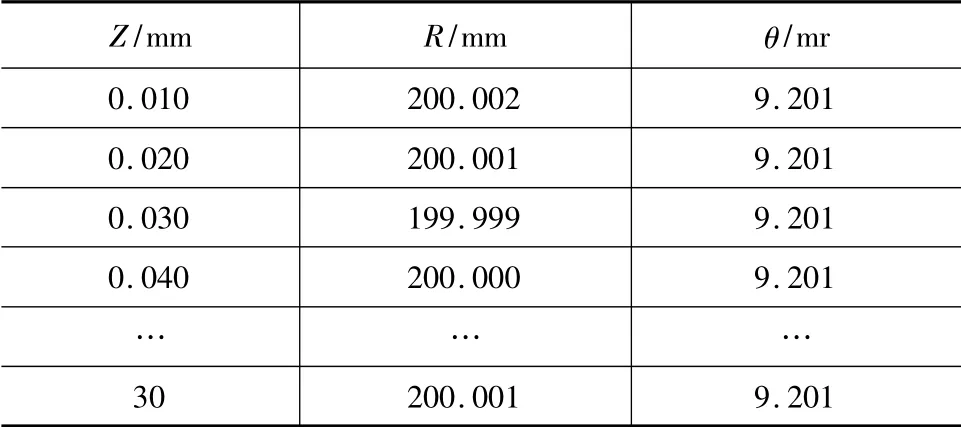
表3 实验数据3
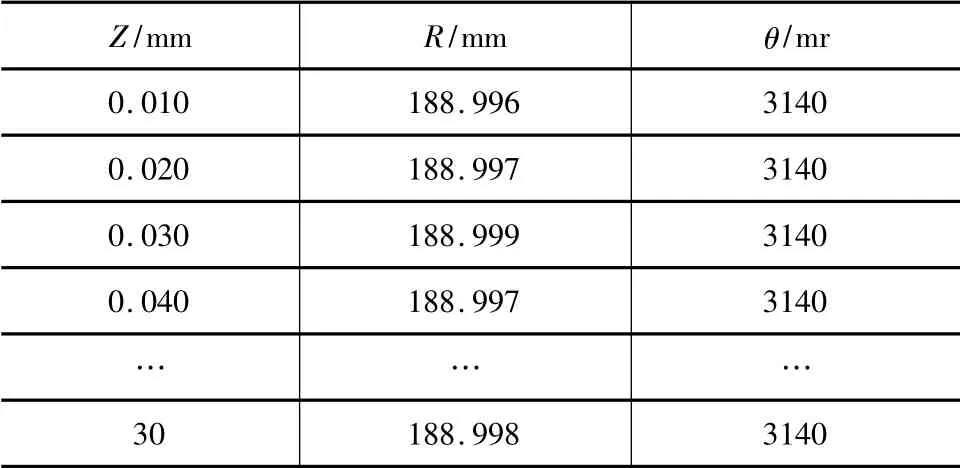
表4 实验数据4
对实验数据按照如下公式:
可以计算对应于圆柱体某一截面相对于转台轴线与该截面交点的坐标系的圆心坐标,依据二维激光位移传感器的分辨率及编码器分辨率可以获得3000组测量数据,可以得到3000组圆心坐标,这些空间点轴向的俯视图测量结果如图3所示,公式中“o”代表圆心坐标,“j”代表从1到3000组数据,即上表中Z轴上每10μm取一个数据。根据这些弥散点云坐标,采用公式:
即可求出这些弥散点云坐标的回转圆心坐标。
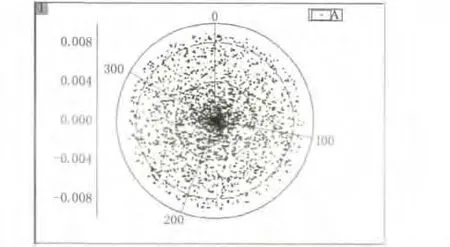
图3 截面圆心坐标点云
经计算,同轴度 f=2dmax=max{[(Xoj-X回转)2+(Yoj-Y回转)2]1/2}=0.018 mm
6 误差分析及设计技巧
该系统的测量误差来源主要有旋转台误差、编码器测量角度误差、二维激光位移传感器测量误差以及系统偶然误差等。
为了提高测量精度,设计测量装置时,依据被测工件几何尺寸设计转台、选取编码器及二维激光位移传感器的技术参数。转台一方面要保证有足够的带载能力,另一方面要求转动角加速度足够小。转台的转速要与二维激光位移传感器的采样率相匹配,转速过高,测量数据因位移传感器的采样率低而丢失测量数据,转速过低,测量效率低。对于编码器的选取,编码器的分辨率要与二维激光位移传感器的采样率匹配,过低的编码器分辨率将在测量时丢失一些测量数据,过高的编码器分辨率将增大测量成本。对于激光位移传感器的选取,因为二维激光位移传感器的测量精度与测量范围有关,测量的动态范围越大,测量精度越低,设计测量装置时,位移传感器最好置于转台的回转中心并保证在整个测量过程中二维激光位移传感器的测量度数越小越好。
7 结论
提出了一种采用二维激光位移传感器测量圆柱体工件的内表面同轴度的方法,分析了影响测量精度的方法,给出设计测量装置的方法及设计技巧。实验表明该方法可以实现同轴度的测量,为工业生产测量提供了很大的便捷性。
[1] JIANG Jiadong,YUAN Daocheng,PU Jie.Research on online measurement and adjustment of coaxial cylinder axis with non-contact method[J].Measurement Technology,2005,(9):19-22.(in Chinese)蒋家东,袁道成,蒲洁.非接触法在线测量和调整圆柱轴线同轴度研究[J].计量技术,2005,(9):19-22.
[2] ZHANG Lei,ZHANG Yu. The analytical assessment method and simulation of Coaxiality error[J].Measurement Journal,1997:32-37.(in Chinese)张镭,张玉.同轴度误差的解析评定法与仿真研究[J].计量学报,1997:32-37.
[3] CAO linxiang,SHAO Dazhong.The analytical methods of measurement principle and data processing on roundness,cylindrical and coaxial[J].Chinese Journal of Mechanical Engineering,1983,19(1):86-96.(in Chinese)曹麟祥,邵大钟.圆度圆柱度和同轴度的测量原理及数据处理的解析方法[J].机械工程学报,1983,19(1):86-96.
[4] YI Yaxing,AN Yuhong,LI Zhongke,et al.Principle of coaxality measurement[J].Journal of Scientific Instrument,2002,23(3):39-41.(in Chinese)易亚星,安郁虹,李忠科,等.同轴度测量的原理与方法[J].仪器仪表学报,2002:23(3):39-41.
[5] XU Bing.Measurement and calibration of coaxiality[J].Machinery Manufacturing,2005,43(491):64-66.(in Chinese)徐兵.同轴度的测量与校准[J].机械制造,2005,43(491):64-66.
[6] WANG Jinna.Research on laser displacrment sensor[D].Xi'an:Xidian University,2010.(in Chinese)王金娜.激光位移传感器研究[D].西安:西安电子科技大学,2010.
[7] WU Jiangfeng,WANG Wen,CHEN Zichen.Study on analysis for error in triangular laser measurement and the method of improving accuracy[J].Mechanical and Engineering Magazine,2003:89-91.(in Chinese)吴剑锋,王文,陈子辰.激光三角法测量误差分析与精度提高研究[J].机电工程,2003:89-91.
[8] ZHU Wanbin.Research on measurement of work piece curvature using laser displacement sensor[J].OME information,2010,27(12):152-156.(in Chinese)朱万彬.激光位移传感器测量工件曲率方法研究[J].光机电信息,2010,27(12):152-156.
[9] ZHU Wanbin.Laser displacement sensor using in shape measurement[J].OME information,2010,27(10):70-72.(in Chinese)朱万彬.激光位移传感器在物体表面形状测量中的应用[J].光机电信息,2010,27(10):70-72..
[10]GUO Yali,HAN Yan.Non-contract measurement on coaxial of column.Sensors and Microsystems[J],2009,28(1):103-106.(in Chinese)郭亚丽,韩焱.圆柱工件同轴度非接触测量方法[J].传感器与微系统,2009,28(1):103-106.
[11]WANG Zhenglin,LIU Jingmei,OUYANG Yi.Analysis of measurement uncertainty for laser deception angle[J].Laser&Infrared,2013,43(12):1348-1350.(in Chinese)王正林,刘静梅,欧阳艺.激光引偏角测量不确定度分析[J].激光与红外,2013,43(12):1348-1350.
[12]CHI Hui,LIU Chenchen,TENG Yuan,et al.Study on the obversion of laser rangefinder's ranging capability[J].Laser&Infrared,2011,41(7):758-762.(in Chinese)迟慧,刘琛辰,滕渊,等.激光测距机测距能力检测折算方法研究[J].激光与红外,2011,41(7):758-762.