脉冲激光打孔声波产生机理研究
2014-03-29冯爱新戴峰泽温德平
卢 轶,冯爱新,2,戴峰泽,温德平
(1.江苏大学机械工程学院,江苏 镇江212000;2.温州大学机电工程学院,浙江 温州325035)
1 引言
激光打孔因其加工速度快、效率高、工件装夹方便、适用材料广的特点,在工业中得到了广泛的应用[1]。然而在孔加工过程中,存在许多问题,例如:打孔重复精度低、孔深难以控制、孔壁有熔融物和微裂纹等[2-4],这些缺陷在孔的加工中是应极力避免的。
对激光打孔过程进行反馈控制是改进激光打孔质量的有效手段,通过对打孔过程中各种参数的采集并进行反馈控制可以精确控制打孔的速度与深度[5-7],然而大部分的监控手段对监测设备的要求较高,无形中增加了生产成本。声波信号因其检测方便,设备成本低得到了国内外研究人员的关注,但目前只有少量针对激光打孔过程中的声波信号的研究:P.Sheng[8]等人测量了CO2激光打盲孔、通孔时发出的声波信号,认为声波频谱信号的变化是由辅助气体与孔底的物理作用引起的;Simon Strgar[9]等人对Nd∶YAG激光打孔过程中的超声波进行了测量,利用声波在介质中的传播时间和传播速度计算得到打孔深度;Aristidis Stournaras[10]等人认为CO2激光打孔过程中测得的声波信号是由辅助气体吹入小孔发出的,提出小孔形状的改变引起气流运动的变化,进而导致声波信号的波动。
目前大部分学者认为,声波信号产生的主要原因是辅助气体与孔的物理作用。他们所采用的辅助气体气压往往较高,即针对的为强气流辅助打孔法,而目前一般的打孔过程并不会采用很高的气压,辅助气体的主要作用为保护切割头与透镜,且在小孔加工时辅助气体很难吹入孔内。声波信号的产生是否由其他机制引发,在较低气压下辅助气体对于声波信号有着怎样的影响,本文将对此类问题进行研究。
2 实验装置
实验采用HC3015型CO2激光切割机进行打孔实验,激光器输出功率恒定为4000 W,激光波长为10.6μm,激光输出参数包含输出频率f,占空比p,和输出时间(打孔时间)t。当f,p确定时,激光器的输出脉宽w为:w=f-1×p,辅助气体气压为0.05 MPa,激光切割机的焦点均设定于材料上表面。实验的测量装置由PVDF传感器和ECR118型背极电容传声器组成,二者采得的信号由YOKOGAWA DL850示波器记录并连接电脑做滤波处理。实验材料为A3钢,制成50 mm×10 mm×10 mm的金属条,PVDF传感器贴于材料背面,传声器支架高6 cm安装在距激光输出轴线15 cm处,且传声器与材料表面成30°角,实验装置的具体布置如图1所示。
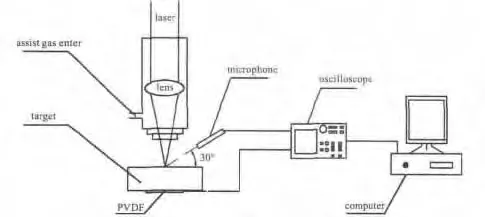
图1 实验装置Fig.1 experimental setup
3 实验结果与分析
3.1 激光打孔过程中声波产生机制分析
图2为占空比为6%,激光输出频率200 Hz,打孔时间500 ms,无辅助气体时PVDF测得的冲击波信号(如图2(a)所示)和传声器测得的声波信号(如图2(b)所示),从图2(a)中可以看出声波与冲击波的总体趋势一致。图2(b)为图2(a)中矩形区域的局部放大图,图中显示局部声波信号的前两个幅值与PVDF信号趋势一致,测得声波第一峰值与PVDF第一峰值之间的时间差及声波第二峰值与PVDF第二峰值之间的时间差均为0.00041 s,根据声波在空气中的传播速度为340 m/s,计算得传声器与PVDF之间的距离为13.94 cm,与实际距离相符,可以看出打孔过程中测得的声波信号是由PVDF所测得的信号衰减后得到。

图2 打孔过程中声波信号和PVDF信号Fig.2 Signals of PVDF and microphone
在打孔过程中,激光将孔底材料熔融并蒸发产生大量材料蒸汽,材料蒸汽与激光能量进一步耦合产生等离子体,随后等离子体不断吸收激光能量在孔壁限制的极小的空间内急剧膨胀,当孔内压力超过一定阈值后发生爆炸,导致熔融材料由孔口向外喷出造成熔融物飞溅现象,同时爆炸引起的冲击波作用于孔壁,形成向孔外传播的压缩波。激光能量的不断输入,陆续传入的压缩波会形成一个阵面陡峭的激波,当爆炸结束时,孔壁的压力降低,从而形成一个向靶内传播的稀疏波,稀疏波速度较快,很快与激波汇合,稀疏波与激波的叠加使波阵面的压力降低,最终衰减为声波离开材料表面,即声波产生的原因为激光作用于材料后引发等离子冲击波。
3.2 辅助气体对声波产生的影响
图3(a)为占空比为6%,频率200 Hz,打孔时间500 ms,辅助气体为氧气时的打孔声波信号,图3(b)为相同参数无辅助气体时的声波信号,由图中可以看出:在打孔过程的500 ms内,声波信号的输出可分为多个阶段(图中标注),图3(a)的分段点在约200 ms和400 ms处,图3(b)的分段点约在300 ms处,二者的第一阶段波形相似但持续时间不同,在第二阶段无辅助气体作用时的声波信号明显减弱;然而,在氧气作为辅助气体时,打孔过程的后半段仍然保持了较大幅值的声波信号输出。
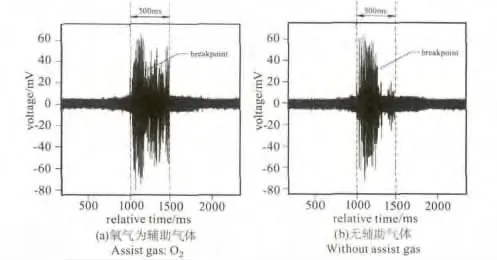
图3 激光功率4000 W,p=6%,f=200 Hz,t=500 ms时打孔过程中的声波信号Fig.3 Microphone signal during laser drilling with laser 4000 W,p=6%,f=200 Hz,t=500 ms
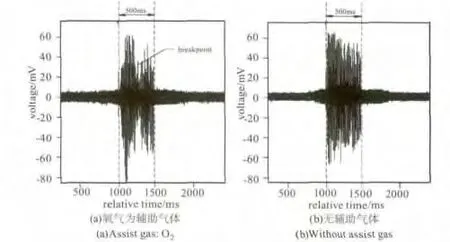
图4 激光功率4000 W,p=3%,f=60 Hz,t=500 ms时打孔过程中的声波信号Fig.4 Microphone signal during laser drilling with laser 4000 W,p=6%,f=200 Hz,t=500 ms
图4 (a)、图4(b)分别为占空比为3%,频率为60 Hz,打孔时间500 ms,氧气作为辅助气体和无辅助气体时的声波信号。从图4中可以看出占空比与频率减小后辅助气体对声波信号的波形影响减弱,二者的声波信号在整个打孔持续时间内保持了较为连续的声波信号输出,但图4(a)的声波信号仍然存在分段现象,氧气为辅助气体时声波信号的最大值较大,而无辅助气体时声波信号的总体平均幅值大于前者。
综合图3和图4的数据分析得出:在无辅助气体且激光输出频率和占空比较高时,随着激光作用时间的增长、孔深度的加深,孔内始终处于温度较高的状态,导致在孔的中上部维持了高温高密的蒸汽层与等离子体层,使得大部分激光能量消耗在材料蒸汽等离子化以及等离子体对激光的吸收和屏蔽效应中,只有少部分激光能量到达孔底推进打孔过程。这些在孔中上部的蒸汽与等离子体由于靠近孔口,集聚的压力能够较快的得到释放,因此发生的爆炸冲击力小,产生的声波信号较弱。
在氧气作为辅助气体时,氧气起到两方面作用:一方面氧气在高温下与材料发生氧化反应放出大量的热,促进了材料融化,提高了声波信号的幅值;另一方面氧气吹散了孔口周围以及孔内一定深度的高浓度等离子体和材料蒸汽,迫使其避开激光入射方向,从而激光能量能够顺利到达孔底推进打孔过程,并维持较高幅值的声波信号输出。但氧气的引入也存在一定副作用,当氧气到达激光与材料作用区域时,由于氧气与材料发生的氧化反应使得过量的材料的融化,短时间内在孔中集聚了大量蒸汽,蒸汽加强了等离子体对激光的屏蔽作用,当孔内的蒸汽和等离子体超过一定阈值时,会暂时屏蔽大部分激光能量,造成声波输出信号急剧减少的现象,即图3(a)和图4(a)中的声波分段现象。而后续辅助气体的吹入又使得孔内的等离子和材料蒸汽浓度下降,屏蔽效应减弱,声波信号恢复了一定幅值的输出,当这部分气体到达激光与材料作用区域时,氧气与材料的化学反应又使得孔内材料蒸汽和等离子浓度上升,声波信号再次发生间断(如图3(a)所示),氧气的物理作用和化学作用往复进行,造成了声波信号时而连续时而分段的现象。
当输出频率和占空比较低时,孔内难以维持较高浓度的金属蒸汽和等离子体,大部分的激光能量作用于孔底材料,因此在打孔过程中也能够持续输出一定幅值的声波信号。
4 结论
(1)CO2激光打孔过程中声波信号的产生主要由激光与孔内材料相互作用时诱导的等离子体冲击波透过材料后衰减形成。
(2)无论有无辅助气体,在打孔过程中都检测到了声波信号,辅助气体不是产生声波信号的必要条件,但辅助气体可以影响声波信号的输出。
(3)氧气作为辅助气体时对声波信号的输出起到两方面的作用:首先,气流吹散了积聚在孔内的材料蒸汽和等离子体使其屏蔽效应减弱,维持输出较为连续的声波信号(物理作用);其次,氧气与材料发生剧烈的放热反应会加大材料的融化量,暂时增强材料蒸汽和等离子体的屏蔽效应(化学作用),物理与化学作用的交替进行导致声波信号出现分段现象。
(4)声波信号可以反映出打孔过程中冲击波信号的变化趋势,将声波与冲击波的信号的幅值进行拟合,导出二者之间的关系就可以通过声波来表征孔内冲击力的大小,通过计算冲击波导致孔内缺陷的阈值,则可以通过声波预测孔内缺陷的发生,进而可以利用声波幅值的大小来提高或降低激光能量,将孔内冲击力控制在合理的范围内。要实现声波对激光打孔过程的调控还需要进行大量的更为深入的实验研究。
[1] ZHANG Yi,LI Shichun,CHEN Genyu.JyotiMazumder.Experimental observation and simulation of keyhole dynamics during laser drilling[J].Optics&Laser Technology,2013,48(4):05-14.
[2] Yeo CY,Tam SC,Jana S,et al.A technical review of the laser drilling of aerospace materials[J].Journal of Materials Processing Technology 1994 42(1):15-49.
[3] Yilbas B S.Parametric study to improve laser hole drilling process[J].Journal of Materials Processing Technology 1997 70(1-3):264-273.
[4] D K Y Lowa,L Lia,P J Byrdb.Spatter prevention during the laser drilling of selected aerospace materials[J].Journal of Materials Processing Technology,2003,139(1-3):71-76.
[5] Francesco P Mezzapesa,Teresa Sibillano,Lorenzo L Columbo.Direct investigation of the ablation rate evolution during laser drilling of high aspect ratio micro-holes[J].Laser Applications in Microelectronic and Optoelectronic Manufacturing,2012,17(82):43-47.
[6] Chaoching Ho,Junjia He,Teying Liao.On-Line Estimation of Laser-Drilled Hole Depth Using a Machine Vision Method[J].Sensors,2012,12(10):148-162.
[7] Paul J L Webster,Joe X Z Yu.In situ 24 kHz coherent imaging of morphology change in laser percussion drilling[J].Optics Letters,2010,35(5):646-648.
[8] Sheng P,Cryssolouris G.Investigation of acousticsensing for laser machining processes-Part 1:Laser drilling[J].Journal of Materials Processing Technology,1994,43(2-4):125-143.
[9] Simon Strgar,Janez Mozina.An optodynamic determination of the depth of laser-drilled holes by the simultaneous detection of ultrasonic waves in the air and in the workpiece[J].Ultrasonics,2002,40(1-8):791-795.
[10]Aristidis Stournaras,George Chryssolouris.On acoustic emissions in percussion laser drilling[J].The International Journal of Advanced Manufacturing Technology,2010,46(5-8):611-620.