关于高铁接触网定位线夹脱落问题的分析及建议
2014-03-24杨留有邵建方杨庆和
杨留有,邵建方,杨庆和
(北京铁路安全监管办 机车车辆验收室,北京100860)
关于高铁接触网定位线夹脱落问题的分析及建议
杨留有,邵建方,杨庆和
(北京铁路安全监管办 机车车辆验收室,北京100860)
针对高速铁路接触网运营中发生的定位线夹脱落问题,利用“三对三查”的验收基本方法,分析了从设计、制造、安装、验收、检修等环节存在的问题,提出了措施和建议。
接触网;定位线夹;脱落;分析
2013年以来,高铁接触网定位线夹多次发生脱落、倾斜等问题,对接触网安全运营、高铁运输秩序造成了较大干扰。定位线夹脱落已经成为影响接触网运行质量的一个多发性、易发性问题,引起了运行部门的高度重视,十分有必要从设计、制造、安装、验收、检修几个环节认真进行研究分析,提出改进措施和建议。
1 定位线夹构造及主要参数
高铁接触网定位线夹标准为TB 2075.3-2010,其组成由带环夹板、无环夹板、U型销、螺栓、螺母、防松垫片等,与定位器通过定位销钉连接。定位线夹见图1,定位器见图2。
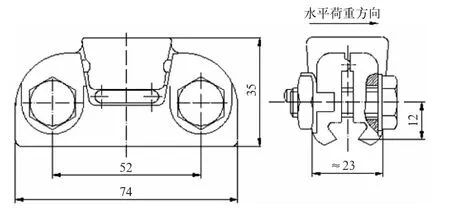
图1 定位线夹
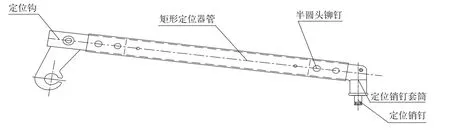
图2 定位器
1.1 定位线夹材质
(1)定位线夹的有环夹板及无环夹板按GB/T 20078-2006,采用牌号为Cu Ni2Si、材料状态为H 150的铜镍硅合金;
(2)U形销按GB/T 4423-2007,采用牌号为T2的铜棒;
(3)螺栓按GB/T 1220-2007,采用牌号为06Cr19Ni10的不锈钢;
(4)螺母、垫圈、弹簧垫圈按GB/T 1220-2007,采用牌号为12Cr18Ni9的不锈钢。
1.2 定位线夹的性能要求如下:
(1)定位线夹的最大工作荷重为2.5 k N;
(2)定位线夹的滑动荷重应不小于1.5 k N;
(3)定位线夹的水平破坏荷重应不小于7.5 k N;
(4)螺栓紧固力矩为25~32 N·m。
1.3 定位销钉
铜合金定位销钉采用牌号为Cu Ni2Si合金,不锈钢定位销钉采用牌号为12Cr18Ni9的不锈钢。
目前高铁接触网定位线夹种类很多,主要有两种定位线夹,分别见图3、图4。第1种是由带环夹板、无环夹板、U型销、螺栓、螺母、防松垫片等组成,第2种定位线夹由线夹夹板和连接螺栓组成。
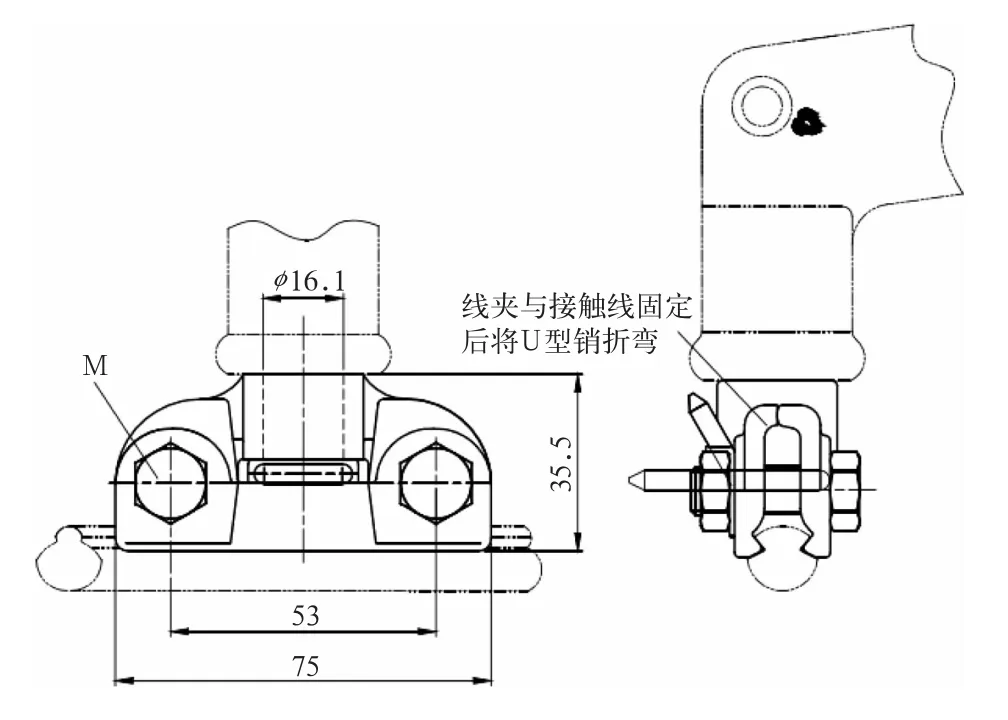
图3 第1种定位线夹
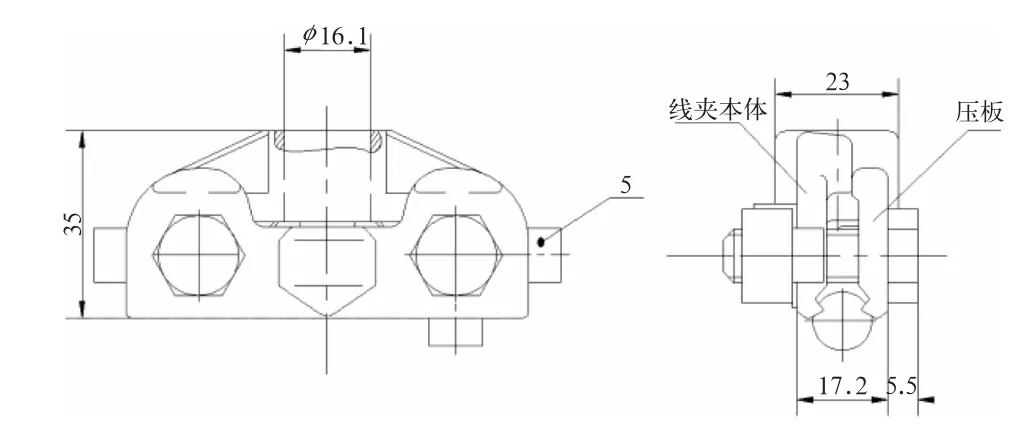
图4 第2种定位线夹
1.4 第1种定位线夹安装维护和注意事项
(1)根据安装示意图或装配图材料表检查零部件是否齐全;检查零件是否有影响使用的质量缺陷或变形;线夹型号与接触线规格是否一致;接触线横截面对称线与定位线夹中心平行(否则,应校正);紧固件之间的配合是否灵活。
(2)松开螺栓,将定位器的定位销钉套穿入有环夹板孔内,穿入U型销固定销。
(3)将线夹夹板牙型放入接触线线槽内,注意有环夹板在远离定位钩侧,即环口面向定位支座,用手钳将止动垫片的长支弯折固定在零件规定部位,并轻轻敲击使密贴,短肢在上端。
(4)用扭矩扳手交替紧固螺栓,紧固力矩25 N· m,再拧紧背母至25 N·m。紧固时止动垫片不得旋转。
(5)折弯止动垫圈短肢,使其与螺栓六角头一面贴紧。
(6)把U形销的末端用内径φ5 mm的细钢管向上弯曲60°,禁止使用锤子。
(7)安装注意事项
在安装之前,需用砂纸或钢刷丝对线夹牙型表面和接触线沟槽表面氧化物进行清除。注意U型销的方向,从内侧向外侧安装。禁止止动垫圈未掰,或长肢贴向螺母,短肢贴向有环夹板;禁止止动垫圈长肢和短肢同时掰向螺母侧。安装时有环夹板始终在外侧。禁止用锤子或手钳敲击U型销弯曲夹角为90°。
(8)维护:定期进行检查;螺栓、螺母不应有松动现象;线夹的牙型应卡在接触线的线槽之内。
1.5 第2种定位线夹安装维修和注意事项
(1)根据安装示意图或装配图材料表检查零部件是否齐全;检查零件是否有影响使用的质量缺陷或变形;线夹型号与接触线规格是否一致;接触线横截面对称线与定位线夹中心平行(否则,应校正);紧固件间配合灵活。
(2)松开螺母,将定位器的定位销钉穿入线夹本体孔内,把压板牙型放入接触线线槽内,并轻轻敲击使密贴,预紧螺栓,用扭矩扳手交替紧固至25~32 N·m。
(3)安装注意事项:螺栓头始终朝向外侧。止动垫片安装紧贴螺母外侧。
(4)维护:定期进行检查。线夹的牙型应卡在接触线的线槽之内。
2 原因分析
按照铁路验收工作的基本要求,我们采用“三对三查”的方法进行分析,“三对三查”是开展验收工作的一种基本方法。是“对规、对标、对图,查工艺、查管理、查纠正、预防措施”的简称。在定位线夹脱落问题的分析上,“对规”就是对照有关的供电各项规程、规章规定;“对标”就是对照铁标、局标等标准;“对图”就是对照设计图、安装图、零件标准图等图纸;“查工艺”就是查安装工艺、检修作业指导书;“查管理”就是查管理文件和基本制度;“查纠正、预防措施”就是检查铁路局、供电段、供电车间、工区的有关纠正措施及落实。
2.1 在高铁接触网设计方面
高铁定位线夹长期在接触导线3 t张力的情况下工作,定位销钉由于“之”字力、曲线力作用下,如果采用铜合金定位销钉就会造成弯曲变形;定位销钉又要在受电弓经过时产生的高频振动下工作,因此,在速度300 km/h接触网设计方面,无论曲线、直线区段定位器的定位销钉均采用不锈钢材质,而U型销为T2材质,造成钢与铜不同材质之间的磨损。查找安装图、零件图后确认了这个问题。而国外同等速度接触网设备,接触线张力小,定位销钉一般采用铜合金。
2.2 在高铁接触网定位线夹的设计制造方面
TB 2075.3—2010中没有定位销钉的长度、带环侧定位线夹夹板环的厚度规定,造成厂家生产的定位器定位销钉长度不一,加上定位线夹带环夹片环厚度没有规定,安装后定位器与定位线夹配合就使误差加大。在现场检查设备时是发现间隙大小不一,是随机的,定位线夹与定位器间隙见图5。同样我们对照检查采用德国进口定位器、定位线夹,其间隙很小并且基本一致,可见进口零件是十分精密的,国产与进口零件的区别是明显的。由于存在过大间隙,当机车受电弓通过时,使接触线产生上下振动,特别在高速运行状态下,接触线的振动频率高、振幅大,与接触线相连的定位线夹带动定位器也随之上下振动,使得定位线夹不能通过线夹顶面或定位销钉直接作用在定位器上,而是首先通过U型销传递给定位器,因此在定位销钉和U型销内侧产生挤压和摩擦,由于钢材质的定位销钉硬度远大于铜材质的U型销,造成U型销磨损。
除上述隐患外,还存在一个隐患就是由于U型销插入有环线夹夹板开孔处内侧,对U型销自然会产生一个剪切力和弯曲力,长期就会造成U型销内环磨损严重,定位销钉从中脱出。
上述分析可见,即便是在正确安装的情况下,在车流密度大或较长时间运行状态下,U型销受到高频次的反复挤压、磨损和剪切弯曲,一是易造成U型销磨损严重,使其卡不住定位销钉,使定位销钉抽脱;二是U型销受到长期的剪切力和弯曲力矩的作用,易造成U型销折断,定位销钉抽脱,上述两种状况的发生均可使定位器脱落,导致弓网故障。
根据现场对定位线夹的U型销检查情况,定位线夹顶面和定位销钉底面没有间隙或有微小的间隙(包括定位销钉底面和定位线夹间的微小间隙),U型销就基本没有磨损。间隙较大则有的磨损轻微,有的磨损严重;分析认为其磨损程度及受到剪切弯曲的疲劳程度除和该处定位器振动的频次、振幅有关外,与该处定位器振动时承担的接触导线负载大小、定位器本身的质量大小有关,承担的接触导线负载越大、定位器质量越大,U型销磨损程度及受到剪切弯曲的疲劳程度就越严重。
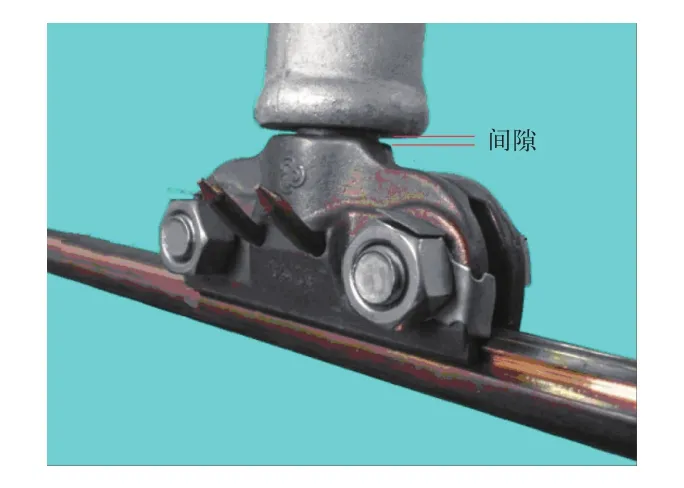
图5 定位线夹与定位器间隙
2.3 在高铁接触网定位线夹安装方面
对照安装手册,虽然高铁接触网定位线夹安装均提供了较详细的说明,但是还存在没有列出的注意事项,造成安装中出现了问题。
(1)第2种定位线夹由于安装施工中没有将定位线夹与定位销钉正确组装,在两者配合公差非常小的情况下用力旋扭插入,定位销钉虽然未入卡槽但仍然能够连接在一起没有滑出并在线运行,埋下安全隐患,运行中长期高频振动,导致定位器脱落。
(2)第1种定位线夹,如果安装施工中不正确,就会造成以下问题:
一是由于施工单位在线夹安装过程中,未按照工艺标准安装U型销,造成局部受力,经过长期振动,磨损严重,导致定位器本体从定位线夹处脱出。二是U型销安装不到位,长期运行严重磨损、挤压、断裂,造成线夹脱落;三是安装定位线夹无环夹板牙型未卡入定位器固定销凹槽,造成脱落。
(3)螺栓防松方面,一般是在螺母侧加装了防松止动垫片,螺杆侧没有加装,造成在长期运行情况下,螺杆侧松动,造成线夹脱出。
2.4 在高铁接触网验收方面
对照招标书的技术条件,我们发现对于高铁接触网零部件采用招投标方式,业主招标时采用TB、OCS2、OCS3等标准,没有定位销钉长度规定,入厂验收只能确定符合技术条件要求,没法发现产品存在的其他质量问题。
在高铁接触网静态验收过程中,由于对定位线夹研究认知不到位、经验不足,只是根据安装手册进行验收,使得安装中的隐蔽缺陷没有得到及时发现。
2.5 在高铁接触网检修方面
经过对照供电段、维修管理段、铁路局发布的作业指导书、原铁道部发布的接触网运行检修规程,没有检查定位线夹与定位器间隙、U型销磨损和损伤、定位线夹与定位器连接状态、螺杆防松等检查内容,加上缺乏有效的检查手段,在检修指导书中没有明确应如何检查,造成日常检查没有及时发现存在的隐患。
综合上述,定位器脱落的原因除安装不正确外,还有铁标零件尺寸标注不严密、零件制造误差大、钢铜互磨、螺栓防松措施不正确、验收和检修中不及时发现等。
3 措施与建议
(1)维护标准的严肃性。铁标是铁路的行业标准,虽然是推荐标准,但是对于行业内具有很高的权威性,对于接触网零件标准,要找出影响运行品质的关键,在零件图上标注出来;在后续出台的文件、标准、技术条件等均应与铁标保持一致。
(2)提高接触网定位线夹的制造精密程度。制造零件时要明确关键参数,不能对于没有规定的技术参数自己随意制定,提高精密程度,避免因为误差大带来的一些严重后果。安装及维护操作手册要结合实际,进一步完善,满足现场的需要。
(3)提高安装质量。施工单位要组织好职工安装业务培训,明确技术标准,克服安装不到位、野蛮操作等问题,一些定位线夹安装困难时必须查明原因。
(4)加强验收工作。无论出厂验收、入库认证,还是竣工验收,务必要汲取5起故障中存在的问题,积累经验,不要盲目相信和仅限于厂家安装维护手册内容、范围。
(5)完善检修工艺标准。对于定位线夹维护中的检查除规程规定外,要明确以下标准:第1种定位线夹检查线夹的有环夹板应处于受压状态;定位线夹与定位器本体间隙不应大于5 mm;U型销不得有裂纹、磨损、损伤及烧伤现象;U型销应从无环夹板穿向有环夹板方向,与保持定位器销钉密贴,U型销上折角度应满足60° ±10°,防松措施正确。第2种定位线夹检查线夹本体应无裂纹及烧伤;线夹无环夹板应处于受压状态,即有环夹板安装在定位器侧,无环夹板安装在外侧,定位线夹与定位器本体间隙不得大于5 mm。
(6)补强防松措施。目前防松垫片仅使用在螺母侧,经过试验及运行经验证明是无效的,必须在螺杆侧加装防松垫片,才能够起到防松的作用。
(7)加强技术攻关。针对定位销钉与U型环间的钢铜互磨问题,要加强零部件的制造技术研究,在材质方面、制造方面采取措施解决这个问题。
[1] TB 2075-2010.电气化铁路接触网零部件[S].北京:中国铁道出版社.
[2] 蒋先国.电气化铁道接触网零部件设计与制造[M].北京:中国铁道出版社,2009.
Analysis and Recommendations for High-speed Rail Catenary Positioning Clamp Shedding Problem
YANG Liuyou,SHAO Jianfang,YANG Qinghe
(Beijing Railway Safety Supervision and Management Office in Locomotive&Car Acceptance Room,Beijing 100860,China)
In this paper,to solve the high-speed railway catenary positioning clamp shedding problem,the“three pairs and three investigations”acceptance method is adopted to analyze the problems existing in design,manufacture,installation,inspection,maintenance,and other aspects,and the corresponding measures and recommendations are proposed.
catenary;positioning clamp;shedding;analysis
U228.2+6
A
10.3969/j.issn.1008-7842.2014.03.35
1008-7842(2014)03-0141-04
3—)男,工程师(
2013-12-16)