对JJG 30—2012《通用卡尺》的解读与实施
2014-03-22郭丽宏
郭丽宏
(中石化股份天津分公司计量中心,天津 300271)
0 引言
游标、带表、数显卡尺和深度卡尺被称为通用卡尺,是通过游标、指示表或数显形式显示量爪之间的平行距离,用于测量外尺寸、内尺寸和深度尺寸以及盲孔、凹槽等相关尺寸。通用卡尺是长度量具中最广泛应用于生产车间的量具之一,最基础的游标形式是基于游标细分原理进行读数的,因人眼的分辨力所限加之通用卡尺的测量方式不符合阿贝原则,其测量准确度较低,一般分度值不小于0.02 mm,数显类通用卡尺基于容栅位移传感器可以提高分辨力到0.01mm。
新规程JJG 30—2012《通用卡尺》自实施以来,因其技术性变化较大,主要技术指标表达方式和内容的增加,在理解上容易产生偏差或歧义。与JJG 30—2002《通用卡尺》[1]相比,新规程JJG 30—2012《通用卡尺》[2]最主要的改动是在示值误差的检定中对于尺寸分档的变化、对于刀口内量爪示值误差、细分误差的要求和外量爪平行度的要求等,以及与通用卡尺测量相关的圆弧内量爪尺寸的控制、零值误差的检定方法等,上述这些检定项目都是规程理解上的重点和难点,笔者就这些规程中新增及理解困难的节点进行分析,并给出检定中具体操作方法和记录格式。供同行参考和借鉴。
1 示值误差和细分误差的检定
1.1 计量性能要求中对“示值最大允许误差”的理解
JJG 30—2012中4.9示值误差和细分误差中引起最大争议的是“表1示值最大允许误差”,该表旧规程中的“测量范围”、“>0~150”、“>150~200”改为“测量范围上限”、“70”、“200”,旧规程中的表达方式如果是“分段”的话,使用“测量范围”表达明显是错误的,因为“测量范围”没有类似“>150~200”这样的卡尺,卡尺的测量范围都是从“0”开始的。所以新规程使用了“测量范围上限”,但是歧义依然存在,即对表中“70”理解为对于0~70mm的卡尺示值最大允许误差为±0.02mm,而“300”理解为0~300mm卡尺示值最大允许误差为±0.04mm,错误理解为“最大允许误差”为卡尺的全量程误差。规程起草人常青老师发表的“JJG 30—2012《通用卡尺》规程解读”【3】中明确指出,“根据GB/T 21388—2008和GB/T 21389—2008的技术要求,最大允许误差按照不同分度值(分辨力)以公式计算后圆整的方式给出。”按此公式计算,对于0~200mm内的分段给出了0~70mm和70~200mm两段,示值最大允许误差分别为0.02mm和0.03mm 。所以,“分段”表示示值最大允许误差是新旧规程统一的,只是称谓更规范准确。
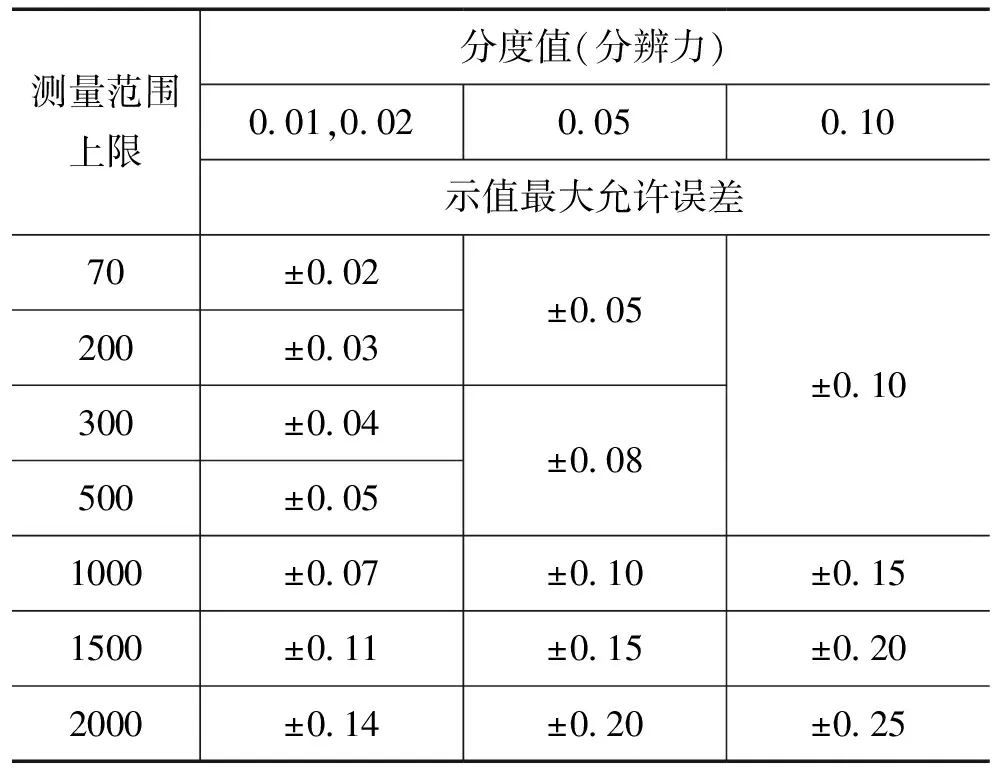
表1 示值最大允许误差
容易产生困惑的还有数值上的变化。例如在对于分度值0.01mm和0.02mm、测量范围上限200mm的通用卡尺,其最大允许误差为±0.03mm,如果认为±0.03mm是针对分辨力为0.01mm数显通用卡尺,那么对于分度值0.05mm、测量范围上限500mm的通用卡尺,其最大允许误差为±0.08mm就没办法解释了。根据笔者对卡尺的检定经验,规程如此规定一是参考了标准中的规定,使之与标准保持一致,避免了部分通用卡尺在按标准生产合格后,却出现检定不合格的情况;二是对于分度值较大的游标卡尺,标尺间距较大,可以根据情况估读出半个分度值,当游标刻线与主尺刻线中的两条都不对齐又介于主尺两条刻线之内时,如图1所示,分度值0.1mm的游标卡尺,图1(a)中可见游标尺第二条刻线与主尺刻线正对,可以读出读数为“1.2mm”,图1(b)中游标第二、三条刻线均未对正主尺刻线,处于1.1mm和1.2mm之间,可以估读出半个分度,即1.15mm。(图1中箭头所指即为文中提及的刻线。)
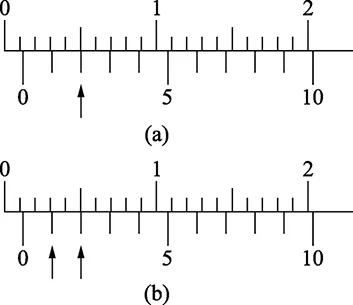
图1 游标刻线读数示意图
对与表1中分度值(分辨力)为0.01mm、0.02mm的各段最大允许误差值,尾数为奇数的应该只针对数显形式的通用卡尺。
1.2 细分误差的要求
细分误差是新增内容,对于数显卡尺,由于其独特的构造,采用容栅位移传感器作为长度测量标准,为数显卡尺测量提供准确的长度量值,而前述的包含0.2、0.5和0.8mm的检定点,是不能考查其细分误差的,相应的考查方式要从容栅的结构特点说起。
容栅位移传感器实际上是一种电容位移传感器,由固定容栅(简称定栅)和可动容栅(简称动栅)组成。目前,通用的定栅公共极板和独立定栅片宽度均为2.54mm,其节距为5.08mm; 当动栅的位移走过一个定栅间距(5.08mm) 时,输出的电容信号正好经历一个0~360°的函数变化周期,通过不间断的动栅移动和周期变化,传感器部件检测到相应的输出信号,并转换成位移信息显示[4]。根据这一特点,需要对一个定栅间距内的误差(即细分误差)进行确认,按照5.08mm的栅距,采用近似均匀分布的5 点(1mm 、2mm、 3mm、4mm、5mm)进行检查。目前对于栅距的确认只能依靠厂家,如果有不同栅距的数显卡尺,可采用此类方法均匀分布5点取整检定。
具体实施上,一般就是使用1mm、2mm、3mm、4mm、5mm的量块进行测量,也可选择尾数为上述数值的量块组合测量,后者相对复杂一些。检定装置本身如果没有83块组或其他包含有上述5点的其它组别的3级或5等量块,需要增加标准器,检定记录中要增加相应的记录项目。
1.3 刀口外量爪和刀口内量爪示值误差的检定要求
新规程新增了对刀口外量爪和刀口内量爪的示值误差要求,检定点与外量爪检定点相同,对于刀口内量爪需要配置内尺寸专用检具,与量块配合制造标准内尺寸。
刀口内、外量爪在检定位置上与外量爪的区别是不需要在里、外端分别测量,只要在刀口中间位置进行测量。
需要特别注意的是刀口内量爪在操作上的要点:内量爪在测量内尺寸时,如果标准内尺寸是环规一类的,可以找最大点测量,找最大点的方向与尺框在主尺上的移动方向相同,相对容易些;如果标准内尺寸是由量块和量块夹子一起组合的,需寻找两量块测量面之间的最小点,因此在测量时,如图2所示,应在拉开卡尺内量爪的同时,使卡尺在垂直于主尺方向上下晃动,寻找内量爪测量面与量块测量面1、2刚好相接触(或称相切)的那个点,即为量块间标准内尺寸。

图2 刀口内量爪测量标准内尺寸示意图
操作上因是找最小点,应试着拉开量爪距离,寻找刚刚接触的那一点,切不可一味地用力打开内量爪夹紧量块,稍有倾斜就会给示值带来较大误差。
1.4 外量爪测量面平行度的要求
新规程增加了“外量爪示值误差在里外两端两位置测量时,其读数之差不大于相应测量范围内最大允许误差的绝对值”,这对于外量爪测量面平行性进行了严格地规定,例如,当里端和外端分别在误差上下线上,示值误差没问题,但平行性就超差了。
2.领导重视,坚持高位推进。山西省政府高度重视农垦土地确权发证工作。以省领导任组长的省农垦改革发展领导小组召开专题会议,明确了各市人民政府纠纷调处和确权登记任务,特别是对省山投集团、省林业厅、省农业厅、吕梁市人民政府就方山肉牛场与关帝山林局林地纠纷一事达成一致意见,极大推进我省国有农垦土地确权登记工作。而且,省领导在本年度内就推进相关工作作出重要批示,明确提出要坚持目标导向和问题导向,对标先进、对照任务,紧盯时间节点,加大通报和问责力度,加快工作力度,按时完成确权发证任务。
如此规定外量爪测量面的平行性,就要更加注重示值误差检定操作中的细节,对于老检定员来说由于手感好通常很少使用微动装置,而在JJG 30—2012《通用卡尺》检定规程6.3.12.1中明确规定,“接触时,有微动装置应使用微动装置”,微动装置能够保证通用卡尺量爪测量面与量块测量面以更统一的力道“亲密接触”,避免了直接推动尺框带来的加速度以及人员不同带来的力道上的差别。
2 圆弧内量爪尺寸控制
通用卡尺圆弧内量爪主要用于测量直径大于其基本尺寸的圆弧,规程规定其基本尺寸,首检为10mm或20mm整数,后续检定可以允许为0.1的整倍数,保证使用的情况下可为卡尺分度值的整倍数。即:对于新尺,圆弧内量爪尺寸为10mm或20mm,后续检定可以是9.8mm、9.6mm等0.1的整倍数,保证使用的情况下,对于分度值0.02mm的卡尺,圆弧内量爪基本尺寸可以为9.96mm、9.82mm这样的0.02mm的整倍数,以此类推。
由于用于圆弧测量,圆弧内量爪还应该保证在平行于尺身方向的尺寸为最大,只有这样圆弧内量爪与圆弧接触时测量到的尺寸才是与尺身平行的尺寸。因此JJG 30—2012《通用卡尺》还特别在检定方法6.3.7中指出在圆弧内量爪基本尺寸“任意方向测量时,实测偏差不应超过平行于尺身方向的实测偏差”,很多检定人员读到此处会有疑义,“实测偏差”容易与“示值误差”、“示值误差的绝对值”概念混淆,“偏差”的概念是“一个值减去其参考值”,即偏差=实际值-标称值,与示值误差是符号相反的概念,其在数值上与修正值相同。我们使用千分尺测量的圆弧内量爪尺寸为实际值,当在任意方向测量实测偏差都小于平行于尺身方向的实测偏差时,平行于尺身方向的圆弧内量爪尺寸为最大,此为规程本意。
在具体操作上,测量圆弧内量爪基本尺寸应在其里、外均测量,平行性为两者之差,不超过0.01mm,取其中与基本尺寸之差绝对值较大的作为基本尺寸的测量结果。例如,里端10.01mm,外端10.00mm,基本尺寸为10.01mm;若里端10.00,外端9.99,基本尺寸为9.99mm。同时,倾斜测量圆弧内量爪其他方向的尺寸,需小于等于基本尺寸。需特别注意的是:在后续检定中,因使用中磨损,圆弧内量爪会是0.1的整数倍中的任意值,当不是10mm或20mm时,应在检定记录和检定证书中给出基本尺寸值,以便于使用者修正使用。
3 其它需注意的操作要点
3.1 零值误差的检定

图3 刻线重合度示意图
一般情况下采用目力观察,有问题时采用读数显微镜或工具显微镜进行测量。应明确:规程中对“零”标记和“尾”标记“重合度”的要求,应是标记宽度中心线相重合的程度,所以在测量时,应该取标记宽度中心线的距离,而不是标记宽度的任意一边之间的距离。如图3所示。
在测量所采用的设备上,工具显微镜更便于操作,读数显微镜从经济的角度配备起来要节省开支,但操作上不容易掌握,稳定性稍差。操作如图3所示,测量边1和3的横坐标,计算中心线坐标;同理,测量边2和4的横坐标,计算中心线坐标,两中心线坐标之差为两标记的重合度。
3.2 测量面平面度的确定
在使用刀口形直尺以光隙法测量平面度时,按照JJG 30—2012《通用卡尺》6.3.6的要求是要在测量面长边、短边和对角线位置上进行,如果间隙都出现在中间或两端,取其最大的作为平面度;如果有的在中间有的在两端,“平面度以中间和两端最大间隙量之和确定”。
一般规律是:光隙在0.5 μm以上即可透光;3 μm以上即可见到的白光;0.5~3μm的范围内可见到由紫到红的色光。有经验的检验者可直接将样板直尺(或刀口尺)的工作棱边与被测表面接触,对着光源观察棱刃与被测表面间的间隙,根据透光、不透光、透色光、透白光等不同状态来判断间隙的大小,从而确定出被测表面的平面性或直线度。
操作上应注意影响光隙测量准确度的两个重要因素:
1)照明条件。观察光隙时要求光源亮度必须比观察者这一方强,一般常用日光灯制作的灯箱,发光面大,热量低。
2)观察角度。当光源略高于间隙水平位置时,观察的光源最清晰、光源与间隙水平位置的夹角在2°~12°之间,观察角度在3°~12°之间为宜[5]。
3.3 不同位置和状态检定示值误差的必要性
在规程中,无论是零值误差、内外量爪示值误差的检定中都强调过里端、外端两种位置以及松开、紧固两种状态。
里端、外端的检定位置是基于对卡尺在结构上没有遵循阿贝原则导致的偏离主尺越远误差越大的原因,尺框内弹簧片与主尺间作用再紧密,也会有间隙,相对于里端,外端偏离阿贝原则导致的误差会更大。一般操作者使用外端的情况比里端更多,因此保证里外端示值误差都符合要求是非常必要的。
卡尺在测量工件时,有许多需要紧固螺钉后取下工件才能读数的情况,这就需要检定中对于紧固螺钉后的示值进行检验。由于尺框内弹簧片材质、形状等的影响,卡尺使用后磨损等原因,紧固螺钉后会产生间隙,测量结果与松开时相差很大,JJG 30—2012《通用卡尺》中对示值误差在松开和紧固两种状态下进行的要求就是基于上述原因。检定人员应对卡尺实际使用情况有所了解,保证卡尺在松开和紧固两种状态下的示值误差都符合要求。
在规程附录中,只给出证书检定结果页的式样,相对于检定记录要粗略一些,为便于检定时操作和记录,提醒检定员正确、完整地操作,笔者按照规程设计了比较完整的检定记录,截取检定结果部分供同行参考使用。见表2所示。
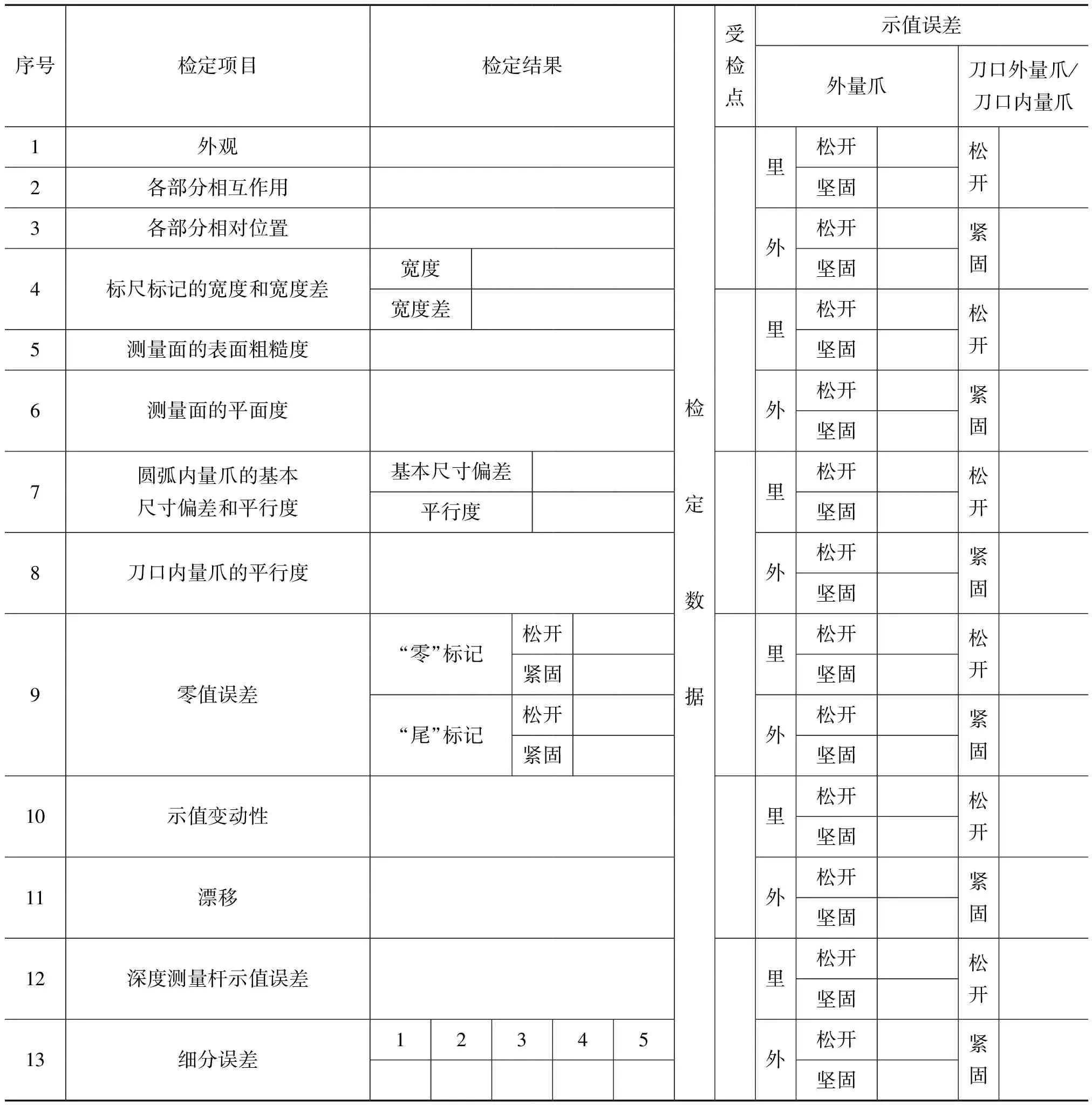
表2 通用卡尺检定记录(检定结果部分) 单位:mm
4 结束语
作者结合自身实践对新规程JJG 30—2012的内容进行了比较详尽的解读,希望对于卡尺的检定提供参考和借鉴。对于检定规程应结合标准文献、相关专业知识和实践经验等多方面,全面、透彻地理解规程含义,正确实施检定操作,才能使被检量具的各方面性能达到技术要求并能够为使用者提供准确数据。
[1]JJG 30—2002《通用卡尺》.中国计量出版社
[2]JJG 30—2012《通用卡尺》.中国计量出版社
[3]常青.JJG 30—2012《通用卡尺》规程解读.中国计量,2003(1)
[4]宋健,刘文红.数显卡尺容栅定栅母板的研制,计量技术,2001(12)
[5]谢振江,等.游标卡尺的检定与修理问答.北京:中国计量出版社,2000
