实验设计(DOE)在生产线优化中的应用研究
——以M工站为例
2014-03-20田力军程钧谟殷秀清
田力军, 张 峰, 程钧谟, 殷秀清
(山东理工大学 商学院, 山东 淄博 255012)
科技的进步及管理模式的创新使现代化制造业迅速发展,并随着IE(industrial engineering)不断成熟,降低企业制造成本的同时,不断提升生产效率.其中,愈来愈多的工程制造都深刻了解到产品质量对于维持公司正常长久生存的重要性,采取多种工艺改进工具,时刻关注于产品质量状况,从而追求质量的完善和资源效益的最大化.但是在这样的背景下,要从客观的角度分析到两个方面:一是IE为提升产成品质量,采取系列改善手法消除作业中的浪费,但作业人员却易忽视质量检测设备自身的问题,即由于设备、员工操作的失误等导致良品被检测为不良品,影响工作效率的提升;二是在生产现场由于时间的有限性,IE人员不能过多进行改善测试,不利于抓住问题产生的关键因素,缺乏有效的实验方法.虽然近几年六西格玛科学管理方法风靡全球,但是在我国制造业中应用未能达到理想成效,特别是在中小型企业中缺乏突破性解决问题的方法.该背景下,在对生产现场检测流程充分了解的基础上,采用DOE理论及控制因素试验法,及时发现误测率较高的影响因素,从而实施针对性的改善措施,从根本上解决问题.
1 DOE及相关理论研究综述
实验设计可结合企业的实际情况,在有限的资源条件下,为企业寻找最合适的运作条件及问题关键点.Byung-Ju Yi采用柔性铰链的设计与实验,对实验结果的合理分析,确保了零件的位置精度[1];De Neve, H.通过对LED的设计与实验结果研究,对产品进行了合理定位,提升了工作效率[2];Taylor综合运用阶乘设计和田口设计,确定了最佳的磨削条件及车轮转速,并对实验过程进行了详细的阐述[3].国内研究如刘晓剑等对无铅波峰焊工艺、DOE法及其在无铅波峰焊工艺优化中应用的研究现状进行了总结介绍,显示出其独特的优越性[4];钱伟等应用正交实验方法(DOE)提升铜杆产品的体积电阻率合格率,对“打渣温度”、“提炼温度”、“打氧时间”和“搅拌频次”等影响因素进行了四因素三水平的正交实验设计,得到最优炼制工艺参数,使得体积电阻率合格率提升至97.8%,也使铜杆产品的合格率得到改善[5];张贺等设计的检测设备是通过测量冲床、压力机合模高度的异常情况来实现对冲压件品质的检测,设备内置了大容量的Flash存储器,方便用户进行数据统计,实现不良产品的可追溯性[6].
综上所述,众多学者都是对于实验设计应用限制在了产品的开发与研究范围内,虽然这样可以有效缩短产品的研发周期,大大提升其产品的合格率,但是未能将实际应用突破现有应用范围的局限性.所以,结合上述所提到的两个方面的问题,本文以生产现场的质量检测误差率为研究对象,在掌握作业流程及数据收集整理的基础上,利用DOE中控制因素试验设计的方法对探索问题的最重要影响因素,为改善工作提供强有力的依据,从而推动精益生产管理[7].
2 研究方法与实验设计
DOE法是以概率论和数理统计为理论基础,合理安排实验的一种方法论.它的主要作用是降低试验次数、提高试验精度、使研究者从实验结果中获取无偏的处理效应和实验误差的估计[8].DOE方法始于20世纪20年代,经过几十年的发展应用产生了许多新的理论和方法,并不断丰富完善成了统计学的一个重要分支,在实际应用中,实验设计研究常常被用来提高产品质量、降低成本、改善工艺条件或参数.
本文采用的DOE研究方法即以y=f(x)基本模型为依据[9],如图1所示,左侧为实验设计的基本流程,而实验设计就是在提供可供资源和期望信息的前提下,综合输入、可控因子和噪声变量,研究y与x的关系,并探索及确定对响应变量最有影响的变量,而一般情况下,由于需要保持过程的稳健性,使得外部(n)变异性来源影响较小[10].
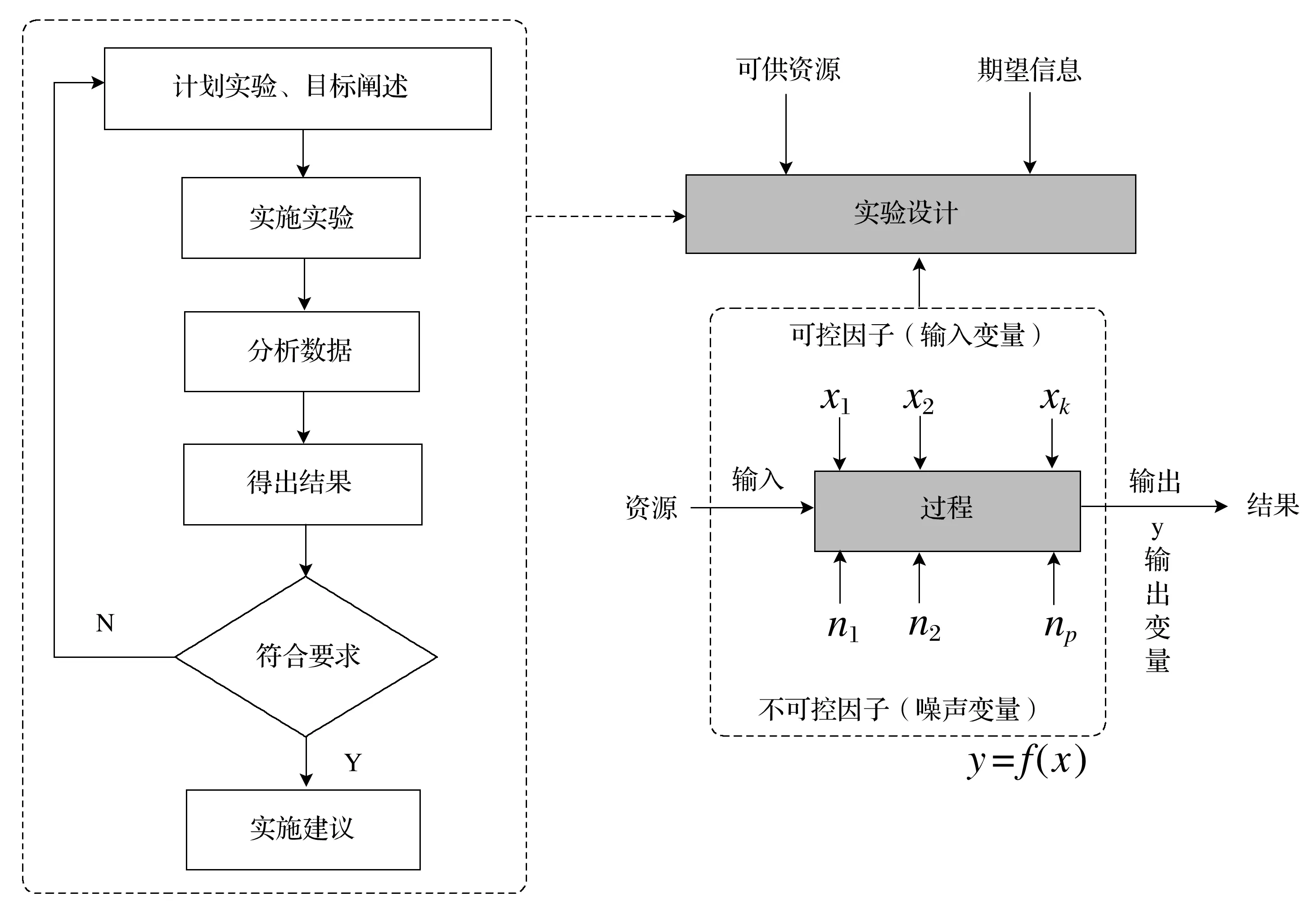
图1 研究方法基本模型
DOE操作步骤[10]:
1)确定实验目标.在实践中,团队成员全体参与,要注意确定需要试验的问题,并将其转化为都可接受的提案.
2)响应变量的选择.通常选择所测变量值的平均值或标准差,如果存在多种变量,取其中发挥关键性作用的变量,确保该变量可为试验提供有用信息.
3)确定因子,选择水平.采取流程图、因果分析图等,结合5W1H法、头脑风暴法等筛选影响响应变量的因素,并综合多方面的信息进行统计分析.
4)制定实验方案.结合实验目标,将实验分组、次数、顺序等需要依据一定的原则或方法进行安排.
5)实施实验.严格按照计划进行实验,并做好监督检测、记录工作,包括响应变量数据、环境、员工操作、实验材料等,注意数据收集的全面性[11].
6)数据的分析.选择合适的统计方法,排除实验者主观臆断,确保实验结论的客观性.
7)结果.依据实验,采用图解法等推出实施路线,并做好后续的跟踪实验,确保结论的正确性[12].
3 实证检验
DVD制造是A公司的主营业务,经过近期对现场实际作业收集的数据统计分析(如图2所示)可知,面临的最大问题是生产DVD的一生产线M工站的瓶颈工时过长,严重影响生产线平衡.为了对生产线进行优化,提升生产线的作业效率,公司IE人员要运用DOE试验设计分析瓶颈产生原因,找出主要的影响因素,进而实施有效的改善措施.

图2 各工站作业时间统计图
图1中:a.光电异物检查及排线清查;b.光电检查+光电片预点胶;c.光电转换器和光栅调校;d.光电+光栅点胶;e.唱片马达和循迹马达装配;f.激光头组装;g.掛架装配;h.传动片螺丝调整;i.传动片点胶;j.蜗轮涂油和循迹测试;k.MD DVD评估;l.MD CD评估;m.DSP;n.贴标签和测试o.封锡桥;p.外观检查1;q.外观检查2.
为解决上述问题,运用DOE试验设计分析瓶颈产生原因,步骤如下:
1)分析M工站(即上述k组)的作业流程.如图3所示,物料进入MD DVD工站后,首先对其进行检测,判断其是否是不符合规格要求,如果不是则将其传递到正常作业流程中的下一工序;如果是则将其装盒运至其它同类型工站或者留在本工站,留在本工站的需要不同人员进行3次检验,如果检测结果是符合要求的,则属于误测,将该产品传递至正常作业流程中的下一工序,如果检测是不良品,则进行装盒处理,同理,被运送至其它类型工站的产品进行类似检测,依据检测结果对同“留在本工站”的产品进行相同处理.
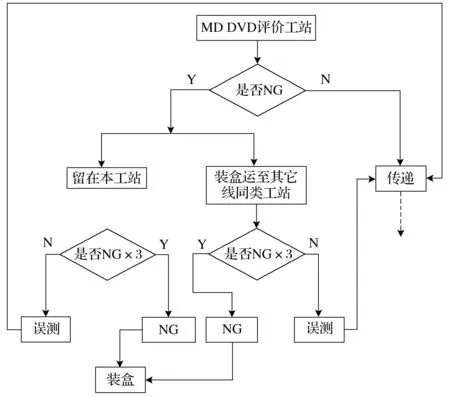
图3 MD DVD评价工站工作流程图
2)根据统计得出统计误测率表.本文所采用的数据是来自于公司实际的现场收集,采用IE基础手法中秒表测时.通过对7月25日至30日连续6天的数据收集(29日由于调休无法收集数据),并将相关数据进行汇总整理,得到误测率统计表.
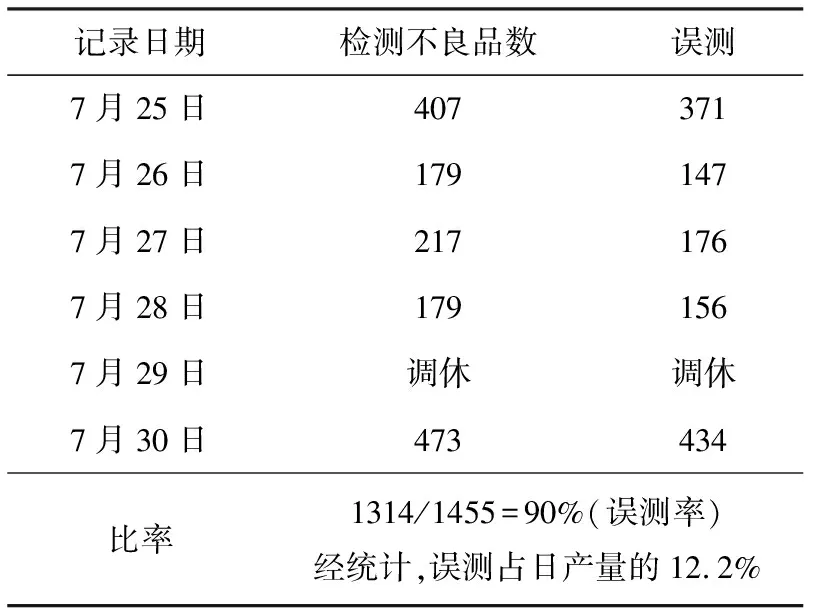
表1 统计结果及误测率计算
由此可知,误测率过大是工时过大的主要原因.
3)寻找解决途径
由上可知误测率是瓶颈工时产生原因,现在重点分析误测产生原因,解决办法是运用DOE试验设计法[13].
首先运用因果分析法[14],结合头脑风暴法从人员、机器、材料、方法、环境等方面进行选择影响因素,如图4所示.
由上可知,主要影响因素是:人的操作不熟练、设备精确度不高和碟片质量不良,但是这在一定程度上是凭借团队成员的经验进行分析,而缺乏一定的客观性,所以,要找出最关键的影响因素,需要进行实验分析.

图4 因果分析图
4)实验分析
设计实验分析上述三个因素中找出最主要的一个影响因素.
实验条件:操作工人:两人(人+人-)
设备:两台(设备+设备-)
碟片:两张(碟片+碟片-)
监督员:两名(工程人员)
记录员:两名(IE人员)
实验方法:控制因素法[15],控制其中两个因素,分析第三个因素对结果的影响程度.见表2.
由此可得出,设备是误测产生的最主要原因.
所以,联系设备维修人员,指定详细设备维修与维护方案,设备维修后将误测率由原来12.2%降至4.2%,该工站工时由17.67s缩短为16.244s,減少了1.226s.
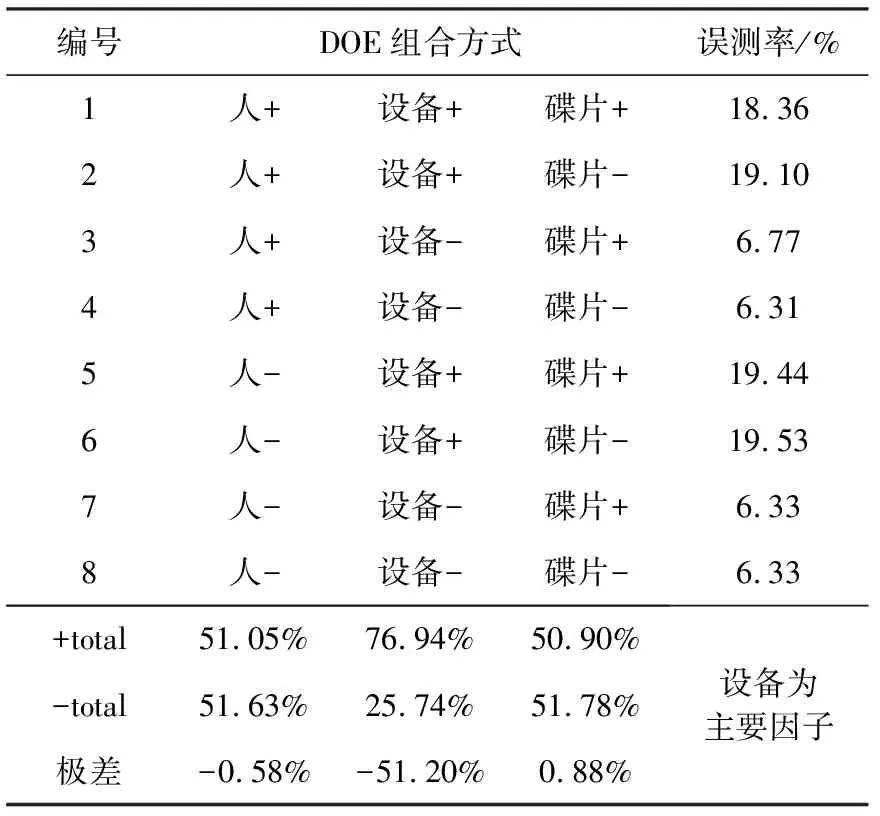
表2 实验结果
注:生产同lot产品,编号1与8、2与7、3与6,4与5实验分别同时进行.
5)改善方案实施后效果对比.通过该方案的实施改善,误测率由改善前的12.2%,降低到了改善后的4.2%,优化率达到65.6%,可有效降低检测过程中所出现误差的概率,提升作业效率,如果将该方法推广至更多的生产线及厂区,可实现更加可观的效益.
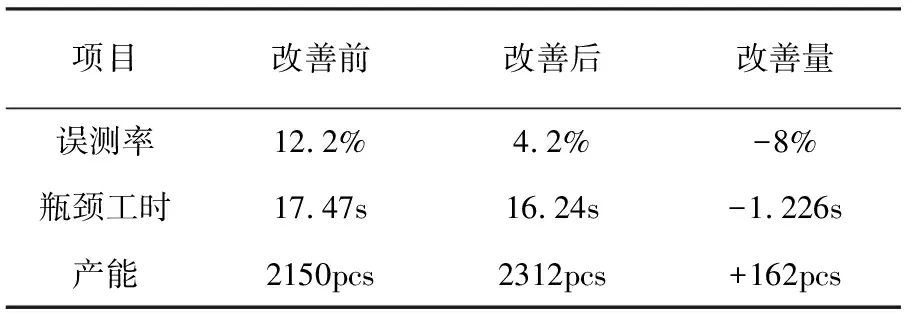
表3 改善效果对比
4 结论及对策
通过因果分析法选取员工操作、设备和碟片作为三个因子,分别进行控制实验,研究M工站误测率影响机制,首先深入熟悉M工站的作业流程,并通过秒表测时,收集工站的大量数据,针对数据进行了有效处理,在此基础上,利用DOE实验设计的方法,对主要影响因素进行了实验分析.实验结果表明,设备的精准度是导致误测率较高的最主要影响因素,在针对该问题进行改善后,有效降低了误测率和瓶颈工时,提升了产能.综上分析,本文提出以下对策:第一,IE的改善工作要具有高度的全面性.生产线的改善要从人、机、料、法、环、检测等多项环节进行考虑分析,并将各环节的影响因素分析透彻,深入研究的基础上进行合理改善.第二,改善要抓关键点.生产现场出现的问题往往是由多方面的因素构成,由于资源的有限性,常常不允许对多个因素进行细致改善,在这样的情况下,要抓住导致问题出现的关键因素,对该因素进行改善,可大大提升改善效果.第三,选取合适的方法解决问题.例如在实验成本较高的情况下,选取何种实验、实验次数等,要从系统性思想的角度出发,分析过程的整体效果,在此基础上,选取有效的方法解决问题.
[1] Byung-Ju Yi, Heung-Youl Na,Goo Bong Chung,etal. Design and experiment of a 3-DOF parallel micromechanism utilizing flexure hinges[J]. Robotics and Automation, IEEE, 2003, 19(4): 604-612.
[2] De Neve H, Blondelle J, Baets R,etal. High efficiency planar microcavity LED's: comparison of design and experiment[J]. IEEE Photonics Society, 2002, 7(3): 287-289.
[3] Alagumurthia N, Palaniradja N, Soundararajan V. Optimization of Grinding Process Through Design of Experiment (DOE)-A Comparative Study[J]. Materials and Manufacturing Processess, 2006, 1(21):19-21.
[4] 刘晓剑,王玲,万超. DOE法在无铅波峰焊工艺优化中的应用研究[J]. 电子工艺技术, 2013, 34(1):10-13.
[5] 钱伟,沈绯红. 基于DOE的铜杆产品体积电阻率合格率改进[J]. 产业经济, 2013 (7): 337.
[6] 张贺,姜飞,崔学梅. 冲床、压力机用不良品检测设备的研究与开发[C]// 战略性新兴产业与科技支撑, 2012, 548-553.
[7] 张洪亮,牛占文. 基于ANP-SPA的精益管理实施水平系统性评价[J]. 工业工程,2013,16(2):97-103.
[8] 杜芳琪,熊伟. 基于QFD、TRIZ和DOE的产品设计方法研究[J]. 技术经济与管理研究,2008(5):12-14.
[9] 胥勋涛,田逢春,闫嘉,等. 基于DOE的电子鼻实验优化方法[J]. 传感器与微系统,2009,28(3):15-17.
[10] 闵亚能. 实验设计(DOE)应用指南[M]. 北京:机械工业出版社, 2011.
[11] Gutiérrez-Oppe E E, Salvagnini W M, Maria Taqueda M E S. Comparison between the design of experiments and simulation in the three-phase distillation in a sieve tray column for glycerine dehydration[J]. Chemical Engineering Research and Design,2013,91(7): 1 186-1 202.
[12] 赵振山,董彧蒨,郭承鹏. 基于DOE方法超紧凑S型进气道被动流动控制优化设计[J]. 航空计算技术,2009,39(6):25-29.
[13] 彭江龙. 基于试验设计(DOE)方法的无线网络参数设置[J]. 电信工程技术与标准化,2012(1):16-21.
[14] 杨斯元. 实验设计在集成电路研发中的重要性[J].中国集成电路,2012(154):84-88.
[15] 高妮妮,刘子先. 基于马氏田口方法的单病种成本影响因素优化选择[J]. 工业工程,2012,15(5):15-20.