YAG激光切割冷轧钢板的工艺参数研究
2014-03-17关雷史子木舒胜威
关雷,史子木,舒胜威
(浙江工贸职业技术学院材料工程系,浙江温州325003)
YAG激光切割冷轧钢板的工艺参数研究
关雷,史子木,舒胜威
(浙江工贸职业技术学院材料工程系,浙江温州325003)
实验使用YAG脉冲激光切割机切割Q235薄冷轧钢板。基于激光切割理论,采用正交试验对激光切割工艺参数进行优化。以切口宽度和切口的表面粗糙度为衡量标准,通过对比得出切割0.7 mm、1.0 mm、1.5 mm厚的Q235冷轧钢板的最优切割参数。
激光切割;工艺参数;切割质量
0 引言
激光切割被认为是激光应用技术中最成熟的工艺,在汽车制造、电气机壳、各种金属零件和特殊材料的切割等领域广泛使用[1]。激光切割不仅切割速度快、精度高,而且热影响区面积小、切口窄、断面光滑。激光切割加工过程非常复杂,影响因素有很多[2]。如果加工工艺参数选择不当,其切割质量必然会受到很大影响。
1 实验部分
1.1 实验材料
本研究选用的是Q235冷轧钢板(厚度分别为0.7 mm、1.0 mm、1.5 mm)。Q235冷轧钢板是一种普通碳素结构钢,具有冶炼容易,工艺性好,价格低的优点,而且在力学性能上也能满足一般工程结构及普通机器零件的要求,在世界各国得到广泛应用。该板材的化学成分和力学性能如表1和表2所示。

表1 Q235冷轧钢板的化学成分

表2 Q235冷轧钢板的力学性能
1.2 实验仪器
实验所用仪器如表3所示。
1.3 实验过程
使用YAG脉冲激光切割机切割不同厚度的Q235冷轧钢板,切割速度为10 mm/s,氮气作为辅助气体,气压为1 MPa,电流、脉宽、频率根据实验条件而定。
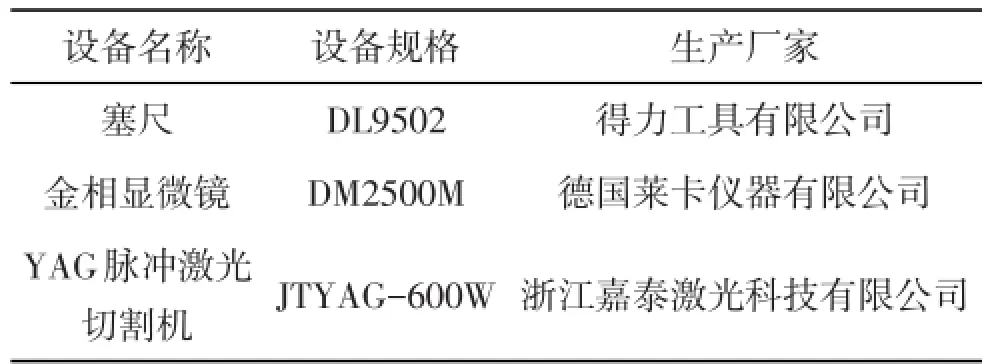
表3 实验所用的仪器
样品的切割过程如图1所示。样品为边长50 mm的正方形,在正方形里有二条长35 mm的切缝。切割完成后分别用塞尺和金相显微镜在切口上随机选三个点测量其宽度,取平均值并记录。然后将样品沿切缝掰开,用金相显微镜观察其切口断面。

图1 切割过程的示意图
2 结果讨论与分析
2.1 激光切割0.7 mm厚冷轧钢板的正交实验
本实验采用三因素三水平的正交试验方案,如表4所示。选择电流、脉宽、频率为三个主要考察因素,其中电流选择150 A、160 A、170 A三个水平,脉宽选择0.5 ms、0.6 ms、0.7 ms三个水平,频率选择150 Hz、160 Hz、170 Hz三个水平。

表4 激光切割0.7 mm钢板的正交试验表
根据正交试验表,对0.7 mm的Q235冷轧板进行切割,切割情况及切口宽度如表5所示。由表4我们可以看出,第1、2、4、7组试验参数不能将0.7 mm的冷轧板切透。其中第1、4、7组的脉宽都为0.5 ms,这是由于脉宽过小,功率密度不够,能量不足以融化金属所导致的切不透[3]。表5中,每组用金相显微镜测量的切口宽度与最相近的塞尺尺寸一致,这说明数据准确性高,系统误差和随机误差小。为提高实验数据的可靠性,本实验每一参数切割二条直线,切口宽度记为A和B。从数据中可以看出,切缝宽度A和B相差在4 μm~24 μm之间,数据重现性较高;切口宽度在243 μm~351 μm之间,与文献报道的227 μm~385 μm基本一致[4]。其中第5组切口宽度最小(A,B切缝平均值241 μm),切割参数为电流160 A,脉宽0.6 ms,频率160 Hz。

表5 激光切割0.7 mm钢板的切口宽度数据表
切口表面的粗糙度也是衡量切口质量的重要因素之一,观察上述实验样品的切口断面条纹对比表面粗糙度,实验数据参见图2。由图2我们可以看出,样品的上表面比较光滑,下表面有少许挂渣。特别是第3组中,出现细齿状毛刺,细齿边缘锋利附着在切割面下侧。这可能是切割速度过快,熔渣流呈喷射状向切割方向的后方流动时,向后的倾斜角偏大,一部分熔渣粘附到工件底面所致的[5]。在第6组和第8组中,还出现了不同程度的蚀损现象。但从切口断面的条纹来看只有第3组样品的条纹之间距离窄,垂直方向垂直度好。其它样品上部条纹较细,下部较乱,总体粗糙度不好。综合考虑,第3组的切口断面条纹是最好的。
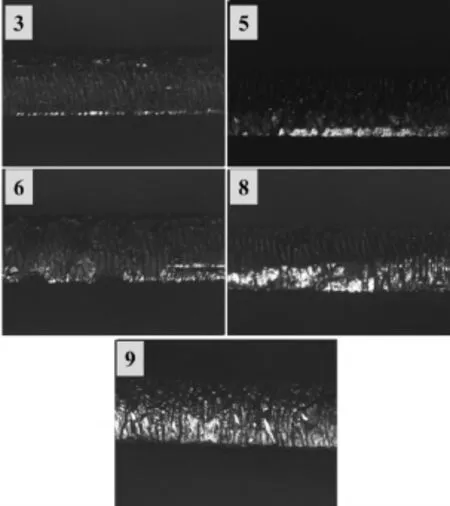
图2 激光切割0.7 mm冷轧钢板的切口断面金相显微镜照片(其中左上角为样品序号)
2.2 激光切割1.0 mm厚冷轧钢板的正交实验
为了能确保切透1.0 mm的冷轧钢板,我们把正交试验的电流值调整为160 A、170 A、180 A,脉宽调整为0.6 ms、0.7 ms、0.8 ms,频率调整为160 Hz、170 Hz、180 Hz。正交试验方案如表6所示。

表6 激光切割1.0 mm钢板的正交试验表
按照表6的试验参数,对1.0 mm的冷轧板进行切割,切割情况和切口宽度如表7所示。从表7我们可以看出,除第1组没切透外,其余组都能切透。在切割0.7 mm冷轧板时,每组用金相显微镜测量的切口宽度与最相近的塞尺尺寸是一致的。但在1.0 mm的冷轧板切割时,第4组的切缝B用金相显微镜测量是250 μm,最接近的塞尺是250 μm,而实际测量值为200 μm。第5组的切缝B用金相显微镜测量值是301 μm,最接近的塞尺是300 μm,而实际测量值为250 μm。出现这种现象是因为切割板材的厚度增加,切缝会形成上宽下窄的V形闭口[5]。金相显微镜测量的是样品的上表面,而用塞尺测量切缝,塞尺必须穿透整个样品,也就是测量较窄的下表面切缝宽度。这样就会出现上述用金相显微镜测量的切口宽度与最相近的塞尺尺寸不一致的现象。表中,切缝A和切缝B相差在3 μm~37 μm之间,切缝宽度在241 μm~363 μm之间,比切割0.7 mm冷轧板时都有所增加,这可能是由于板材厚度增加引起的。其中第4组切口宽度最小(A,B切缝平均值245.5 μm),切割参数为电流170 A,脉宽0.6 ms,频率170 Hz。

表7 激光切割1.0 mm钢板的切口宽度数据表

图3 激光切割1.0 mm钢板的切口断面金相显微镜照片(其中左上角为样品序号)
用金相显微镜观察切口断面的条纹,数据如图3所示。在图中可以看出,第3组样品有明显的细齿状毛刺,其余组均无明显挂渣现象。第3组和第7组的断面有明显的蚀损现象。第2、4、5组的切口断面条纹垂直度不好,而且上部条纹较细,下部较粗。综上所述,第6、8、9组表面粗糙度较好,条纹之间距离窄,垂直方向垂直,难分伯仲。
2.3 激光切割1.5 mm厚冷轧钢板的正交实验
对1.5 mm冷轧板切割时,我们将电流调整为170 A、180 A、190 A,脉宽调整为0.6 ms、0.7 ms、0.8 ms、频率调整为160 Hz、170 Hz、180 Hz。具体试验方案如表8所示。
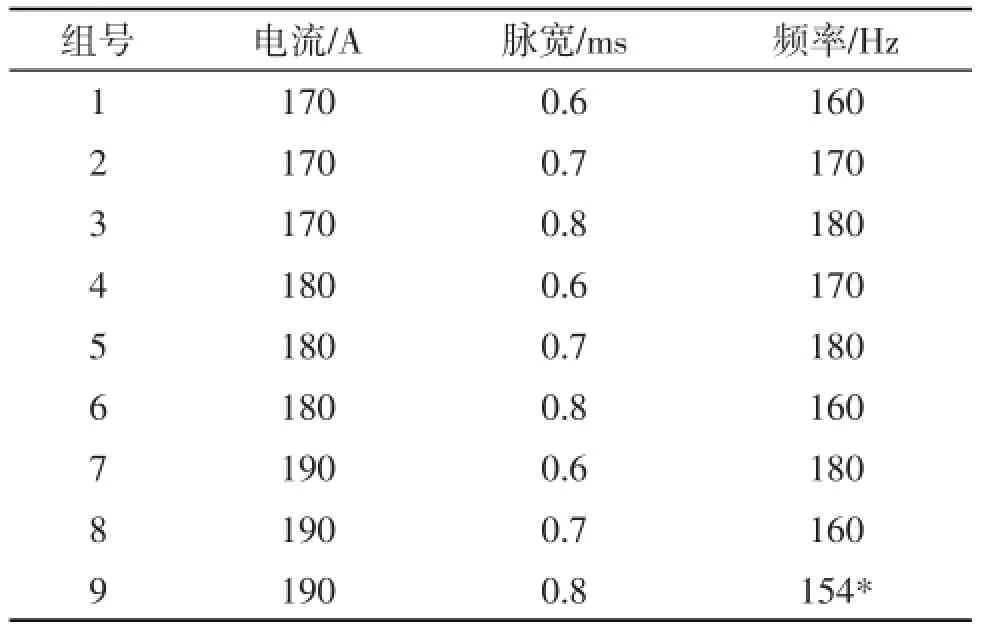
表8 激光切割1.5 mm钢板的正交试验表
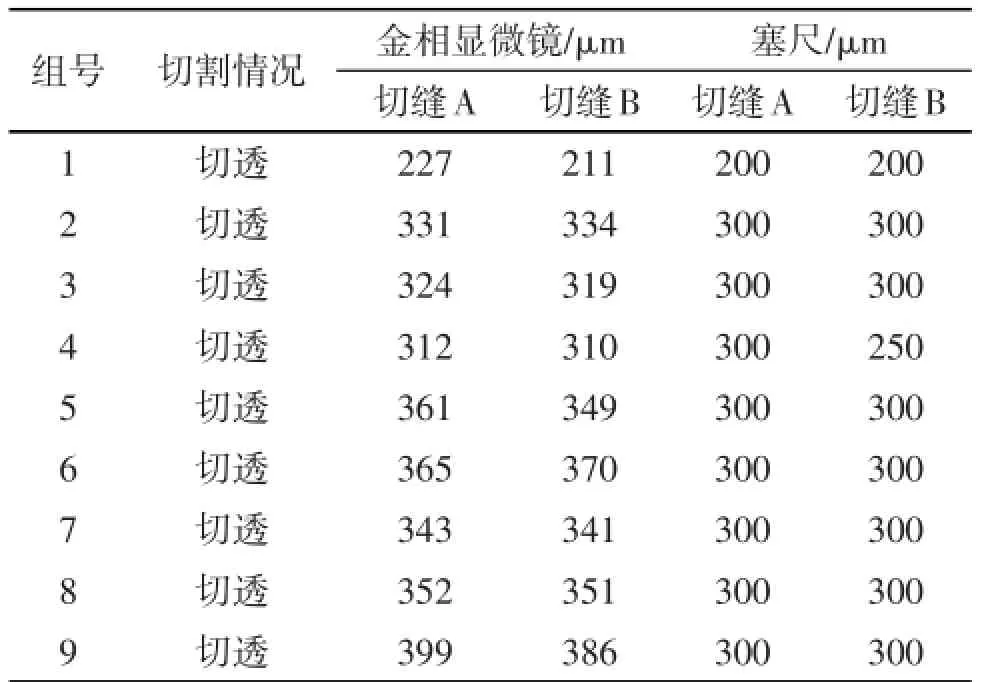
表9 激光切割1.5 mm钢板的切口宽度数据表
使用表8中的参数对1.5 mm冷轧板进行切割,切割情况和切口宽度如表9所示。从表中可以看出,各组中钢板均被切透。第4组出现了金相显微镜测量的切口宽度与最相近的塞尺尺寸不一致的现象。表中,切缝A和B相差在2 μm~22 μm之间,切缝宽度在211 μm~399 μm之间。最窄切缝宽度是第1组(切缝A和B平均值219 μm),电流170 A、脉宽0.6 ms、频率160 Hz。
切口断面的形貌如图4所示。九组样品中均无挂渣。除第1组外,其它组都呈现出上部条纹之间距离窄,下部条纹之间距离宽,上部和下部条纹有明显界限,切口断面还有不同程度的蚀损,这和板材厚度增加有关系。总体来看,第1组样品表面粗糙度最好,条纹之间距离较窄,垂直方向垂直。

图4 激光切割1.5 mm钢板的切口断面的金相显微镜照片(其中左上角为样品序号)
3 结论
通过正交试验,切割0.7 mm、1.0 mm、1.5 mm厚的Q235冷轧钢板:
以切口宽度为衡量标准,最优切割参数的电流、脉宽、频率分别是:(电流160 A,0.6 ms,160 Hz)、(电流170 A,脉宽0.6 ms,频率170Hz)、(电流170 A、脉宽0.6 ms、频率160 Hz)。随着板厚的增加,切缝会形成上宽下窄的V形闭口。
以切口的表面粗糙度为衡量标准,最优切割参数的电流、脉宽、频率分别是:(150 A,0.7 ms,170 Hz)、(170 A,0.8 ms,160 Hz或180 A,0.7 ms,160 Hz或180 A,0.8 ms,168 Hz)、(170 A、0.6 ms、160 Hz)。切割1.5 mm钢板时,以切口宽度和以切口表面粗糙度为衡量标准的最优参数是一样的,但其它组均不同。
[1]苟刚,刘勇.浅论固体激光切割加工效果的影响因素[J].科技视界,2014,4(22):80,319.
[2]鄢锉,李力钧,李娟,等.激光切割板材表面质量研究综述[J].激光技术,2005,29(3):270-274.
[3]尹桂敏,李占国,史尧臣.YAG激光切割不锈钢薄板的工艺参数研究[J].机床与液压,2013,41(23):53-56,72.
[4]佟明,王维,杨光,等.板材激光切割表面质量影响因素的实验研究[J].机械设计与制造,2010,48(10):121-123.
[5]叶建彬,戴春祥.激光切割技术[M].上海:上海科学技术出版社,2012:114-115.
(责任编辑:王文深)
Study on Technological Parameters of YAG Laser Cutting Cold Rolled Steel Sheets
GUAN Lei,SHI Zi-mu,SHU Sheng-wei
(Department of Material Engineering,Zhejiang Industry&Trade Vocational College,Wenzhou,325003,China)
Q235 cold rolled steel sheets are cut by YAG pulse laser in this experiment.We optimize the process of laser cutting with orthogonal test depend upon the theory of laser cutting.Summarizing optimal cutting quality and the best process parameters of cutting 0.7,1.0,1.5 mm cold rolled steel sheet should be reached by measuring the joint-cutting width and comparison the surface roughness of incision.
laser cutting;technological parameter;cutting quality;
TG485
A
1672-0105(2014)04-0064-05
10.3969/j.issn.1672-0105.2014.04.017
2014-10-20
关雷(1988—),男,黑龙江省七台河人,助理实验师,硕士,主要研究方向:激光加工设备工艺参数优化,纳米材料合成与应用。
