FANUC系统的双电机串联控制
2014-03-17
(南京汽车集团有限公司,江苏 南京 210061)
FANUC系统的双电机串联控制
孙兰芳
(南京汽车集团有限公司,江苏 南京 210061)
介绍了双电机的两种控制方式:同步控制和串联控制,着重分析了FANUC系统串联控制的原理、速度补偿以及相关参数的设定。通过预载转矩值设定和调整,有效地消除齿轮的间隙。
串联控制;预载功能;速度反馈和补偿
一、概述
本机床是一台凸轮轴凸轮磨床,机床有两个加工位,一用一上料,提高了机床利用率。
机床使用的是FANUC 16i系统,一共有7根伺服轴:砂轮头进给轴X1,两个工件主轴C1,C2,两个内部机械手W1,W2,砂轮头平移Z1方向是由Z1和VS组成的串联轴。如图1所示。
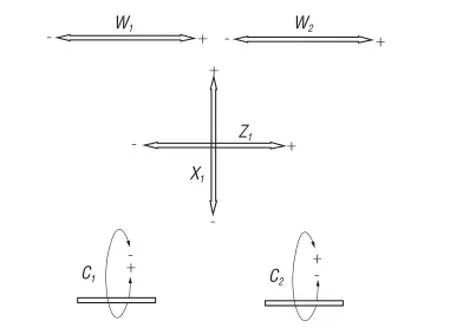
图1 机床各轴示意图
二、控制方式
在数控系统中,经常使用两台电机联动虚拟为一个坐标轴,这两个电机常采用同步控制或串联控制。下面简单介绍这两种控制方式的工作原理,并分析本机床使用的控制方式。
1.同步控制和串联控制
(1)同步控制(Synchronous Control)。同步控制是以同样的位置指令同时送给主轴(main)和从轴(slave),保持主从轴同步。如图2所示。
①为保持运动的均匀,需要两个电机同步驱动。例如大跨距龙门机床的龙门直线移动、GROB加工中心垂直滑台。
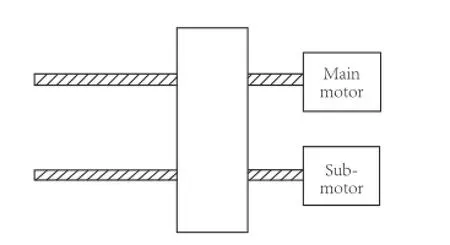
图2 同步控制示例
②为保持加工时不扭搓工件,作旋转运动时必须同步。如曲轴Boehringer、曲轴磨床的双头工件夹持架。
(2)串联控制(Tandem Control)。当一个伺服电机轴转矩不够用,又不便于更换更大的伺服电机时,可用同样的转矩指令同时送给主轴(main)和副轴(sub),在下列情况时,选用串联控制:一个驱动电机转矩不够,可用两个较小的驱动电机代替;两个较小的驱动电机的惯量或体积,比一个较大的驱动电机小;机械具有“反施”(back feed)的能力,也就是说具有“互为主、副轴”的性能。串联控制示例如图3所示。
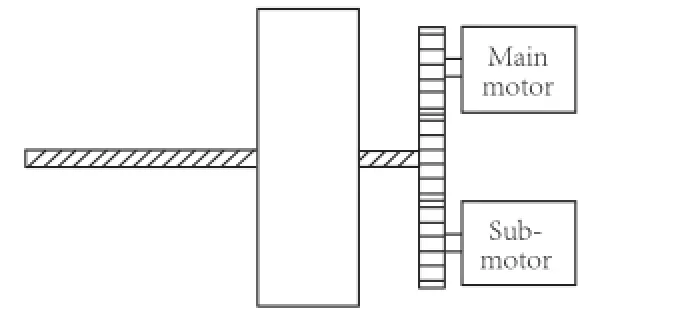
图3 串联控制示例
2.本机床选用的控制方式
本磨床Z1轴,需要的大的转矩适合使用两个电机的串联控制方式。
Z1轴使用是齿轮齿条传动,为了减少传动间隙,可以加一个固定的预载转矩到主、副电机的转矩指令上。其相反方向的转矩可以一直维持主、副电机的张力,去除齿轮、齿条传动间隙。
三、串联控制转矩分析

图4 移动中转矩变化模式图
由图4可知,在主轴上设定+Pre的预载转矩,在副轴上设定-Pre预载转矩,使主轴和副轴总处在保持张力的状态。
轴由停止、加速、匀速、减速,再到停止的运动过程中,从转矩变化来看,在加、减速过程中需要转矩时,两台电机就会产生相同方向的转矩,工作在负载分享模式下。在停止中不需要转矩时,通过预载,使其相互处在保持张力的状态工作在防反向间隙方式下,消除反向间隙。
由上述分析可知,按照轴的运动状态,两台电机可以在负载分享模式和防反向间隙两种工作方式下切换。
四、串联控制框图(图5)
通常串联控制中进行位置控制的仅限主轴,副轴仅进行转矩控制,副轴的速度不进行控制,但为了保持系统稳定,常通过速度反馈平均功能和衰减补偿来实现副周速度控制。
(1)速度反馈平均值功能及速度控制
如果副轴速度不控制,当机械具有较大的间隙时,副轴会在齿轮等齿隙间产生振动而导致运行不稳定,且机械会发生大的冲击。为了防止这种现象发生,通过对副轴进行速度控制,即把主、副电机速度的平均值作为速度反馈值来控制。
(2)衰减补偿
为了提高串联控制的稳定性,若主轴和副轴存在速度差,则在副轴端或主、副轴两端进行转矩补偿,以消除主副轴的速度差,特别是在控制弹簧刚性较低的机床系统中产生振动时具有效果。
五、机床配置
1.系统硬件连接图(图6)
机床系统配置了MAIN和Sub CPU,构成了两个HEAD,HEAD1中按FSSB连接顺序,分别是SDU1,IOU1,X1,Z1,VS,C1,W1,W2。
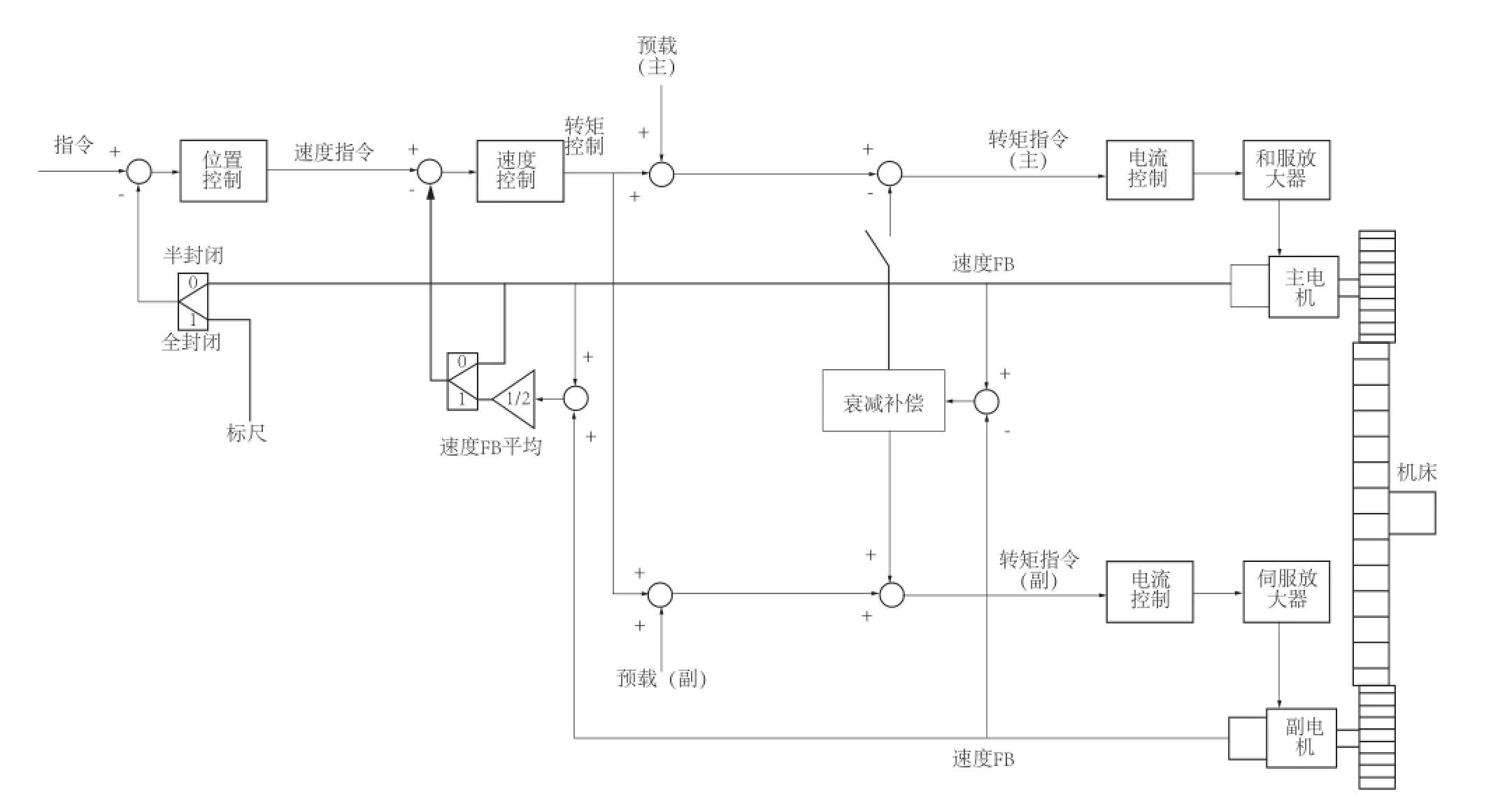
图5 串联控制框图

图6 系统连接图
HEAD2中按FSSB连接顺序,分别是SDU1、IOU1、C2。
SDU1为分离式检测器的接口模块;IOU1为FSSB输入/输出模块;SVM1为单轴伺服放大器;SVM2为双轴伺服放大器。
2.FSSB配置(HEAD1)(图7)
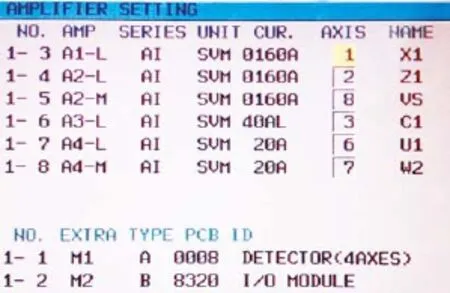
图7 HEAD1伺服放大器设置
六、系统参数设定
1.通用参数
(1)各轴轴名设定。
①程序轴名称参数:No.1020(表1),轴名称标注:No.3131(表2)。

表1

表2
②POSITION界面显示的绝对坐标轴名设定参数:No.3132。POSTION界面如(图8)所示。
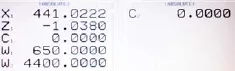
图8
(2)位置显示。参数No.3115#0= 1,坐标中不显示该轴位置。
(3)CNC控制轴数。参数No.1010,串联轴副轴和PMC轴不计算在其中。
(4)伺服轴排列。参数No.1023,主轴设定奇数,副轴设定为相连的偶数,需将串联的副轴分配在CNC控制轴的后面。若轴没有配置,设定值为-128。
(5)电机旋转方向。参数No.2022,从电机轴看按CCW方向旋转,设定为111,按CW旋转,设定为-111。
(6)位置反馈的设定。参数No.1815#1,是否使用分离式检测器;参数No.1815#5,是否是绝对编码器
2.串联设定
(1)串联功能设定。参数No.1817#6=1主副轴均进行设定。
(2)平均速度反馈(仅设定主轴)。参数No.2008#2=1,速度平均反馈功能有效。
(3)衰减补偿(仅设定主轴)。参数No.2008#7=1,衰减补偿主轴和副轴均有效,No.2008#7=0衰减补偿仅副轴有效。
(4)衰减补偿相位系数(仅设定副轴)。参数No.2036,设定范围是51-512。
(5)预载转矩的设定。预载值Preload在参数No.2087中设定。
七、预载转矩
预载转矩(Preload)的设定具体数值,与电机和伺服放大器有关。
本机床主轴Z1与副轴VS选用的电机和伺服如下:
电机型号:AIF 30/3000
伺服型号:AISV 160/160。
根据电机说明书,可知电机的转矩常数:
Torque constant Kt=0.77Nm/Arms(有效值),
因此转矩常数峰值:Kt=0.545 Nm/Ap,则1Nm对应的电流值即I=1.83 Ap,放大器的极限AISV 160/160为160 Ap,放大器最大电流对应的设定值为7 282,则1Nm对应的设定值×7 282=83。
在调试时,先选用1/4的Stall Torque(30Nm),即为1/4×30×83=623,确认停止中是否保持张力的状态,若未在该状态时,逐渐调大该值。在调试优化后,最后该值设为700。
主副轴旋转方向一致时,PRELOAD设定方向相反,主副轴旋转方向不同时,PRELOAD设定方向相同。
作为一个大概标准,PRELOAD设定一般设定为静额定转矩1/3的值。
主轴Z1与副轴VS在机床中设定的旋转方向是一致的,则预载转矩参数Z1:No.2087= 700,VS:No.2087= -700。
在尚未连接两台电机的状态下,务须将预载转矩设为0,否则主轴电机有可能在非常高的速度下旋转,十分危险。
八、结语
双电机串联控制,在负载分享模式和防反向间隙两种工作方式下切换,即可提供双倍转矩,又可消除反向间隙。为了保持系统的稳定,常会启用速度反馈平均和衰减补偿功能,并且施加合理的预载转矩,消除反向间隙,有效的保证机床的精度。
[1] FANUC AC SERVO MOTORαiS/αiF/βiS PARAMETER MANUAL 2009.
[2] FANUC Series 16i/160i/160is-MODEL B MAINTENANCE MANUAL 2005.
[3] 梁任,方强.基于转矩补偿的双电机驱动消隙控制系统[J].机电工程2010.
[4] 孙秀娥,苗松.FANUC串联转矩控制和简易同步控制在数控机床上的应用[J].科技传播2011.
TP273
:B
:1671-0711(2014)09-0038-04
2014-08-18)
