海洋平台控制系统应用案例
2014-03-15中海油有限公司天津分公司孙勤江
中海油有限公司天津分公司 孙勤江
ABB(中国)有限公司 纪玉学
海洋平台控制系统应用案例
中海油有限公司天津分公司 孙勤江
ABB(中国)有限公司 纪玉学
目前我国对油气资源的需求不断增长,海底油气资源的开发与利用愈发显得举足轻重,随着我国海洋油气的开发走向深水,海上平台油气生产设施的安全性与可靠性要求更为严格。本文以中国海洋石油岐口18-1油田综合调整项目为例,阐述了ABB Industrial IT 800xA可扩展自动化系统在能源行业海上平台油气生产项目中的应用。
海洋平台;中央控制系统;过程控制系统;安全仪表系统;紧急关断系统;火气监控/消防系统;现场可编程门阵列;微控制单元
1 引言
在海上油气生产的项目中,自动化控制起着非常重要的作用,尤其是现代新型的大中型综合平台中生产连续性强、生产过程控制相对复杂,只有通过具有高性能的自动化控制系统实时监控设备的运行状况,才能有效保证整个系统的安全、高效运转。
海上平台油气生产设施的控制系统包括过程控制系统(PCSProcess Control System)、紧急关断系统(ESD- Emergency Shutdown System)和火气监控/消防系统(F&G- Fire & Gas System)。正常情况下,这三部分的控制系统相对独立,采用独立冗余的控制器、冗余控制网络和冗余卡件等完成各自相应的功能,对于紧急关断系统至少满足SIL3的安全等级要求。系统间通过以太网(Ethernet)集中显示报警,实现整个生产设施的生产控制和安全保护功能。可以说控制系统是海上油气生产系统实现自动化生产的基础,是油气生产系统的大脑,是油气生产系统正常运行的保证。控制系统合理选型也是自动化领域的重点、难点,选用的控制系统是否合理直接关系到海上设置生产安全和人员的生命安全。
2 岐口18-1油田综合调整项目简介
岐口18-1油田位于渤海湾西部,水深大约为5~10米。此次综合调整涉及该油田新建QK18-1 PAPA平台、QK17-2 PAPB平台,并对已有QK18-1 WHP1平台进行升级改造。
其中新建QK18-1 PAPA平台、QK17-2PAPB平台的中央控制系统(CCS-Central Control System)包括过程控制系统(PCS)和安全仪表系统(SIS),安全仪表系统需同时具备紧急关断系统(ESD)和火气监控/消防系统(F&G)功能。这两套系统要求相互独立,但人机界面(HMI-Human Machine Interface)、打印机和网络通讯设备需要实现共享。
此方案的优势如下:
• 更为灵活。后期的系统扩展和修改比较容易实现,可收集现场各种参数,便于在共享的人机界面上集中显示,还可集中进行数据处理和打印报表等。
• 功能更强。可根据需要在控制室内操控现场设备,诸如电机、泵、阀的起停或开关;也可对火气系统输入有选择的旁路,对输出有选择地强制执行等。
上述系统的主要目的是保证人员安全、保证生产的持续性、保护平台及其设施。
控制系统配置要求:
新建QK18-1 PAPA平台控制系统包括:过程控制系统和安全仪表系统各一套,工作站三台,互为备用,且其中一台工作站兼做工程师站及事件顺序记录站(SOE- Sequence of Event);打印机两台,互为备用。
新建QK17-2 PAPB平台控制系统包括:过程控制系统和安全仪表系统各一套,工作站三台,互为备用,且其中一台工作站兼做工程师站及事件顺序记录站(SOE- Sequence of Event);打印机两台,互为备用。
已有QK18-1 WHP1平台现有系统为 ABB Industrial IT 800xA低版本系统,将对该系统进行软件升级,同新平台系统版本保持一致;同时要求QK18-1 PAPA平台和QK18-1 WHP1平台实现互相访问,只进行数据监控,不能互相操作。通过论证,最终采用多系统集成方案满足上述要求,如图1所示。
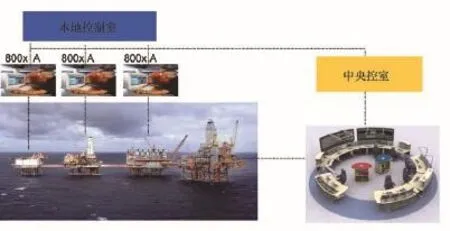
图1 多系统集成方案示意图
为了保证控制系统连续可靠运行,提高系统的可靠性,过程控制系统的处理器模块、电源模块、通讯模块及数据通讯总线均采用1:1冗余配置。
安全仪表系统符合IEC-61508和IEC-61511标准,安全等级达到SIL-3。其中处理器模块、输入输出卡件、电源模块、通讯模块及数据通讯总线均采用1:1冗余配置。因要求安全仪表系统同时具备火气监控/消防系统功能,所以同时满足NFPA-72标准。
岐口18-1油田综合调整项目过程控制系统的基本功能:
• 动态显示生产工艺流程、主要工艺过程参数及设备运行状态;
• 对生产过程进行监控;
• 实现两位式开关控制、连续的PID调节等其他高级控制功能;
• 现场设备的开/关操作,如泵、电动机、阀门的手动或自动操作;
• 生产过程、安全系统的图形动态显示;
• 系统自诊断功能,故障时,可向操作者发出报警;
• 按要求记录并打印多报警事件,并对报警事件进行优先级区分;
• 在线对数据库进行修改、组态、调整参数、改变报警点的设定以及备份历史记录;
• 按要求生成报表并按需打印日、周、月报;
• 在平台投产调试或故障时,可由软件提供关断信号的旁路功能;
• 软件具备对输入/输出信号的强制复位、旁路功能;
• 通过光缆等实现与其他平台的双向通信。
3 ABB Industrial IT 800xA可扩展自动化系统的应用
ABB Industrial IT 800xA可扩展自动化系统是ABB公司针对过程自动化推出的自动化解决方案,致力于解决当今自动化客户在电子商务环境下所遇到的问题。它的统一结构改善了生产力、优化了资产配置以及提供正确的决策信息。ABB Industrial IT 800xA可扩展自动化系统可为大型石油化工及煤化工项目提供多种集成式的解决方案,包括过程控制系统(PCS)、安全控制系统(SIS)、火灾报警系统(F&G)、智能设备管理系统(AMS)、信息管理系统(IMS)、电能管理系统(PMS),甚至可将过程自动化、过程电气、输配电等设备集成于统一的系统平台。
ABB Industrial IT 800xA系统解决方案的技术基石是Aspect Object TM——属性目标构架,它实现了整个企业内统一的信息获取、浏览和导航。并具备一系列基本功能,包括操作软件、批处理软件、设备管理软件、信息管理软件、资产优化软件、现场设备管理软件等,提供了一个具有开发、配置、复用生产应用控制的方案基础,能够持续改进生产应用方案、预测应用结果。系统中的所有元件均采用模块化设计,针对不同控制要求能够灵活配置,从而降低费用,系统框架如图2所示。
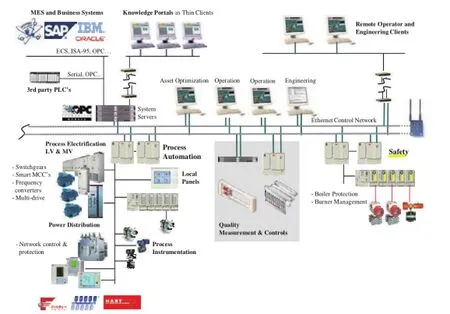
图2 典型系统框架图
ABB公司为该项目提供的AC800M系列控制器和S800 I/O系列输入/输出模块是ABB Industrial IT 800xA系统基于现代模块化设计的、性能可扩展的、技术领先的硬件家族,适用于所有过程及工业自动化应用。AC800M系列控制器内存达到256MB,主频达到450M Hz,其技术指标和性能均具备先进水平;S800 I/O系列模块均为低密度卡件,模拟量模块为8通道,数字量模块为16通道,有效提高系统可用性。
ABB Industrial IT 800xA HI 安全控制系统是ABB公司针对安全控制推出的解决方案,该方案为生产控制、安全管理及生产监视提供了一个公用环境及一整套符合IEC-61508和IEC-61511标准的安全仪表控制系统解决方案,不仅在逻辑上解决了问题,而且涵盖了包括现场仪表、控制器和现场执行机构在内的完成的安全回路。可进行从单一到四重化的多种配置,根据不同用户的特定需求量身定做安全系统解决方案。安全控制器和安全I/O模块均基于ABB独特的“嵌入式差异化”技术,控制器和I/O单元拥有嵌入式差异化并行处理路径,其中通道间的主动差异校验得益于内部主动诊断,在保证系统高可用性的同时兼顾了系统的高完整性。ABB Industrial IT 800xA HI 安全控制系统提供的全部硬件产品部件都通过了TÜV产品服务的安全认证,认证为SIL3安全等级。
ABB Industrial IT 800xA HI 安全控制系统采用了两种完全不同的控制器(PM865和SM811),每种控制器都采用了不同的处理器硬件和不同的实时操作系统软件,两种控制器共同组成控制器组一起工作以确保安全可靠的系统性能。主处理器模块(PM865)和安全模块(SM811)通过使用不同的处理器模块以实现控制器嵌入式的硬件差异化,而软件的差异化则是通过使用不同的操作系统、编译器、编码指南以及对控制器和安全模块不同的编程实施来实现。为了避免系统的共因出错问题,主处理器模块和安全模块由来自两个不同国家的具有不同背景和经验的人员组成不同的团队进行开发和测试。在执行控制程序时两个控制器同步运行,不断表决并比较执行结果。嵌入式差异化结构相比传统的冗余方案的优点是每个模块具有独立的故障模式(可将潜在的共因失效故障概率降到最低),同时配合该系统强大的自诊断功能达到SIL-3标准。
ABB Industrial IT 800xA HI 安全控制系统将差异化技术扩展到I/O模块上, I/O模块也采用带有嵌入式差异化技术的两个信号通道:一个采用现场可编程门阵列(FPGA)技术,另一个采用微控制单元(MCU)。差异化冗余技术是系统在占用空间更小、散热更佳的情况下达到SIL-3标准。S800安全I/O模块,特别是输出模块,确保现场输出信号由两个差异化路径独立执行,每个通道都控制两个现场触点,确保系统的安全性。
特性与优点:
• 四重化配置。可实现从单一到四重化的多种配置,可根据不同用户的特定需求量身定做安全系统解决方案,同时优化成本。
• 嵌入式高完整性控制及安全系统。控制和安全系统集成在一个统一的平台上,消除接口、降低成本及系统复杂性、扩大了职能范围。
• 高可用性。800xA HI安全系统的可用性高达99.999%以上,确保停车或生产中断可能性被降到最低。
• 全面符合行业标准的安全功能。提供完整的安全仪表解决方案,符合IEC61508标准(包括符合SIL等级的控制器、I/O和仪表)。
• 安全服务。提供跨越设备资产及安全生命周期的服务,包括安全顾问、SIL等级评估、软件及硬件技术支持和维护支持等。
4 结语
ABB公司为该项目提供的ABB Industrial IT 800xA可扩展自动化系统包括过程控制系统(PCS)和安全控制系统(SIS),既具备高度集成化的系统结构,又可提供相对独立的系统功能,该解决方案具备以下优势:
• 无论过程控制系统还是安全控制系统均使用统一的工程工具(CBM - Control Builder M),为工程设计、控制策略组态、流程图绘制、信息管理、资源优化、现场设备集成提供了简单而又强大的工具和灵活的分布式工程环境。实现编程界面的简洁统一,避免出现多种编程工具软件,便于后期调试与维护;
• 在过程控制系统和安全控制系统间实现高效、安全的数据通讯,减少系统间的通讯接口,避免不同的通讯协议转换;
• 统一的操作平台使得操作人员更加及时、全面地得到相关信息,并完全消除了紧急情况下因系统平台差异导致的错误;
• 降低成本,可减少多套不同系统带来的运行维护成本和附加设备成本,例如可减少备件成本等。
该项目实现的过程控制系统(PCS)功能如下:
流程图功能设计:
• 过程可视化;
• 现场总线管理;
• 灵活的报表生成和分发;
• 完善的数据转换;
• 安全的历史数据存储和读取;
• 集成的管理和组态;
• 保证批量生产的持续性、确保稳定的产品质量和生产周期等。
该项目实现的安全控制系统(SIS)功能如下:
• 通过SIS按钮手动触发紧急关停以隔离各个单元工艺设备;
• 通过系统的自动监测仪表触发紧急关停,对于输入信号均经过系统表决以确保报警或关停信号的有效性;
• 紧急关停的复位,联锁触发条件必须经人工确认并复位后,系统才能恢复正常生产状态以保证生产的安全;
• 联锁旁路,SIS系统还提供了维修旁路和操作超驰按钮,用于在不影响正常生产的情况下对设备进行在线测试和工艺系统初始启动时关停信号的旁路,在旁路允许开关处于允许位置时,在SIS界面进行旁路操作等。
ABB Industrial IT 800xA可扩展自动化系统充分利用自动化控制技术和信息处理技术,将不同但关联的生产工艺控制系统进行整合,实现之间的联动调度控制,提高生产调度的工作效率,避免人为操作的不确定性,全面提升海上平台的生产、经营和管理的综合能力。
[1] 中海石油 (中国) 有限公司天津分公司QK18-1综合调整项目初步设计[Z]. 中国海洋石油工程股份有限公司设计公司, 2011.
[2] 中海石油 (中国) 有限公司天津分公司QK18-1综合调整项目详细设计[Z]. 中国海洋石油工程股份有限公司设计公司, 2012.
[3] ABB Industrial IT 800xA可扩展自动化系统技术手册[Z].