基于PLC的餐厨垃圾处理设备控制系统研究
2014-03-15北京市新媒体技师学院北京102600
刘 宇 (北京市新媒体技师学院,北京 102600)
基于PLC的餐厨垃圾处理设备控制系统研究
刘 宇 (北京市新媒体技师学院,北京 102600)
通过对餐厨垃圾处理技术的分析,中型垃圾处理器采用堆肥化处理方法不仅解决了浪费的问题,而且实现了回收利用,促进资源的良性循环。因此针对已经设计出餐厨垃圾堆肥处理设备,系统采用三菱的FX2N-48MRPLC进行系统控制,提高稳定性;采用变频器,实现电机的软启动和节能;采用触摸屏作为输入面板,让操作更人性化、可视化,实现了餐厨垃圾堆肥智能化控制。
餐厨垃圾;餐厨垃圾处理设备;可编程控制器;控制系统
Ketwords: Food waste; Food waste disposal equipment; PLC; Controlling system
1 引言
我国经济飞速发展导致了城市规模的不断扩大,城市垃圾数量不断上升,其中餐厨垃圾产量快速增长,若不能及时有效地处理,对环境存在极大危害,并且极易导致禽流感、口蹄疫等传染性疾病的大规模流行,人畜的交叉感染,已经对人类健康、社会稳定构成了极大威胁。据统计北京市城市垃圾的产量目前已超过1.4万吨/天,严重影响了社会经济的良性发展。
因此,2005年1月,国务院发布39号文件,其中指出“加大城市环境保护,着力解决颗粒物、噪声和餐饮业污染;争取在2010年实现生活废弃物无害化治理率不低于60%” 。2012年9月,北京市市政市容委联合市财政局,发布《北京市推广餐厨垃圾就地资源化处理项目指导意见》,就餐人数超过1000人,面积大于1000平方米的大型就餐单位和餐饮企业实行餐厨垃圾就地资源化处理,市、区两级财政最高一次性补贴134万,分两次拨付。
由此可见,餐厨垃圾就地资源化处理在当下势在必行。
餐厨垃圾堆肥处理的特点是处理方法简单,成本较低,产品中能保留较多的氮,可用于农业肥料,采用密闭式的结构,也减少了对周围环境的污染。采用堆肥处理技术实现了餐厨垃圾处理的资源化、无害化,是较优的处理方法。该餐厨垃圾处理设备,具有体积小、效率高、产肥效果好、污染少、操作简单的优点,有广泛的推广与应用价值。因此,本文餐厨垃圾处理设备采用堆肥型,适用于中型较为集中餐厨垃圾场所。
2 堆肥型餐厨垃圾处理设备
2.1 处理发酵工艺流程(如图1所示)

图1 堆肥型餐厨垃圾的处理工艺
工艺过程说明:当有餐厨垃圾进来,首先进行粉碎,把大块的餐厨垃圾磨小,然后加入合适的菌种,调节发酵室内的温度、湿度与含氧量,进行搅拌,使菌种有效地与餐厨垃圾进行生物作用发酵,最后产生气体和固体饲料,气体经过过滤,排到空气中,固体是最后发酵的产品,做成有机肥料进行回收利用。
2.2 完成堆肥型餐厨垃圾处理设备(如图2所示)

图2 堆肥型餐厨垃圾处理设备外型
该设备按其功能可分为:送料装置、粉碎装置、清洗装置、发酵容器和空气过滤装置。
为实现对这五个装置的控制,达到既能手动,又能自动控制要求,共确定了16个开关量的输入点和6个模拟量的输入点,11个开关量的输出点和3个模拟量的输出点。同时为了方便操作,触摸屏实现所有按钮的操作和参数的显示。
2.2.1 输入点分析
输入点的类型可分为开关量输入和模拟量输入。
开关量输入主要包括一些启动、停止控制和位置检测开关。根据工艺要求,该系统有两种控制方式,手动和自动控制。在手动控制中能够实现送料、粉碎、搅拌、清洗、加热、通风、鼓风和排料控制的各项单独操作,因此在各项控制中用专控按钮启动,而停止是用一个停止按钮控制;在自动控制中只需自动启动按钮与急停控制。无论在哪种控制方式中,系统都需要有运料小车的上限位、下限位开关和物料检测开关。
(1)有16个开关量的输入点,每个开关量的名称和具体内容如表1所示。
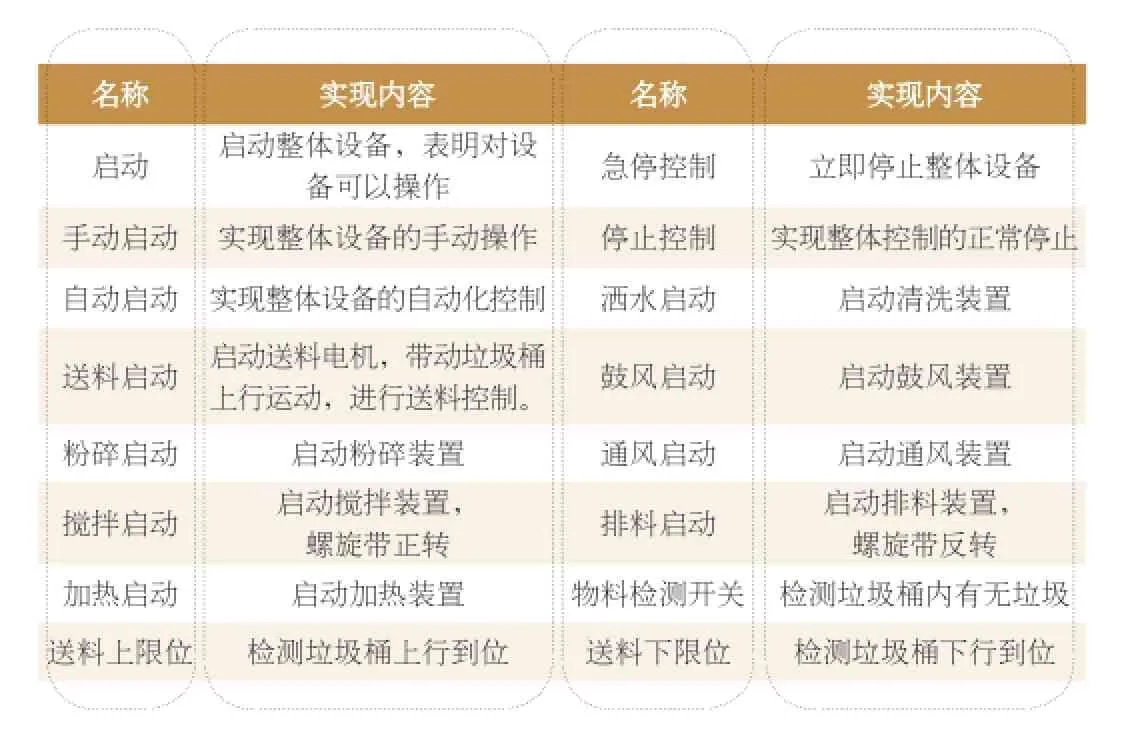
表1 开关量输入分析表
模拟量输入是检测连续变化的物理量,主要包括菌种生存的温度、湿度和二氧化碳含量的检测,总共有三个点,与具体的实际传感器相连,把相关的数值送到控制系统中,由系统程序完成自动调节与控制。
(2)6个模拟量输入点,每个摸拟量的具体内容如表2所示。
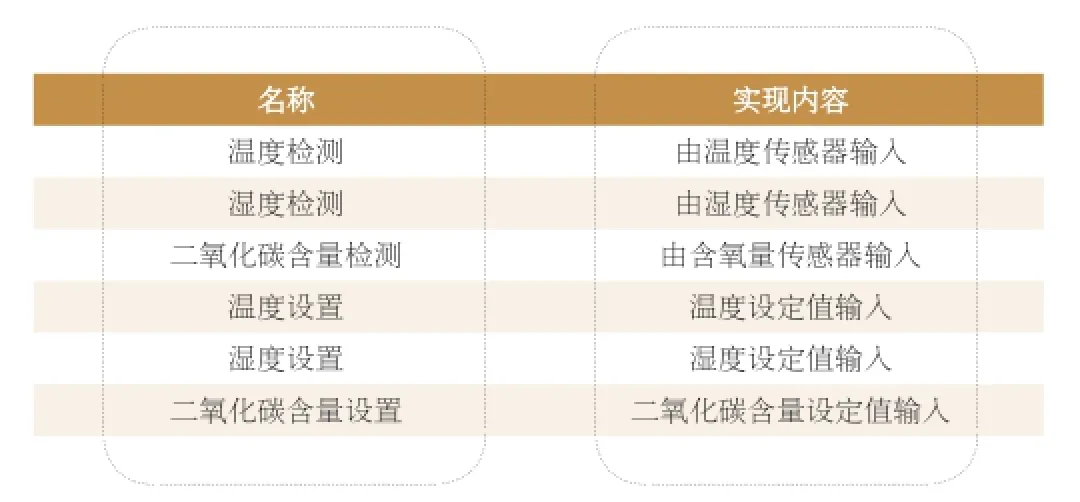
表2 模拟量输入分析表
2.2.2 输出点分析
输出点分为开关量和模拟量两种。
在本系统中开关量的输出有送料电机的上升、下降、粉碎电机的转动、搅拌电机的正转与反转、加热器的工作、通风机的工作、鼓风机的工作、洒水阀的打开、相应自动与手动的指示灯。
(1)有11个开关量的输出点,每个开关量的具体内容如表3所示。
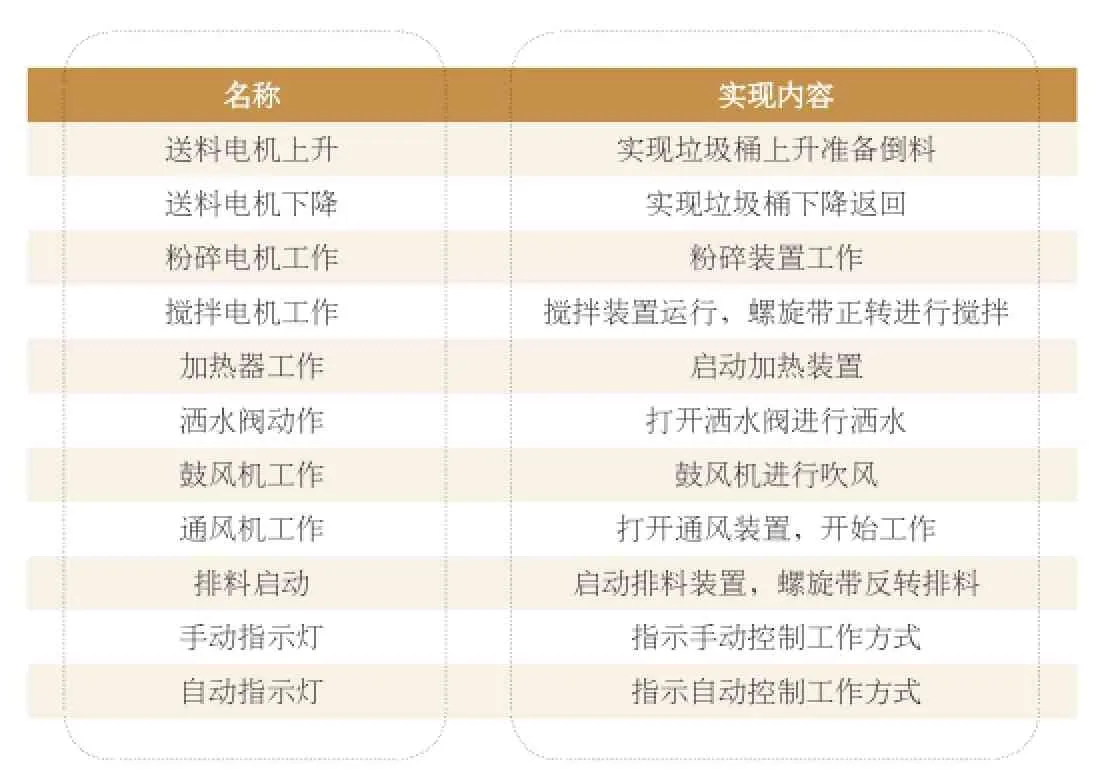
表3 开关量输出分析表
模拟量的输出用于显示,在设计中,采用触摸屏显示,把检测到的数据传输到触摸屏。
(2)有3个数值量输出,每个数值量的具体内容如表4所示。

表4 数值量输出分析表
2.2.3 调节控制
对于温度、湿度和二氧化碳含量的控制,在自动控制中能实现闭环的调节。根据实际菌种的要求,温度不能低于60℃;湿度控制在40%RH~60%RH之间;二氧化碳含量不超过20000ppm。
2.2.4 显示控制
在系统的操作面板上能够显示出温度、湿度和含氧量的实际值与设定值。
3 基于PLC控制的系统设计
3.1 PLC选型及元器件
选择PLC控制方式基于其稳定性、可靠性和适应性进行对比。对于中型集中式的餐厨垃圾处理设备,选用了性价比高、维护简单、易于编程的整体式FX2N-48MR的PLC。同时依据技术参数要求和系统需要,选择了适用的模拟量A/D输入的特殊功能模块FX2N-4AD、接近开关、光纤传感器、电磁阀、温湿度传感器、二氧化碳传感器、变频器和触摸屏等外围设备来满足设备要求。
3.2 PLC的程序设计流程
根据系统功能和原理分析,确定两种控制方式,手动与自动。在手动控制中,能够完成各项单独功能操作;在自动控制中,系统能够根据设定参数,自动完成餐厨垃圾处理。因而设计如图3所示的工作流程。
系统通电启动后,PLC首先对外接的触摸屏、特殊功能模块进行通讯检测,判断其通讯设备能否正常工作。此处常见的故障,可以通过各模块上的指示灯进行判断。PLC与触摸屏的连接是通过FX2N-485BD板,检测灯闪亮,则程序正常;若检测灯不亮,则应及时检查通讯板上的数据线。PLC与FX2N -4AD的通讯是通过内部的数据判断,如果数据正确,则程序继续。
然后进行手动与自动的选择判断,如果选择手动控制,则进入手动控制程序;如果选择自动控制,则进入自动控制程序。在手动控制程序中,第一步是设定温度、湿度和二氧化碳含量,第二步通过外部的传感器自动检测实际温度、湿度和二氧化碳含量,并显示在触摸屏上。然后根据控制需求,选择送料、粉碎、洒水、搅拌、排料、加热、通风、鼓风的操作按钮实现相应控制,该设备可以在人工操作下完成餐厨垃圾处理。在自动控制程序中,第一步也是设定相关量值,然后系统将自动检测实际温度、湿度和二氧化碳含量,与设定值进行对比,并自动进行相应的调节。当温度不够时,则启动加热装置;当二氧化碳含量不够时,则启动鼓风机;当湿度过高时,开启通风机,降低含湿度;当湿度过低时,需要打开水阀进行洒水,提高发酵容器中的含湿度。只有当各量值达到要求后,之后物料检测开关进行判断,是否物料桶里有垃圾,若无垃圾,设备处于待机状态;若有垃圾,则启动送料电机,当物料桶到达顶部,利用机械原理,物料桶倾斜,将垃圾倒出。当餐厨垃圾通过三辊时,在辊子的作用下,大块的餐厨垃圾(如大块的骨头等)被压碎,并在输送带的带动下进入发酵室进行生物处理。餐厨垃圾一边发酵,一边与菌种进行充分搅拌,搅拌电机工作周期是每2小时搅拌1 0分钟。若未到系统的工作周期,此系统再次进行温湿度检测,不断循环工作。当菌种工作时间达到系统工作周期时,餐厨垃圾已经转变为可用的肥料,则搅拌电机反转,把产生的肥料排出。系统工作周期与菌种有关,由于本设备选用好氧菌种,其工作周期是每4~5天排料一次。
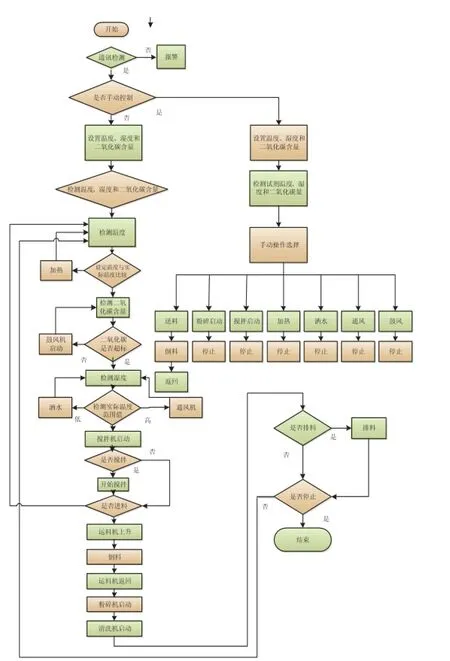
图3 控制系统工作流程图
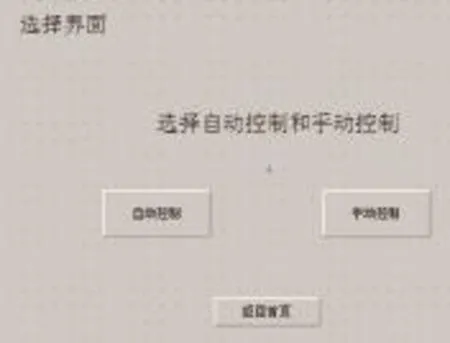
4 触摸屏的控制界面设计
本系统的输入控制由触摸屏的模拟元件或实际按钮来实现,触摸屏有四个工作界面,如图4所示,分别是首页、选择页面、自动控制界面和手动控制界面。
其中在选择界面可以通过选择键,分别进入自动控制界面或手动控制界面。在自动控制界面中,可以实现自动启动和停止控制,同时能够检测与设定温度、湿度和二氧化碳含量,显示工作状态。在手动控制界面中,除能够检测与设定各量,还可以实现送料、粉碎、洒水、加热、通风、鼓风、搅拌的单独控制。
(a) 首页

(b) 选择界面
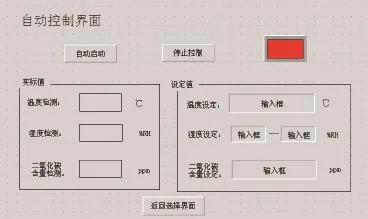
(c)自动控制界面
5 功能分析
本系统的控制流程设计,能够通过自动和手动两种控制方式对系统进行控制。在手动模式下,操作人员可以对系统中任意执行元件进行控制,并可随时进行切换;在自动模式下,只需操作人员设定期望的湿度、温度和二氧化碳含量,系统就会按照堆肥工艺流程自动工作,并能实现湿度、温度和二氧化碳含量的闭环自动调节。例如发酵室对温度的控制如图5所示。
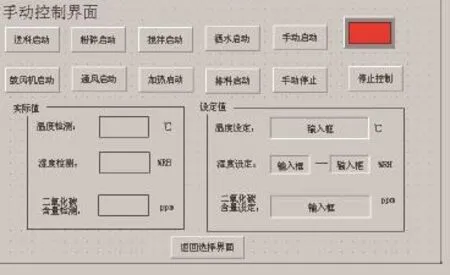
图4 触摸屏的控制界面图
(d)手动控制界面
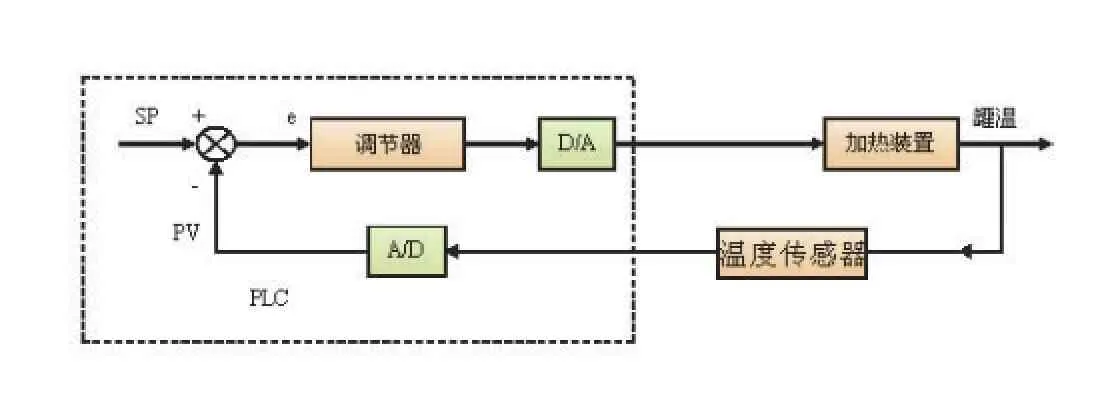
当温度低于设定值时,系统启动加热装置,开始加热,当温度等于或高于设定温度,则停止加热。
6 结语
基于PLC、触摸屏和变频器的餐厨垃圾控制系统,大大提高了控制的稳定性,降低了故障率,非常易于操作,可以满足不同的菌类对温度、湿度和含氧量的要求,并且利用变频器对物料电机实现更好的启停控制和节能。
[1] 刘永海, 冯晓霞, 魏富奎. 家庭餐厨垃圾处理方法及设备的研究[J]. 机械研究与应用, 2010, (03) : 9 – 10.
[2] 刘玉德, 绳以健, 石文天, 蓝俞静, 刘洋. 小型餐厨垃圾处理设备研究[J].北京工商大学学报 (自然科学版) , 2011, 29 (6) : 69 – 72.
[3] 孔凡君, 如何设计PLC控制系统的方案[J]. 2010, (23) : 85 – 86.
[4] 孟潇, 韩涛, 任连海, 王迪. 通风量对餐厨垃圾好氧堆肥的影响[J]. 北京工商大学学报 (自然科学版) 2008, (03) .
Research on Control System for Food Waste Disposal Equipment Based on PLC
Through analysis of the kitchen garbage treatment technology, the medium garbage processor with the composting method not only solves the waste problem, but also realizes and promotes the recycling of resources. Therefore in this paper, we have designed a kitchen waste composting treatment equipment, which uses Mitsubishi FX2N-48MRPLC to control the system, improve the stability, frequency converter to implement motor soft starting and energy saving and a touch screen as the input panel to make the operation more user-friendly and visualization. The intelligent control of kitchen waste compost is therefore realized.
刘宇(1977-),女,内蒙古人,高级讲师,现就职于北京市新媒体技师学院电气工程学院,主要研究方向为机电一体化、自动控制。
B
1003-0492(2014)02-0084-04
TP273