对TS G Z F001-2 0 06《安全阀安全技术监察规程》的修订建议
2014-03-14丁二喜吴继权张元法
丁二喜 吴继权 张元法
(深圳市特种设备安全检验研究院,深圳 518029)
对TS G Z F001-2 0 06《安全阀安全技术监察规程》的修订建议
丁二喜 吴继权 张元法
(深圳市特种设备安全检验研究院,深圳 518029)
从出厂检验、校验设备、整定压力的判定、校验介质、校验程序和校验周期等方面对TSG ZF001-2006《安全阀安全技术监察规程》中的相关内容进行了分析,并提出了修订建议。
安全阀 整定压力 比压 修正系数
安全阀是一种自动阀门,它不借助任何外力而利用介质本身的力来排出额定数量流体,以防止压力超过额定安全值;当压力恢复正常后,阀门再行关闭并阻止介质继续流出。作为承压特种设备最重要的安全附件,安全阀被广泛应用于石油化工、燃气、热电等行业。安全阀产品的好坏,直接影响着设备的安全运行。
2006年发布的TSG ZF001-2006《安全阀安全技术监察规程》对规范安全阀的设计、制造、型式试验与校验工作起到了重要作用。但随着现代工业技术的不断进步,该规程中诸多条款存在不适用或无法实现的现象。本文主要对《安全阀安全技术监察规程》(一下简称《规程》)相关条款适用性进行进一步论证,以期为法规的修订者提供参考。
1 出厂检验
《规程》附件B3.2规定:安全阀出厂检验项目包括耐压试验、气密性试验、整定压力调整、密封试验及合同规定的检验项目。同时B3.2条款规定了整定压力调整、密封试验的试验介质、试验次数、试验结果判定等,但对于调整的具体整定压力值、密封试验压力值并未明确规定。
购置的安全阀是否能够调整到需要的整定压力、整定压力偏差是否满足标准要求、在需要的整定压力调整后密封面是否具有良好的密封性能是安全阀用户最关注的问题。如果安全阀用户在其采购合同中明确提出了需求的整定压力值,出厂试验时只要将安全阀调整到用户需求的整定压力,并按照规程的规定取90%整定压力或者整定压力减0.03MPa作为密封试验压力。但由于安全阀所保护承压设备运行工况的不稳定,安全阀用户往往提供的只是压力等级范围,而不能提供具体的整定压力值,此时密封试验压力也无法确定。
对于安全阀密封的设计,密封面计算比压q1、密封面必须比压qMF、密封面许用比压[q]之间应满足如下关系:

查阅阀门设计手册,对于钢、硬质合金密封面安全阀的密封面必需比压qMF按下式计算:

式中:PN——公称压力,MPa;

对于给定规格型号的安全阀,公称压力和密封面宽度为定值,因此密封面必需比压为定值。
[q]与密封面的材料有关,不同的材料牌号其许用压力不同,如20Cr13不锈钢的许用压力250MPa、铸铁HT200的许用压力30MPa。
安全阀密封面密封比压的设计原理如图1所示,当介质压力为P时密封面比压力q1按下式计算:

式中:Dm——关闭件密封面平均直径,mm;
Ps——安全阀整定压力,MPa;
P——设备正常运行压力,MPa;
b——关闭件密封面宽度,mm。
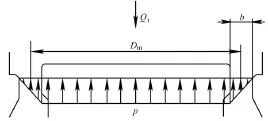
图1 平面密封安全阀在关闭状态下作用力示意图QT——弹簧力; DM——密封面平均直径;b——密封面宽度
从q1的计算式可见,当整定压力与设备运行压力差值(Ps-P)越大,密封面比压力q1越大;当整定压力与设备运行压力越接近,q1越小,亦越接近密封面必需比压qMF。换言之,Ps-P越小,安全阀越难以保持密封性能。因此,Ps数值是安全阀密封性能的考量的一个重要标准。
另外,笔者在从事安全阀型式试验的设计审查工作时发现,安全阀生产厂家在设计计算中针对密封面上的比压计算时,凑数据的情况非常严重。比如某厂家的DN25、PN40安全阀,密封面平均直径Dm=23.5mm、密封面宽度0.3mm,其工作压力取1.0MPa,整定压力取1.81MPa,计算的q1为15.86MPa,刚好比计算的密封面必须比压15.58MPa大一点。事实上,工作压力取1.0MPa,整定压力取1.81MPa本就不符合相关法规、标准的要求。例如,TSG G0001-212《锅炉安全技术监察规程》中对于额定工作压力在0.8MPa~5.9MPa范围的安全阀,其整定压力最低值为1.04倍工作压力,最高值为1.06倍工作压力之间,该厂家选取的整定压力明显超过TSG G0001-212规定的整定压力范围。
建议《规程》附件B3.2中添加关于出厂检验中整定压力值的确定条款,即“按合同规定进行整定压力的调整,如合同中未明确规定整定压力值,按选用安全阀压力等级的最低值进行调整。”
2 校验设备
图2为《规程》附件E推荐的安全阀校验系统(气体)示意图。E1.2条款规定:校验气源配有一定容积的储气罐,储气罐的容积应当与校验安全阀的用气量相适应,应当不小于1m3;E1.4条款规定:校验台配有足够容积的试验容器;校验台上装有两块规格相同的压力表。
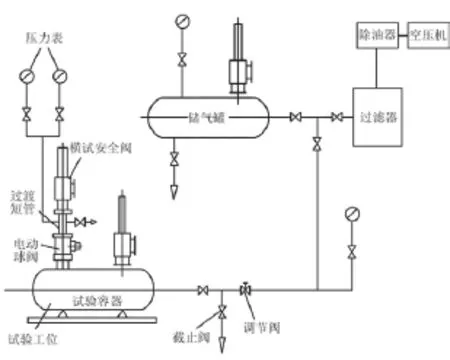
图2 《规程》推荐的安全阀校验系统(气体)示意图
通过行业内调研发现,目前国内90%以上的安全阀检验机构配置的校验设备用储气罐的配置不能满足《规程》要求,很多安全阀校验单位甚至未配置该类储气罐,且绝大部分校验台的试验容器的容积低于0.015m3。
储气罐和试验容器容积过小,会出现供气量不足,从而在整定压力调整时安全阀无法出现突跳开启或清楚的可听得见的开启,在安全阀发生微量泄漏时,压力保不住,压力表急剧下降,进而造成不准确的整定压力。另外,安全阀回座压力的调整是在安全阀达到额定排放后进行的,不足的供气量无法使得安全阀达到完全开启状态,从而导致无法进行回座压力调整。因此,《规程》中关于储气罐和试验容器容积的要求应予保留。
《规程》中要求的校验台上要装两块规格相同的压力表,初衷是在进行校验时,通过同时观察两块压力表示值,从而保证测量的准确性。事实上,校验员在进行安全阀校验时,是不能同时观察两块压力表示值的,而只能先后观察两块表的示值。只要不能同时进行观测,则两块表的比对效果意义就不明显。同时,目前国内制造的安全阀校验台,基本上都没有采用两块规格相同的压力表,而是采用了一系列有明显量程梯度的压力表组。从实效性分析,采用一系列有明显量程梯度的压力表组能够满足不同公称压力级别的安全阀校验,更符合实际工作的需要,也方便校验员进行示值比对。另外,因为缓冲器容易堵塞并产生压力滞后,所以不推荐在压力表上用缓冲器。因此,建议删除“校验台上装有两块规格相同的压力表”,不推荐在压力表上用缓冲器。
3 整定压力的判定
《规程》E1.4条款规定:需要测量安全阀阀瓣是否开启时,必须装设自动测量记录仪表。E3.2“整定压力校验”中规定:当测得阀瓣有开启或者见到、听到试验介质的连续排出时,则安全阀的进口压力被视为此安全阀的整定压力。
国内生产的安全阀校验台普遍都装设了自动测量记录仪表,但在实际校验时,安全阀检验人员一般都不使用自动测量记录仪表判断安全阀是否开启。自动测量记录仪表的工作原理是根据校验过程中压力曲线的变化,通过“拐点”来判断安全阀是否开启。但是,从笔者单位的安全阀型式试验曲线图(见图3中的红线)分析,安全阀在启闭过程中压力一直保持比较平稳,并无明显的拐点。另外,对于有前泄现象(前泄是开启前,发生在低于整定压力的进口静压而存在于阀座和阀瓣间可压缩流体的可以听见或看见的泄漏)的安全阀,如采用自动测量记录仪表,则前泄压力就被判定为整定压力,事实上,前泄压力并不是整定压力,而且比整定压力值低。
因此,建议删除“需要测量安全阀阀瓣是否开启时,必须装设自动测量记录仪表”。如校验机构的储气罐容积足够,采用直接位置测量安全阀的开高方法判断安全阀是否开启更为可靠。
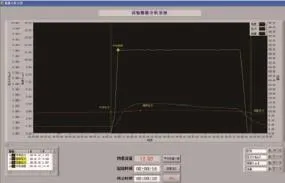
图3 安全阀型式试验曲线
4 校验介质
《规程》附件E的E1.3规定:用于蒸汽的安全阀,其试验需要用蒸汽进行,当试验装置能力有限时,如果可以在安装后进行调试,可以用空气代替蒸汽进行试验。
用蒸汽进行安全阀整定压力的调整,称热态校验;用空气进行安全阀整定压力的调整,称冷态校验。如果采取热态校验,就需要配置一台相应规格的锅炉作为汽源,同时要配置相应的加热、保温设备将待校验的安全阀加热保温到相应试验温度。这样进行一台蒸汽介质安全阀的热态校验不仅耗费较大经济成本,且需耗费较多时间,热态校验不具实践性。实践中发现除了安全阀型式试验机构,国内各安全阀校验机构都不具备热态校验能力,都是采用冷态校验代替热态校验。
当然,如不采取其他措施,冷态校验代替不了热态校验。在不同的温度条件下,安全阀弹簧的弹性系数是变化的,高温时弹簧会变软,弹性系数会减小,因此造成冷态校验的整定压力比热态校验时低。而各安全阀制造厂都有配置弹簧的性能试验设备,应要求制造厂做好弹簧的高温性能试验,在出厂资料中提供温度修正系数,并标注在安全阀铭牌上,冷态校验时,用下式进行整定压力修正:

式中:
Ps'——冷态校验实际整定压力;
Ps——被保护设备高温条件要求的整定压力;
Ksh——温度修正系数。
建议《规程》附件B3“制造”中添加如下内容:
1)安全阀制造厂要对其生产的安全阀用弹簧做高温性能试验,测试温度修正系数;
2)温度修正系数应随出厂资料提供给安全阀用户,并标注在铭牌上。
5 校验程序与校验周期
《规程》附件E规定了安全阀校验先后顺序为校验前的检查、整定压力校验和密封试验。安全阀校验前要对安全阀进行清洗,并且进行宏观检查,然后将安全阀解体,检查各零部件。
校验前检查是必须的,因为如果不进行检查和清洗,如密封面处有杂质,在进行整定压力调整时,安全阀启跳后再回座会损坏密封面。但是,随着现代工业技术的不断发展,安全阀使用的数量越来越多,以深圳为例,一年校验的安全阀数量超过30000只,不可能做到每个安全阀都进行清洗、解体检查。同时,较多的安全阀密封面为非金属,比如A42F类的安全阀,其密封面为石棉,如进行解体检查,石棉密封面必将损坏。另外,对于一些进口的结构复杂的安全阀,解体检查后装配质量往往无法保证。
另外,TSG ZF001-2006《安全阀安全技术监察规程》附件B6.3.1规定:安全阀定期校验,一般每年至少一次,满足有清晰的历史记录、被保护设备的运行工艺条件稳定、安全阀内件材料没有被腐蚀等条件的安全阀校验周期可以适当延长。在对大量安全阀进行校验后发现,较多的安全阀第一次开启压力往往与冷态试验差压力有较大偏差,特别是非金属密封结构的安全阀,第一次开启压力一般比冷态试验差压力大很多。显然是校验周期过长,又没有定期进行手动排放试验,密封面粘贴在一起所致。对于此类安全阀应缩短校验周期。
综合考虑校验程序与校验周期,建议如下:
1)对于外观比较脏,有明显杂质存在的安全阀,应进行清洗和解体检查,而对于外观较好、干净的安全阀则不需要进行清洗和解体检查;
2)对于第一次开启压力大于冷态试验差压力的安全阀,应适当缩短校验周期,或在报告中注明手动排放试验周期。
1 TSG ZF001-2006 安全阀安全技术监察规程[S].
2 周震.安全阀[M].北京:中国标准出版社,2003:99-104.
3 胡斌,安全阀安装施工中的常见问题[J],压力容器与管道安装,2010,5.
Revised Suggestions on TSG ZF001-2006 “Safety Technical Supervision Regulations for Safety Valves”
Ding Erxi Wu Jiquan Zhang Yuanfa(Shenzhen Institute of Special Equipment Inspection and Test Shenzhen 518029)
This paper gives some revised suggestions on TSG ZF001-2006“Safety Technical Supervision Regulations for Safety Valves”. Such as factory test; test attachments; determination of set-pressure; mediator of test; code and periodic of test.
Safety valve Set-pressure Specific pressure Coefficient of correction
B
1673-257X(2014)06-34-04
丁二喜(1982-),男,工程师,主要从事阀门型式试验和机械设备失效分析。
2014-01-20)
